

切割8mm厚碳钢工艺参数(精)
格式:pdf
大小:37KB
页数:1P
人气 :64
 4.6
4.6
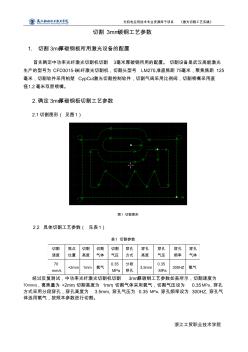
光机电应用技术专业资源库子项目 《激光切割工艺实践》 浙江工贸职业技术学院 切割 8mm碳钢工艺参数 1. 切割 8mm厚碳钢板所用激光设备的配置 首先确定中功率光纤激光切割机切割 8毫米厚碳钢所用的配置。 切割设备是武汉高能激光 生产的型号为 CFD3015-B光纤激光切割机,切割头型号 LM213,准直焦距 75毫米,聚焦焦距 125 毫米,切割软件采用柏楚 CypCut激光切割控制软件,切割气阀采用比例阀,切割喷嘴采用直 径2毫米双层喷嘴。 2.确定 8mm厚碳钢板切割工艺参数 2.1切割图形( 见图1) 图1 切割图形 2.2 具体切割工艺参数( 见表1) 表1 切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 气压 穿孔 频率 穿孔 气体 13 mm/s +3.2 mm 0.8m m 氧气 0.05 MPa 渐进 穿孔 0.



切割3mm厚碳钢工艺参数(精)
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 切割3mm碳钢工艺参数 1.切割3mm厚碳钢板所用激光设备的配置 首先确定中功率光纤激光切割机切割3毫米厚碳钢所用的配置。切割设备是武汉高能激光 生产的型号为cfd3015-b光纤激光切割机,切割头型号lm270,准直焦距75毫米,聚焦焦距125 毫米,切割软件采用柏楚cypcut激光切割控制软件,切割气阀采用比例阀,切割喷嘴采用直 径1.2毫米双层喷嘴。 2.确定3mm厚碳钢板切割工艺参数 2.1切割图形(见图1) 图1切割图形 2.2具体切割工艺参数(见表1) 表1切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 高度 穿孔 气压 穿孔 频率 穿孔 气体 70 mm/s +2mm1mm氧气 0.35 mpa 分段 穿孔 3.
切割5mm厚不锈钢工艺参数(氮气)(精)
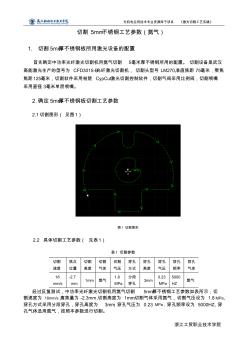
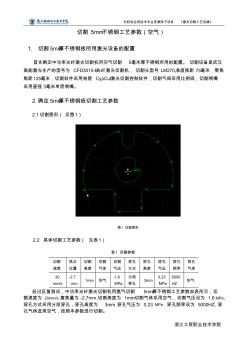
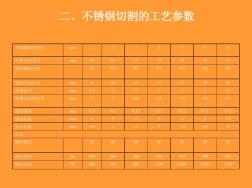
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 切割5mm不锈钢工艺参数(氮气) 1.切割5mm厚不锈钢板所用激光设备的配置 首先确定中功率光纤激光切割机用氮气切割5毫米厚不锈钢所用的配置。切割设备是武汉 高能激光生产的型号为cfd3015-b光纤激光切割机,切割头型号lm270,准直焦距75毫米,聚焦 焦距125毫米,切割软件采用柏楚cypcut激光切割控制软件,切割气阀采用比例阀,切割喷嘴 采用直径3毫米单层喷嘴。 2.确定5mm厚不锈钢板切割工艺参数 2.1切割图形(见图1) 图1切割图形 2.2具体切割工艺参数(见表1) 表1切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 高度 穿孔 气压 穿孔 频率 穿孔 气体 18 mm/s -2.7 mm 1mm氮气 1.8
编辑推荐下载
切割3mm厚不锈钢工艺参数(氮气)(精)
格式:pdf
大小:56KB
页数:2P
4.7
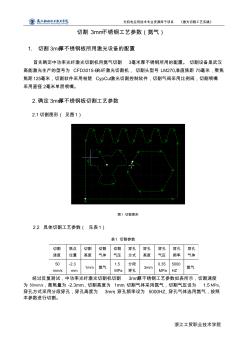
