

闪光对焊工程交底
格式:pdf
大小:55KB
页数:4P
人气 :66
 4.7
4.7
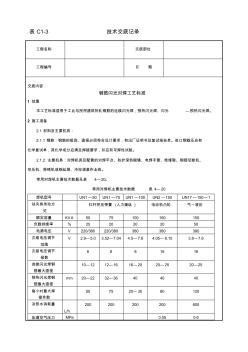
技术交底记录 工程名称 咸宁碧桂园凤凰温泉酒店工程 交底时间 2008 年 2 月 20 日 交底提要:本交底是对闪光对焊施工等方面的交底。 1、施工部位 用于直径小于 16的钢筋、根据钢筋定长与跨度比较、较为经济的钢筋连接。 2、施工设备及施工前准备 2.1 所有待焊的钢材原材料必须有出厂合格证,并经检验合格,焊工必须经国 家有关部门培训考核合格持证上岗。 2.2 采用 UN1-100型对焊机 2.3 焊接场地应避免被雨水淋湿,应在钢筋加工区内操作施工。 3、焊接参数 为获得良好的焊接接头, 要合理选择焊接参数, 焊接参数包括伸长度、 闪光留 量、闪光速度、预热留量、预热频率、顶锻速度、顶锻压力和变压器级次等。 ○1调伸长度是指焊接前, 两钢筋端部从电极钳口伸出长度, 对于Ⅱ级钢筋, 调 伸长度值为 40-50mm。 ○2闪光留量是指闪光过程中, 闪光金属所消耗的钢筋长度。 连续闪




闪光对焊工程技术交底
闪光对焊工程技术交底 工程名称施工员作业班组 施工部位质监员班组负责人 准备工作: 对焊前应清除钢筋端头约150mm以内的铁锈、污泥等,以免在夹具和钢筋间因接触不良而引起“打火”; 同时应检查焊机各部件和接地情况,调整好变压器级次,开放冷却水,合上电闸方可工作。 工作工艺: 1、连续闪光焊: 即将钢筋夹入内有循环冷却水的铜电极,先闭合电源,使钢筋两端移近相触,此时端面中的间隙中即喷 射出火花般熔化的金属微粒——闪光,随着徐徐移动钢筋使两端面仍保持轻微接触,形成连续闪光。当闪光到 预定的长度,使钢筋端头加热到将近熔点时,就以一定的压力迅速顶锻。先带电顶锻,再无电顶锻到一定长度, 焊接接头即告完成。 un1-75型焊机连续闪光焊钢筋的上限直径为:ⅰ级钢筋d=16mm;ⅱ级钢筋时d=14mm;ⅲ级钢筋时 d=12mm。 2、预热闪光焊: 预热闪光焊是在连续

闪光对焊工程技术交底 (2)
第1页共4页 技术交底记录 年月日 郑州市工程质量监督站监制 工程名称亚星盛世雅居1#楼分部工程主体工程 分项工程名称钢筋工程:闪光对焊 本分项工程部分梁钢筋采用闪光对焊进行水平钢筋的连接。适用于钢筋直径14~22的水 平构件钢筋。 一、施工准备 1、选用un1-100型焊机,其技术性能、产品质量符合施工要求。设备就位调试后,应 进行鉴定,达到技术要求后,允许使用。配套的对焊平台、防护深色眼镜、电焊手套、绝缘 鞋、钢筋切断机、空压机、除锈机或钢丝刷、冷拉调直作业线。 2、钢筋的级别、直径必须符合设计要求,各种规格钢筋级别必须有出厂合格证,力学检 验报告、复试报告符合规范规定。钢筋焊接端部应平直、无弯折,切割机下料,端面平顺无 压伤、锈蚀、油污等。 二、作业条件: 1、焊工必须持有有效的考试合格证。 2、对焊机有配套装置、冷却水、压缩空气等应符合要求。 3、电源
编辑推荐下载
闪光对焊工程技术交底
格式:pdf
大小:138KB
页数:1P
4.7
贵州建工集团第二建筑工程公司 闪光对焊工程技术交底 单位工程名称:贵州省财政学校电教楼交底时间:年月日 分项工程 作业内容 部位 交底人作业班组班组负责人 准备工作: 对焊前应清除钢筋端头约150mm以内的铁锈、污泥等,以免在夹具和钢筋间因接触不良而引起“打火”; 同时应检查焊机各部件和接地情况,调整好变压器级次,开放冷却水,合上电闸方可工作。 工作工艺: 1、连续闪光焊: 即将钢筋夹入内有循环冷却水的铜电极,先闭合电源,使钢筋两端移近相触,此时端面中的间隙中即喷 射出火花般熔化的金属微粒——闪光,随着徐徐移动钢筋使两端面仍保持轻微接触,形成连续闪光。当闪光 到预定的长度,使钢筋端头加热到将近熔点时,就以一定的压力迅速顶锻。先带电顶锻,再无电顶锻到一定 长度,焊接接头即告完成。 un1-75型焊机连续闪光焊钢筋的上限直径为:ⅰ级钢筋d=16mm;ⅱ级钢筋时d

