




 提高低碳钢拉丝线材热轧性能合格率的研究
提高低碳钢拉丝线材热轧性能合格率的研究 提高低碳钢拉丝线材热轧性能合格率的研究
轧制工艺对q195线材性能有较大影响,提高轧制和吐丝温度,降低冷却速度,有利于q195热轧线材铁素体晶粒尺寸增大,降低其抗拉强度,从而提高性能合格率。
编辑推荐下载

提高SL低碳拉丝线材拉拔性能的方法热门文档
低碳钢丝的拉拔要求
格式:pdf
大小:6KB
页数:2P
 4.7
4.7
低碳钢丝的拉拔要求 低碳钢丝的需要量很大,其设备及工艺也比较简单,一般小型工厂都能够生产。 1.低碳钢丝的工艺特点,低碳钢丝大都使用塑性好的普碳钢做原料,允许 采用较大的压缩率,并可以从盘条生拉到1毫米以下,适宜用滑轮式拉丝机连续 生产。拉拔过程中钢丝虽受到较多的弯曲和轴向扭转,但对其机械性能影响不大。 中细规格的低碳钢丝还可以实现高速拉拔。目前国内滑轮式拉丝机干拉1.6毫米 钢丝,速度每分钟高达500米。17模水箱拉丝机拉制o.6毫米钢丝,速度每分 钟高达1000米。 对于表面要求不高的低碳钢丝制品,可以采用无酸强迫拉拔。低碳钢丝大都 可使用再结晶低温退火,但对于某些质量较差的原料,仍以用完全退火较妥。 润滑方法过去大都采用厚油脂石灰糊预涂层,但此种方法车间粉尘太多,污 染工作环境。目前已有不少单位改用酸洗后上无脂薄灰,再在模盒内放钙皂粉的 润滑方法,使车
低碳拉丝用钢的成分与性能优化 低碳拉丝用钢的成分与性能优化
格式:pdf
大小:1.6MB
页数:4P
4.7
介绍了韶钢低碳拉丝用钢抗拉强度偏高的情况,分析结果表明,钢中微量元素cu、as、sn含量高是导致低碳拉丝用钢强度高的主要原因.为降低钢的强度,进行了成分与性能的优化试验.试验研究结果表明,在适当降低钢中微量元素的条件下,当钢中mn含量由原来的平均0.47%降低到0.25%以下后,能有效解决抗拉强度高的问题,且钢材的加工和使用性能良好.
高碳钢丝的拉拔要求
格式:pdf
大小:12KB
页数:3P
4.7
高碳钢丝的拉拔要求 含碳量大于0.6%的铰高强度和高强度钢丝,其机械性能和工艺要求都与 低、中碳钢丝不同,成品检验时常会出现不合格的产品。不合格产品的产生,除 直径公差、表面质量、不平整和脱碳等原因以外,主要是抗拉强度不足或波动过 大(通条性能不均匀),或者在扭转试验时发毛起刺(扭裂),断口不平直。尤其是 ii组以上的高强度钢丝要求更高,因此要有严格均工艺操作。 1.对前道工序的要求 (1)线材制作高强度钢丝的线材,不但要求具有良好的表面质量(特别应避免 折叠),还要求其含碳量、化学成分、组织结构、脱碳深度和夹杂量等都合乎规 定。选用线材直径应偏粗,以便有足够的拉拔道次。勉强凑够拉拔道次的成品, 其表面质量及扭转性能往往不好。 (2)热处理热处理是高强度钢丝的工艺基础,线材拉拔前都要经过正火,改 善其组织状况。铅淬的热处理曲线确定以后,关键是炉温和铅温的均匀问题
冷却条件对高碳钢丝拉拔性能的影响 冷却条件对高碳钢丝拉拔性能的影响
格式:pdf
大小:183KB
页数:4P
4.5
介绍了钢丝拉拔过程中发热机理和冷却条件对钢丝性能的影响。结合试验结果分析了不同冷却条件下高碳钢丝拉拔后性能产生差异的原因,并提出了较为有效的冷却控制方式。同时对拉拔模具的结构形式进行了改进,取得了较好的冷却效果。