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 切割3mm不锈钢工艺参数(氮气) 1.切割3mm厚不锈钢板所用激光设备的配置 首先确定中功率光纤激光切割机用氮气切割3毫米厚不锈钢所用的配置。切割设备是武汉 高能激光生产的型号为cfd3015-b光纤激光切割机,切割头型号lm270,准直焦距75毫米,聚焦 焦距125毫米,切割软件采用柏楚cypcut激光切割控制软件,切割气阀采用比例阀,切割喷嘴 采用直径2毫米单层喷嘴。 2.确定3mm厚不锈钢板切割工艺参数 2.1切割图形(见图1) 图1切割图形 2.2具体切割工艺参数(见表1) 表1切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 高度 穿孔 气压 穿孔 频率 穿孔 气体 50 mm/s -2.3 mm 1mm氮气 1.5
切割3mm厚不锈钢工艺参数(空气)(精)
格式:pdf
大小:44KB
页数:1P
4.7
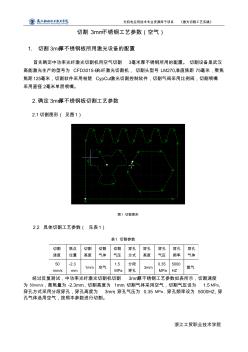
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 切割3mm不锈钢工艺参数(空气) 1.切割3mm厚不锈钢板所用激光设备的配置 首先确定中功率光纤激光切割机用空气切割3毫米厚不锈钢所用的配置。切割设备是武汉 高能激光生产的型号为cfd3015-b光纤激光切割机,切割头型号lm270,准直焦距75毫米,聚焦 焦距125毫米,切割软件采用柏楚cypcut激光切割控制软件,切割气阀采用比例阀,切割喷嘴 采用直径2毫米单层喷嘴。 2.确定3mm厚不锈钢板切割工艺参数 2.1切割图形(见图1) 图1切割图形 2.2具体切割工艺参数(见表1) 表1切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 高度 穿孔 气压 穿孔 频率 穿孔 气体 50 mm/s -2.3 mm 1mm空气 1.5
切割8mm厚碳钢工艺参数热门文档
切割5mm厚不锈钢工艺参数(空气)(精)
格式:pdf
大小:38KB
页数:1P
4.4
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 切割5mm不锈钢工艺参数(空气) 1.切割5mm厚不锈钢板所用激光设备的配置 首先确定中功率光纤激光切割机用空气切割5毫米厚不锈钢所用的配置。切割设备是武汉 高能激光生产的型号为cfd3015-b光纤激光切割机,切割头型号lm270,准直焦距75毫米,聚焦 焦距125毫米,切割软件采用柏楚cypcut激光切割控制软件,切割气阀采用比例阀,切割喷嘴 采用直径3毫米单层喷嘴。 2.确定5mm厚不锈钢板切割工艺参数 2.1切割图形(见图1) 图1切割图形 2.2具体切割工艺参数(见表1) 表1切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 高度 穿孔 气压 穿孔 频率 穿孔 气体 20 mm/s -2.7 mm 1mm空气 1.6
 应用空气等离子切割机切割1~2mm厚低碳钢板
应用空气等离子切割机切割1~2mm厚低碳钢板 应用空气等离子切割机切割1~2mm厚低碳钢板
格式:pdf
大小:171KB
页数:2P
4.5
1前言随着我国建筑机械化的不断发展,对建筑机械的需求量越来越多。低碳钢薄板在建筑机械制造中用量很大,切割质量的好坏直接影响了组焊质量和整机外观。过去是以氧乙炔火焰气割和振动剪为主。氧乙炔焰气割不安全,变形大,质量差;振动剪切割噪音、振动和变形都很大,切割质量差,劳动强度大。两种切割方法都不能达到满意的效果。经过对多种切割方法和建筑机械的要求进行分析,自1987年以来在1~2mm厚的低碳钢板下料工艺上采用了空气等离子切割机,设计了蓄水式工作台、仿形靠模
激光切割不锈钢板工艺参数研究 激光切割不锈钢板工艺参数研究
格式:pdf
大小:196KB