.钢筋闪光对焊工艺标准完成
格式:pdf
大小:62KB
页数:4P
4.5
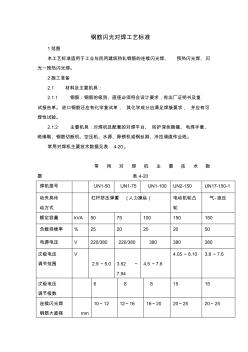
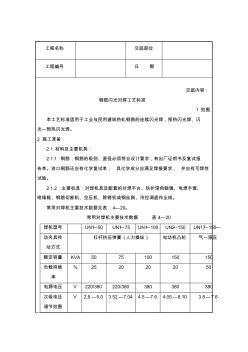
工程名称 中国人民解放军第91中心医 院综合楼二期 交底部位地下室 工程编号日期2011-10-27 交底内容: 钢筋闪光对焊工艺标准 1、材料要求 钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 2、主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方 式 杠杆挤压弹簧(人力操纵)电动机凸轮气一液压 额定容量kva5075100150150 负载持续率%2520202050 电源电压v220/380220/380380380380 次级电压调节 范围 v2.9—5.03.52—7.0
闪光对焊工程交底热门文档
钢筋闪光对焊工艺标准 (3)
格式:pdf
大小:57KB
页数:7P
4.6
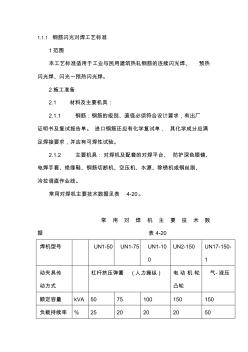
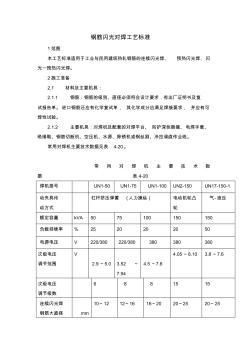
钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪 光一预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复 试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可 焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、 绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数 据表4-20 焊机型号un1-50un1-75un1-100un2-150un17-150-1 动夹具传 动方式 杠杆挤压弹簧(人力操纵)电动机轮凸 轮 气-液压 额定容量kva5075100150150 负载持续率%
钢筋闪光对焊工艺标准 (4)
格式:pdf
大小:92KB
页数:10P
4.7
1.1.1钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热 闪光焊、闪光一预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂 证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满 足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、 电焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、 冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数 据表4-20 焊机型号un1-50un1-75un1-10 0 un2-150un17-150- 1 动夹具传 动方式 杠杆挤压弹簧(人力操纵)电动机轮 凸轮 气-液压 额定容量kva5075100150150
钢筋闪光对焊工艺标准
格式:pdf
大小:706KB
页数:10P
4.4
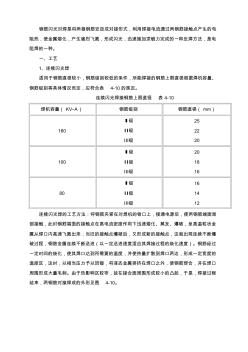
钢筋闪光对焊是将两根钢筋安放成对接形式,利用焊接电流通过两钢筋接触点产生的电 阻热,使金属熔化,产生强烈飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法,是电 阻焊的一种。 一、工艺 1、连续闪光焊 适用于钢筋直径较小,钢筋级别较低的条件,所能焊接的钢筋上限直径根据焊机容量、 钢筋级别等具体情况而定,应符合表4-10的规定。 连续闪光焊接钢筋上限直径表4-10 焊机容量(kv·a)钢筋级别钢筋直径(mm) 160 ⅰ级 ⅱ级 ⅲ级 25 22 20 100 ⅰ级 ⅱ级 ⅲ级 20 18 16 80 ⅰ级 ⅱ级 ⅲ级 16 14 12 连续闪光焊的工艺方法:将钢筋夹紧在对焊机的钳口上,接通电源后,使两钢筋端面局 部接触,此时钢筋端面的接触点在高电流密度作用下迅速熔化、蒸发、爆破,呈高温粒状金 属从焊口内高速飞溅出来;当旧的接触点爆破后,又形成新的接触点

