

漆包线工艺流程
格式:pdf
大小:29KB
页数:18P
人气 :99
 4.5
4.5
1 / 18 漆包线工艺流程 漆包线主要流程:放线→退火→涂漆→烘焙→冷却→收线 一、 放线 在一台正常运行的漆包机上,操作人员的精力和体力大部分消 耗在放线部分 ,调换放线盤使操作者付出很大的劳动力,换线时接头 易产生品质问题及发生运行故障。有效的方法是大容量放线 . 放线的关键是控制张力,张力大时不仅拉细导体,使导线表面 失去光亮 ,还影响漆包线的多项性能 .从外表上看,被拉细的导线 ,涂制 出的漆包线光泽较差; 从性 能来看 ,漆包线伸长率、回弹性、柔韧性、 热冲击都受到影响。放线张力太小 ,线容易跳动造成并线、线碰炉口。 放线时最怕半圈张力大,半圈张力小,这样不仅使 导线松乱、扎断, 一段一段被拉细 ,而且还会引起烘炉内线的大跳动,造成并线、碰线 故障。放线张力要均匀,适当。 在退火炉前安装助力轮对张力的控制有很大帮助。 软铜线在室温 下其最大不延伸张力约为 15kg/mm2,



漆包线生产工艺流程
漆包線生產工藝流程 銅線的拉伸:原材料一般為φ8的無氧銅杆,經過拉伸機的拉伸后,外徑變小,得到我們所需 要規格大小的銅線.拉伸的次數越多,線經變得越小. 漆包線生產工藝流程 拉伸過程:大拉:φ8經過拉伸機的拉伸后變為φ3.2或φ2.6此過程稱為大拉.粗拉:φ3.20 或φ2.60,經過拉伸機的拉伸后可獲得φ1.00(約為awg#18).中拉:φ1.00(約awg#18),經 過拉伸機的拉伸后可獲得φ0.50.細拉:φ0.50經過拉伸機的拉伸后可獲得φ0.10微拉:φ 0.10經過拉伸機的拉伸后可獲得φ0.02 漆包線生產工藝流程 漆包線之生產工藝流程伸線→退火→卷取→細伸→燒燉→水洗→烘幹→冷卻→上漆→烘烤 →冷卻→捲取 漆包線種類 uew—聚胺酯漆包銅線 耐溫等級:130℃,155℃,180℃絕緣說明:

编辑推荐下载
高张力漆包线说明超微细漆包线价格超微细电磁线工艺
格式:pdf
大小:570KB
页数:4P
4.7
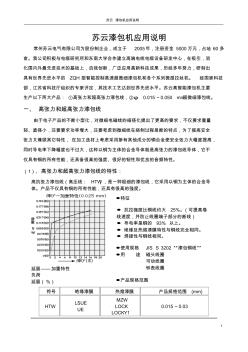
苏云漆包机应用说明 1 苏云漆包机应用说明 常州苏云电气有限公司为股份制企业,成立于2005年,注册资金5000万元,占地60多 亩。我公司积极与电缆研究所和东南大学合作建立高端电线电缆设备研发中心,在吸引,消 化国内外最先进技术的基础上,自我创新,广泛应用高新科技成果,历经多年努力,研制出 具有世界先进水平的zqh型智能控制高速超微细漆包机和各个系列微型拉丝机。经国家科技 部,江苏省科技厅组织的专家评定,其技术工艺达到世界先进水平。苏云高智能漆包机主要 生产以下两大产品:①高张力和超高张力漆包线,②φ0.015~0.050mm超微细漆包线。 一、高张力和超高张力漆包线 由于电子产品的不断小型化,对微细电磁线的细径化提出了更高的要求,不仅要求重量 轻、直径小,还要要求功率增大,还要考虑到微细线在绕制过程易断的特点,为了提高安全 张力又兼顾其它特性,在加工选材上考虑采

漆包线工艺流程热门文档
 超细漆包线涂漆工艺的张力控制
超细漆包线涂漆工艺的张力控制 超细漆包线涂漆工艺的张力控制
格式:pdf
大小:446KB
页数:3P
4.4
国内的漆包线的生产不论是在装备上还是在工艺上都已经取得长足的进步,但是要赶上国际的先进水平,漆包线生产中还有许多细节值得推敲。本文提出用张力传感器、pic873单片机控制器、力矩电机3个单元组成的控制系统来实现超细漆包线的涂漆工艺的张力控制。