页数:2P
4.5
基于激光切割工作原理,分析了影响不锈钢板激光切割质量的三个重要工艺参数,即:离焦量、辅助气体压力和切割速度,理论研究了其影响机理,并通过对不同厚度不锈钢板离焦量的确定进行大量工艺实验,总结出离焦量的确定方法,然后对不同厚度不锈钢板辅助气体压力进行实验,实验研究出其确定方法,最后对切割速度进行分析,提出切割速度理论确定方法。分析研究为激光切割应用提供了参考,对实际加工有一定的指导意义。
切割8mm厚碳钢工艺参数精华文档
大功率激光切割机切割工艺参数分析 大功率激光切割机切割工艺参数分析
格式:pdf
大小:332KB
页数:3P
4.6
初步探讨了影响激光切割碳素结构钢板切割质量的因素,在其他参数不变的情况下,最小打孔功率和最小无"挂渣"切割功率随着板材厚度的增加而增大;切缝断面粗糙度随着切割气体压力和切割速度先减小后增大。

 激光切割低碳钢板工艺试验研究
激光切割低碳钢板工艺试验研究 激光切割低碳钢板工艺试验研究
格式:pdf
大小:477KB
页数:5P
4.3
本文通过各项试验找出了各基本工艺参数对激光切割表面熔渣高度、表面粗糙度、切缝宽度、尖角熔损长度及热影响的影响规律性,可供从事激光切割工作人员参考。
钢板切割工艺1
格式:pdf
大小:150KB
页数:9P
4.5
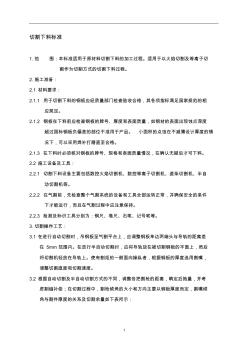
1 切割下料标准 1.范围:本标准适用于原材料切割下料的加工过程。适用于以火焰切割及等离子切 割作为切割方式的切割下料过程。 2.施工准备: 2.1材料要求: 2.1.1用于切割下料的钢板应经质量部门检查验收合格,其各项指标满足国家规范的相 应规定。 2.1.2钢板在下料前应检查钢板的牌号、厚度和表面质量,如钢材的表面出现蚀点深度 超过国标钢板负偏差的部位不准用于产品。小面积的点蚀在不减薄设计厚度的情 况下,可以采用焊补打磨直至合格。 2.1.3在下料时必须核对钢板的牌号、规格和表面质量情况,在确认无疑后才可下料。 2.2施工设备及工具: 2.2.1切割下料设备主要包括数控火焰切割机、数控等离子切割机、直条切割机、半自 动切割机等。 2.2.2在气割前,先检查整个气割系统的设备和工具全部运转正常,并确保安全的条件 下才能运行,而且在气割过程中应注意保持。 2.2.3检
切割8mm厚碳钢工艺参数最新文档
碳弧气刨和切割
格式:pdf
大小:69KB
页数:6P
4.7
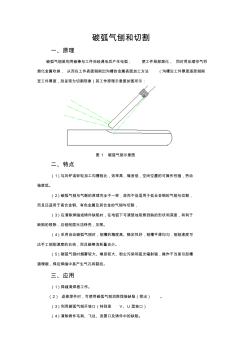
碳弧气刨和切割 一、原理 碳弧气刨是利用碳棒与工件间经通电后产生电弧,使工件局部熔化,同时用压缩空气将 熔化金属吹掉,从而在工件表面刨削出沟槽的金属表面加工方法(沟槽沿工件厚度逐层刨削 至工件厚度,则呈现为切割现象)其工作原理示意图如图所示: 图1碳弧气刨示意图 二、特点 (1)与风铲或砂轮加工沟槽相比,效率高,噪音低,空间位置的可操作性强,劳动 强度低。 (2)碳弧气刨与气割的原理完全不一样,故而不但适用于低合金钢的气刨与切割, 而且还适用于高合金钢、有色金属及其合金的气刨与切割, (3)在清除焊缝或铸件缺陷时,在电弧下可清楚地观察到缺的形状和深度,有利于 缺陷的根除,且刨削面光洁铮亮,见图。 (4)采用自动碳弧气刨时,刨槽的精度高、稳定性好,刨槽平滑均匀,刨削速度可 达手工刨削速度的五倍,而且碳棒消耗量也少。 (5)碳弧气刨时烟雾较大、噪音较大、粉尘污染和弧光辐射强,操作不
离焦量对切割3mm厚不锈钢的影响粗糙度(精)
格式:pdf
大小:18KB
页数:1P
4.3