闪光对焊工艺评定记录
格式:pdf
大小:27KB
页数:4P
4.6
试件部位 试件编号操作人 接头形式闪光对焊焊接工艺方法 钢筋规格设备型号 设备电压设备功率 钢筋母材 炉批号 钢筋母材复验报 告编号 焊剂 检查依据 结果 合格 合格 合格 合格 123结果 断于钢筋母 材,延性断 裂;弯曲合格 。 参数要求 一般项目 力学性能 结论: 4、轴线偏移不得大于钢筋直径的0.1 倍,且不得大于1mm满足要求 钢筋编号 1、接头试件拉伸试验 1、调伸长度:40mm~60mm; 2、烧化留量:两根钢筋在断料时切口严重压伤部分(包括端面的不平整 度),再加8mm~10mm; 3、顶锻留量:3mm~7mm; 1、闪光对焊无横向裂纹,焊包均匀。满足要求 2、与电极接触的表面无明显烧伤无明显烧伤 3、接头处的弯折不大于2°满足要求 / 《钢筋焊接及验收规程》jgj18-2012 质量验收规程的规定试件外观描述 闪光对焊工艺评定记
钢筋闪光对焊工艺标准
格式:pdf
大小:57KB
页数:7P
4.4
钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪 光一预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复 试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可 焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、 绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数 据表4-20 焊机型号un1-50un1-75un1-100un2-150un17-150-1 动夹具传 动方式 杠杆挤压弹簧(人力操纵)电动机轮凸 轮 气-液压 额定容量kva5075100150150 负载持续率%
闪光对焊工程交底精华文档