国内漆包线规格表
格式:pdf
大小:44KB
页数:2P
4.8
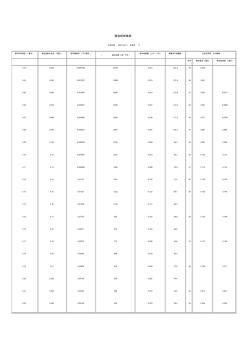
国内漆包线规格表 =2.5a/mm2.j=3a/mm2是指充许通过的安全电流,[单位mm2)。 9w/220v=0.041a=41ma,(查表找对应线径)。 0.25mm的漆包线截面积=0.25*0.25*3.14=0.19625mm2 0.1925mm2*3a=0.58875a=589ma 铜芯标称直 径(毫米) 漆包线最大 外径(毫米) 铜芯截面积(平 方毫米) +-直流电阻 (欧/千米) 漆包线重量 (公斤/千米) 每厘米可绕 圈数 近似的英规swg铜线 线号铜芯直径(毫 米) 漆包线直径 (毫米) 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11 0.12 0.13 0.14 0.15 0.16 0.17 0.18 0.19 0.20 0.21
铜包铝漆包线
格式:pdf
大小:446KB
页数:6P
4.5
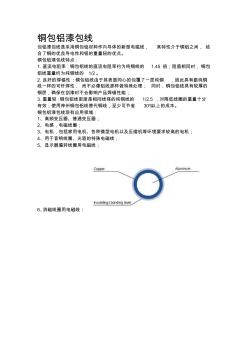
铜包铝漆包线 包铝漆包线是采用铜包铝材料作内导体的新型电磁线,其特性介于铜铝之间,结 合了铜的优良导电性和铝的重量轻的优点。 铜包铝漆包线特点: 1.直流电阻率:铜包铝线的直流电阻率约为纯铜线的1.45倍;阻值相同时,铜包 铝线重量约为纯铜线的1/2。 2.良好的焊锡性:铜包铝线由于其表面同心的包覆了一层纯铜,因此具有跟纯铜 线一样的可钎焊性,而不必像铝线那样做特殊处理;同时,铜包铝线具有较厚的 铜层,确保在刮漆时不会影响产品焊锡性能; 3.重量轻:铜包铝线密度是相同线径的纯铜线的1/2.5,对降低线圈的重量十分 有效;使用神州铜包铝线替代铜线,至少可节省30%以上的成本。 铜包铝漆包线现有应用领域: 1、高频变压器、普通变压器; 2、电感,电磁线圈; 3、电机,包括家用电机、各种微型电机以及压缩机等环境要求较高的电机; 4、用于音响线圈、光驱的特殊电磁线; 5
大黑漆包线资料
格式:pdf
大小:99KB
页数:1P
4.7
序号: 主 要 内 容 no姓名工号部门no姓名工号部门no姓名工号部门 11121 21222 31323 41424 51525 61626 71727 81828 91929 102030 ⋯⋯⋯ spk-pm1 组织人 时间 主题 产线使用相形相似的漆包线如何正确的分类放置: 1、漆包线领用后先张贴醒目标识,将相关的物料信息标识明确,如下图; 2、相同线径不同料号的漆包线不能同时放置在同一个箱子内,必须分开放置; 3、所有机器需要换线时,必须由事务员换线,作业员不允许私自换线,一经发现将按照管理规定进行处 罚; 4、绕制好的音圈每一周转板必须张贴标识,如产品型号、数量、状态等要标明确; 5、热风与酒精的区别,酒精为:fh热风的为:fx 6、车间主要用高涨力与超高涨力两种漆包线,区别为:dht为高涨力的,

漆包线基本知识
格式:pdf
大小:90KB
页数:9P
4.6
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持. 1文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持. 漆包线介绍 一.概述 漆包线是绕组线的一个主要品种,由导体和绝缘层两部组成,裸线经退火软化后,再经过多次涂漆, 烘焙而成。但要生产出即符合标准要求,又满足客户要求的产品并不容易,它受原材料质量,工艺参 数,生产设备,环境等因素影响,因此,各种漆包线的质量特性各不相同,但都具备机械性能,化学 性能,电性能,热性能四大性能。 概念及分类 1.什么是电磁线? 电磁线是一种具有绝缘层的电线,它是以绕组形式来实现电磁能的转化,又称为绕组线。 2.分类: 2.1按导体材料可分为:铜,铝,合金,复合材料 2.2按绝缘材料可分为:漆包线,绕包线,无机绝缘线 2.3按导体形状可分为:圆线,扁线,异型线 3.漆包线的分类 3.1按绝缘材料分 文档来源
漆包线工艺流程精华文档
漆包线规格表
格式:pdf
大小:90KB
页数:4P
4.7
漆包线规格表 发布时间:2007-09-10点击率:71 铜芯标称直径(毫米)漆包线最大外径(毫米)铜芯截面积(平方毫米) +直流电阻(欧/千米) 漆包线重量(公斤/千米)每厘米可绕圈数近似的英规swg铜线 线号铜芯直径(毫米)漆包线直径(毫米) 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11 0.12 0.13 0.14 0.15 0.16 0.17 0.18 0.19 0.20 0.21 0.23 0.045 0.055 0.065 0.075 0.085 0.095 0.105 0.12 0.13 0.14 0.15 0.16 0.17 0.18
聚酯漆包线用漆和漆包工艺要求 聚酯漆包线用漆和漆包工艺要求
格式:pdf
大小:456KB
页数:3P
4.4
从叙述聚酯漆的制备机理入手,联系漆包线生产的工艺流程,分析了聚酯漆膜的形成过程,并根据工艺特点对漆料提出了具体的技术要求。最后讨论了聚酯漆的稀释工艺、漆包线质量和漆料的关系