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 离焦量对切割3mm厚不锈钢的粗糙度影响 1.离焦量对熔渣量的影响规律 离焦量是指焦点距工件上表面的距离。离焦量以被加工材料表面而设定的,工件表面以 上为正、以下为负。 离焦量的选取对不锈钢板切割质量有很大影响,因为离焦量变化时能够改变焦点的位置 及辐照在材料表面光斑半径的大小,从而影响激光能量的集中程度,导致切割质量发生变化。 当离焦量合适时,切缝材料熔化,而切割沿附近的材料并未熔化,熔渣即被吹走,形成纹理 之间距离窄、无沾渣、平滑光洁的切缝面,表面粗糙度好;当离焦量偏小时,切割材料下部 单位面积所吸收的能量减少,切割能量削弱,导致材料不能完全熔化并被辅助气体吹走,以 致未完全熔化的材料附着在切割板材下表面,切割面上形成间距较宽的倾斜纹理,粗糙度差, 且有大量的熔渣;当离焦量偏大时,切割材料下半部分单位
钢板切割
格式:pdf
大小:22KB
页数:3P
4.5
供应河南钢板切割加工价格郑州碳板切割中心濮阳许昌禹州钢板切割加工近期价格。 无锡江旋金属物资有限公司可为你提供钢板切割加工报价,机械零部件,异形件轴承底座, 公路护栏,一些重工业单位零部件切割加工报价。 无锡江旋钢板加工有限公司为响应终端客户及市场需求,公司依托雄厚的资金实力,投资 建立金属板材加工厂。厂部完善配套钢板数控切割设备数台及钢板剪切折弯设备及一系列钢 板深加工设备。以专业化水准引领钢板深加工行业。致力于5-500mm厚度钢板数控切割及 零割下料销售业务。主营q235b、q345b、45#钢等材质的钢板切割与加工。可按客户图纸 要求进行钢板切割异型件、切割法兰圆盘毛坯件、仿形件。钢板外协加工各类机械零部件、 模具钢、轴承座、齿轮盘、钢结构及焊接预埋件。钢板切割件产品主要应用于重型机械设备, 如造船、纺织、采矿机械、机床、锻压、发电设备、冶金机械制造等领域。最大

 碳钢板材切割工艺探析
碳钢板材切割工艺探析 碳钢板材切割工艺探析
格式:pdf
大小:101KB
页数:1P
4.3
在钢结构建筑中,板材的下料工作至关重要,下料精确度、平整度、直线度直接影响到钢构件组装的几何形状,进而影响到焊接质量和整体强度。数控切割机的出现大大提高了板条的切割速度,节省了操作人工,提高了异形零件的切割可操作性。通过对数控切割机的切割实验得出合理的工艺参数。
鞍钢切割钢丝用高碳钢热轧盘条打破国外技术垄断 鞍钢切割钢丝用高碳钢热轧盘条打破国外技术垄断
格式:pdf
大小:55KB
页数:未知
4.6
日前,鞍钢股份线材厂在取得切割钢丝用高碳钢热轧盘条试验成功后,已为用户供货100余吨,该产品各项指标均获得用户满意评价。该新产品打破了国外技术垄断,为鞍钢线材产品拓宽市场生存空间、增强创效能力提供有力支撑。
鞍钢切割钢丝用高碳钢热轧盘条打破国外技术垄断 鞍钢切割钢丝用高碳钢热轧盘条打破国外技术垄断
格式:pdf
大小:77KB
页数:未知
4.7
日前,鞍钢股份线材厂在取得切割钢丝用高碳钢热轧盘条试验成功后,已为用户供货100余吨,该产品各项指标均获得用户满意评价。该新产品打破了国外技术垄断,为鞍钢线材产品拓宽市场生存空间、增强创效能力提供有力支撑。切割钢丝用高碳钢热轧盘条是制造切割钢丝的原材料。切割钢丝是一种等同头发丝般粗细的高强度镀锌铜钢丝,被广泛应用于太阳能硅片、石英材料、单晶硅、多晶硅等高精尖材料的切割。由于切割钢丝的缠绕长度可达上千公里,且不允许在切割作业时断线,因此,该产品对切割钢丝用高碳钢热轧盘条的质量和性能要求极高。
鞍钢切割钢丝用高碳钢热轧盘条打破国外技术垄断 鞍钢切割钢丝用高碳钢热轧盘条打破国外技术垄断
格式:pdf
大小:55KB
页数:未知
4.4
日前,鞍钢股份线材厂在取得切割钢丝用高碳钢热轧盘条试验成功后,已为用户供货100余吨,该产品各项指标均获得用户满意评价。该新产品打破了国外技术垄断,为鞍钢线材产品拓宽市场生存空间、增强创效能力提供有力支撑。
切割8mm厚碳钢工艺参数相关
文辑推荐
知识推荐
百科推荐

职位:市政道路桥梁监理工程师
擅长专业:土建 安装 装饰 市政 园林