钢筋闪光对焊工艺
格式:pdf
大小:106KB
页数:8P
4.4
工程名称 钱江疗养院改造项目 工程 交底部位 工程编号日期 工程名称 钱江疗养院改造项目 工程 交底部位 工程编号日期 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光— 预热闪光焊。 2施工准备 2.1材料及主要机具: 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动 方式 杠杆挤压弹簧(人力操纵)电动机凸轮气一液压 额定容量kva5075100150150 负载持续率%2520202050 电源电压v220/380220/380380380380 次级电压调 节范围 v2.9—5.03.52—7.0 4 4.5—7.64.05—8.103.8—7.6
钢筋闪光对焊工艺标准 (6)
格式:pdf
大小:81KB
页数:5P
4.3
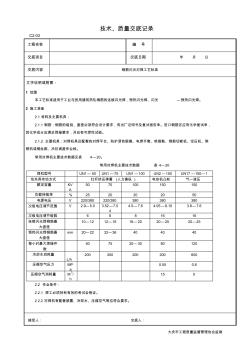
技术、质量交底记录 c2-03 大庆市工程质量监督管理协会监制 工程名称编号 交底项目交底日期年月日 交底内容钢筋闪光对焊工艺标准 文字说明或附图: 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单, 其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、空压机、除 锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方式杠杆挤压弹簧(
钢筋闪光对焊工艺标准 (7)
格式:pdf
大小:83KB
页数:6P
4.5
1 2020年4月19日 钢筋闪光对焊工艺 标准 文档仅供参考 2 2020年4月19日 工程名称 河南新龙矿业有限公司梁北 矿井选煤厂主厂房 交底部位配电所主体 工程编号日期月日 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有 化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断 机、空压机、除锈机或钢丝刷、冷拉调直作业线。 常见对焊机主要技术数据见表4—20。 常见对焊机主要技术数据表4—20 焊机型号un1—50un1—
钢筋闪光对焊工艺标准2
格式:pdf
大小:89KB
页数:6P
4.6
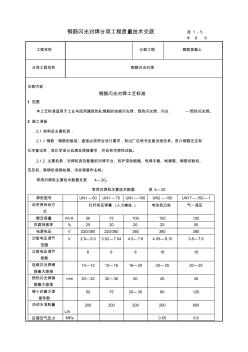
钢筋闪光对焊分项工程质量技术交底技1-5 年月日 工程名称分部工程钢筋混凝土 分项工程名称钢筋闪光对焊 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有 化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方 式 杠杆挤压弹簧(人力操纵
钢筋闪光对焊工艺标准 (2)
格式:pdf
大小:90KB
页数:6P
4.6
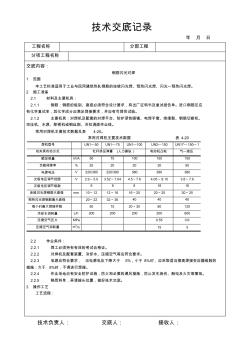
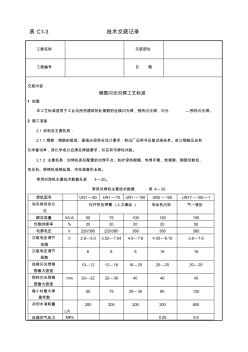
表c1-3技术交底记录 工程名称交底部位 工程编号日期 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有 化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方 式 杠杆挤压弹簧(人力操纵)电动机凸轮气
闪光对焊工程交底最新文档
钢筋闪光对焊工艺标准 (5)
格式:pdf
大小:66KB
页数:5P
4.4
技术交底记录 年月日 技术负责人:交底人:接收人: 工程名称分部工程 分项工程名称 交底内容: 钢筋闪光对焊 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪光一预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应 有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据表4-20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方式杠杆挤压弹簧(人力操纵)
钢筋闪光对焊工程技术交底
格式:pdf
大小:27KB
页数:3P
4.3
1/3 技术交底记录 工程名称 南阳市廉政文化教育中心 (监视居住陪护楼) 编号 交底日期2019年月日 施工单位河南天工建设集团有限公司分项工程名称主体工程 交底摘要钢筋闪光对焊页数共2页 交底内容: 一、施工准备 1.机具设备:焊接电源、控制箱、闪光对焊机等。 2.焊工必须持有有效的焊工考试合格证。 3.设备应符合要求。 4.电源应符合要求。 5.焊接接头位置依规格开列的位置,不得私自调整。 二、施工工艺 1.工艺流程:切割钢筋→选择调伸长度→预热→闪光→顶锻 2.调伸长度:焊接前,选择两钢筋端部从电极钳口伸出的长度。调伸长度的选择于 钢筋品种和直径有关,应使接头能均匀加热,并使钢筋顶锻时不致发生旁弯。调伸 长度取值:hrb400级钢筋为1.0~1.5d。 3.施焊时先闭合电源,然后使两根钢筋端面交替接触和分开,这时钢
最新整理钢筋闪光对焊工艺标准技术交底 (2)
格式:pdf
大小:113KB
页数:9P
4.8
工程名称交底部位 工程编号日期 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪 光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报 告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性 试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、 绝缘鞋、钢筋切断机、空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150— 动夹具传 动方式 杠杆挤压弹簧(人力操纵)电动机凸轮气一液压 额定容量kva5075100150150 负载
最新整理钢筋闪光对焊工艺标准技术交底
格式:pdf
大小:91KB
页数:7P
4.6
表c1-3技术交底记录 工程名称交底部位 工程编号日期 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有 化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方 式 杠杆挤压弹簧(人力操纵)电动机凸轮气