提高SL低碳拉丝线材拉拔性能的方法精华文档
钢丝拉拔后性能讲解
格式:pdf
大小:996KB
页数:12P
4.5
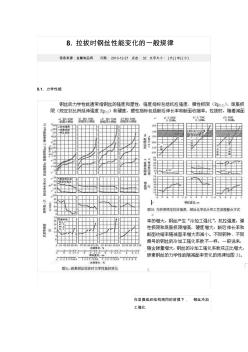
8.拉拔时钢丝性能变化的一般规律 信息来源:金属制品网日期:2013-12-27点击:32文字大小:[大][中][小] 8.1.力学性能 在显微组织结构相同的前提下,钢丝冷加 工强化 系数随含碳量增大而增大,是一个大家普 遍认知 的基本规律。实际上,氮与碳具有完全相同的特性,往往被人们忽视了,氮对冷加工强化的 贡献几乎与等量碳相同。因此对气体保护焊丝(08mn2si)和帘线用钢丝(72a)等,希望 从盘条用最少循环道次直接拉拔到成品的钢丝,必须控制钢中氮含量(≤60ppm或≤40ppm) 才能保证拉拔顺利进行。氮含量的增加还会导致钢丝的应变时效脆化效应增强。 显微组织结构对冷加工强化系数有决定性的影响,从表11可以看出,不同组织结构的 碳素钢丝中,索氏体钢的冷加工强化系数最大,粒状珠光体钢的冷加工强化系数最低。广而 言之,奥氏体钢的冷加
碳、硅、锰含量对低碳冷拔拉丝钢力学性能的影响 碳、硅、锰含量对低碳冷拔拉丝钢力学性能的影响
格式:pdf
大小:489KB
页数:3P
4.5
在多年生产冷拔拉丝钢q195的基础上,成功地开发了低碳冷拔拉丝钢(hl钢)以代替q195。与q195相比,该钢伸长率δ10增加了72%,抗拉强度降低了70mpa。介绍了hl钢相关的生产工艺,探讨了钢中碳、硅含量对其力学性能的影响。
 低碳钢丝无酸洗拉拔工艺改进
低碳钢丝无酸洗拉拔工艺改进 低碳钢丝无酸洗拉拔工艺改进
格式:pdf
大小:180KB
页数:3P
4.3
介绍低碳钢丝无酸洗拉拔工艺在表面处理、润滑剂和拉丝模方面的改进。具体措施:(1)采用机械除锈装置代替酸洗进行表面处理,选取辊轮直径为线材直径的18~23倍,增加滚轮数量且必须进行扫刷;(2)通过使用无酸洗专用润滑剂可减少黏附和断线现象;(3)润滑剂搅拌器可以减少"孔洞"现象的发生,且有利于线材携带更多润滑剂;(4)压力模的使用可以改善润滑状态,提高拉丝速度。无酸洗拉拔工艺避免了传统拉拔工艺中的酸污染,降低生产成本。
高碳钢线材拉拔断裂分析 高碳钢线材拉拔断裂分析
格式:pdf
大小:3.4MB
页数:6P
4.7
归纳了高碳钢线材拉拔断裂的常见类型,通过列举典型实例,分析了各类断裂的宏观、微观特征及其断裂原因。根据分析结果,提出了相应的改进措施。
提高SL低碳拉丝线材拉拔性能的方法最新文档
铬不锈钢线材无酸拉拔工艺探讨 铬不锈钢线材无酸拉拔工艺探讨
格式:pdf
大小:710KB
页数:3P
4.3
铬不锈钢线材表面氧化物既厚又致密,略溶于酸,并具有磁性,很难去除,如果采用酸洗方式处理,经常出现过酸洗而产生麻面问题.通过对氧化物生成因素分析,结合其生成机制,对形成的氧化层组织结构和特性进行观察,区分低温和高温氧化物的差别,针对性地提出无酸拉拔工艺,利用机械破碎原理,对铬不锈钢系列产品进行试验,结果表明产品表面无氧化物、色彩均匀、无麻面现象,并减少酸的用量,满足生产要求.