钢筋闪光对焊工艺标准技术交底 (2)
格式:pdf
大小:91KB
页数:6P
4.3
精品施工组织设计 施工技术交底 工程名称交底部位 工程编号日期 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有 化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方 式 杠杆挤压弹簧(人力操纵)电动机凸轮气一液压 额定容量kva507


钢筋闪光对焊工艺标准技术交底
格式:doc
大小:57KB
页数:7P
4.4
工程名称 交底部位 工程编号 日期 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号 un1—50 un1—75 un1—100 un2—150 un17—150—1 动夹具传动方式 杠杆挤压弹簧(人力操纵) 电动机凸轮 气一液压

大型购物广场钢筋闪光对焊工艺标准技术交底
格式:pdf
大小:85KB
页数:5P
4.8
c2-4技术交底记录编号: 工程名称大型购物广场日期2017年5月12日 交底部位钢筋闪光对焊工艺标准页数共5页,第页 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有 化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—15
3焊工(闪光对焊)(质量□安全)技术交底
格式:pdf
大小:30KB
页数:2P
4.7
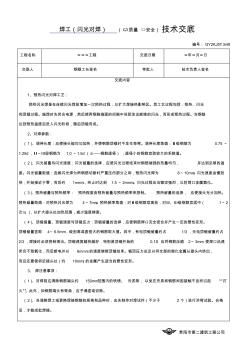
贵阳市第二建筑工程公司 焊工(闪光对焊)(□√质量□安全)技术交底 编号:gy2kj5t.s49 工程名称×××工程交底日期×年×月×日 交底人钢筋工长签名审批人技术负责人签名 交底内容 1、预热闪光对焊工艺: 预热闪光焊是在连续闪光焊前增加一次预热过程,以扩大焊接热影响区。其工艺过程包括:预热、闪光 和顶锻过程。施焊时先闭合电源,然后使两钢筋端面的间隙中间即发出断续的闪光,而形成预热过程。当钢筋 达到预热温度后进入闪光阶段,随后顶锻而成。 2、对焊参数: (1)、调伸长度:应使接头能均匀加热,并使钢筋顶锻时不发生旁弯。调伸长度取值:ⅰ级钢筋为0.75~ 1.25d,ⅱ~ⅲ级钢筋为1.0~1.5d(d——钢筋直径);直径小的钢筋宜取较大的系数值。 (2)、闪光留量与闪光速度:闪光留量的选择,应使闪光过程结束时钢筋端部的热量均匀,并达到足够的温 度。闪光留量取
钢筋闪光对焊工艺标准(1199)
格式:pdf
大小:35KB
页数:5P
4.7
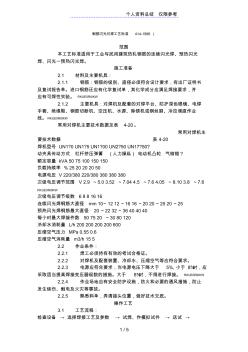
个人资料总结仅限参考 1/5 钢筋闪光对焊工艺标准414-1996) 范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光 焊、闪光一预热闪光焊。 施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书 及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并 应有可焊性实验。rkue0rt0kw 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊 手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业 线。rkue0rt0kw 常用对焊机主要技术数据见表4-20。 常用对焊机主 要技术数据表4-20 焊机型号un1?0un1?5un1?00un2?50un17?50? 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气椧貉? 额定容
2.钢筋闪光对焊工艺标准
格式:pdf
大小:119KB
页数:8P
4.6
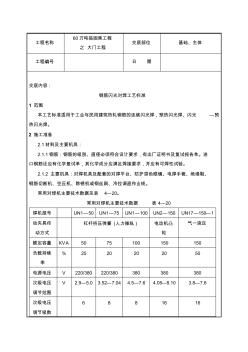
工程名称 60万吨捣固焦工程 之大门工程 交底部位基础、主体 工程编号日期 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预 热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进 口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、 钢筋切断机、空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传 动方式 杠杆挤压弹簧(人力操纵)电动机凸 轮 气一液压 额定容量kv
闪光对焊工程交底相关
文辑推荐
知识推荐
百科推荐


职位:市政道桥规划师
擅长专业:土建 安装 装饰 市政 园林