 湿式拉拔对钢帘线单丝抗拉强度的影响
湿式拉拔对钢帘线单丝抗拉强度的影响 湿式拉拔对钢帘线单丝抗拉强度的影响
格式:pdf
大小:618KB
页数:3P
4.6
钢帘线单丝湿拉过程中,抗拉强度是钢丝考核的一个重要指标。将φ1.80mm钢丝拉拔至φ0.30mm,平均道次压缩率分别为13.87%与14.43%时,对应的钢丝抗拉强度平均值分别为3292mpa和3336mpa。拉拔道次相同,总压缩率和平均道次压缩率相同,前几道次压缩率较大,中间道次压缩率较小时,钢丝抗拉强度平均值为3381mpa;前几道次压缩率较小,中间道次压缩率较大时,钢丝抗拉强度平均值为3347mpa;前几道次压缩率处于中间时,钢丝抗拉强度平均值为3369mpa。采用拉丝模工作锥角分别为9°和11°的拉丝模拉拔后,钢丝抗拉强度平均值分别为3324mpa和3213mpa,2种拉丝模工作锥角对钢丝的扭转性能影响较小。
金属丝拉拔工艺
格式:pdf
大小:38KB
页数:2P
4.5
金属丝拉拔的原理及条件: 在拉拔力的作用下将盘条或线坯从拉丝模的模孔拉出,以生产小断面 的钢丝或有色金属线的金属塑性加工过程。各种金属及合金的不同断面形 状和尺寸的金属丝都可以采用拉拔生产。拉出的丝,尺寸精确,表面光洁, 且所用拉拔设备和模具简单,制造容易。 在拉拔过程中,作用于出模口处被拉拔金属丝单位横断面积上的拉拔 力的拉拔应力σ1。为了使金属在模孔内发生塑性变形,拉拔应力σ1必须 大于模孔内变形区中金属的变形抗力σt;而为了防止金属丝出模孔后继续 变形被拉细或拉断从而破坏稳定的拉拔过程,拉拔应力σ1必须小于出模 孔后的被拉拔金属丝的屈服极限σs,因此实现拉拔过程的条件通常表示 为:σt<σ1<σs。把以与们的比值k称为拉拔过程的安全系数。 经受了冷拉拔的金属丝产生明显的变形硬化,它的屈服极限σs值接 近其强度极限σb,在生产中常用σb值代替σs,因此实
作为钽拉丝线路的镀铜层 作为钽拉丝线路的镀铜层
格式:pdf
大小:54KB
页数:未知
4.5
薄铜镀层已经在钽拉丝上获得应用,研究了表面精饰、阴极电流密度和酸性硫酸盐槽液组成对镀层结合力的影响。在喷砂表面获得的镀铜层的结合力最好,化学和电化学表面处理对镀层的结合力影响不大。利用taguchi方法研究了电解参数对镀层结合力的影响,结果分析表明,电流密度对镀层结合力有很大影响,而其他因素,如cuso4和h2so4浓度的影响不大。在最佳条件下(喷砂表面、阴极电流密度3a/dm^2、150g/lcuso4、30g/lh2so4)对电镀铜的钽条进行拉丝,这种钽拉丝比传统方法获得的拉丝好。
提高SL低碳拉丝线材拉拔性能的方法相关
文辑推荐
知识推荐
百科推荐


职位:园建主办施工员
擅长专业:土建 安装 装饰 市政 园林