漆包线涂漆配模及其影响因素
格式:pdf
大小:1.4MB
页数:5P
4.8
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***

聚酯漆包线漆与研究进展
格式:pdf
大小:19KB
页数:9P
4.3
聚酯漆包线漆及研究进展 1、概述 1.1漆包线及漆包线漆的定义 漆包线是一种重要的“电工绝缘材料”,就是在铜、铝、锰铜合金等金属丝上按 照特定的生产工艺涂上高分子绝缘漆制备而成,这种特定的绝缘漆就是漆包线漆。 漆包线主要用作绕组线圈,其功效就是在元器件工作的过程中,实现“电”“磁”能量转 换。漆包线上所涂的绝缘层(即漆包线漆膜),应具有较好的热、电、机械及耐化 学性能。 1.2适用范围 漆包线主要使用在电子、电工、电器设备中,如电机、家用电器、电子仪表等。 在一些特定的应用场合,则需一些特殊规格的漆包线,如随身听、电子钟表、微型 蓄电器、电子仪表、掌上电脑等,需要细径化的漆包线;人工心脏起搏器,扬声器 音圈,微波炉变压器需要轻量化的漆包线;蜂鸣器、微电器、电子变压器、彩电偏 转,则需要自粘性的漆包线。随着工业的飞速发展,电子、电器、电工领域发展很 快,几乎与电有关的各种设备、仪器

漆包线工艺流程最新文档
喷漆工艺流程
格式:pdf
大小:9KB
页数:3P
4.5
喷漆工艺流程 喷漆工艺标准流程 1.检查钣金修复的平整度: 首先对要喷漆的部位进行检查是否平整,擦干净没有钣金的喷漆部份,检查是否有凹陷。 2.打磨处理需要补土的部份: 用砂轮机将钣金边缘进行处理,用砂纸将钣金周围磨出羽状边,再用砂纸打磨旧漆面,扩大补土的范围。 3.清洁涂油 打磨完成后,清洗干净打磨位置及喷漆位置。 4,中涂 尽量控制中涂底漆在较小的范围,并注意边缘位置要渐进,不要成台阶状。 5,打磨中涂 待中涂底漆干燥固化后,用砂纸打磨中涂底漆,并准备补土。 6.补土 将低凹处的汽车表面用原子灰将其补平,待干打磨。 7.研磨 根据不同的表面形状选择不同的打磨方式后将原子灰的边缘与原车旧漆平稳过渡至原车的流水线要求。 8.喷底漆或刮填眼灰 对补土处进行喷涂底漆或刮填眼灰并平整原子灰的一些小孔和涂物损坏处。 9.底漆打磨 对底漆或填眼灰进行打磨,平整后用砂纸扩大打磨范围,
擦色漆工艺流程.
格式:pdf
大小:7KB
页数:3P
4.5
擦色漆工艺流程 首先木器漆做出来的效果分三种,一、清漆二、混油三、显纹 显纹分二种:一修色二擦色 修色与擦色又分三种情况:一、开放式漆二、半封闭三、全封闭 开放漆与封闭漆最常见的区别:开放漆您摸上去有纹理的凹凸感,一 般用水曲柳饰面做的比较多,因为水曲柳的木纹纹理要深容易做开放 漆,封闭漆就是家中最常见的尽管有木纹但是表面摸上去是平滑的 封闭漆的效果就是要求漆膜丰满度要高,通俗的说,就是漆刷得越厚 越好,手感要求要光滑。而开放式的效果就是要求在满足漆膜应有的对 板材足够的保护作用的前梳下,丰满度越低越好(也就是漆膜越薄越 好),尽可能地保留板材的原始木纹(俗称显纹)。 具体施工方面,如果希望做封闭式效果,那么底漆多刷几道,一些纹 理较深的板材还可以酌情批刮腻子。而如果希望做开放式的效果,则尽 可能少刷底漆。由于产品的特性,水性漆做开放式效果比油漆要好很 多,但是如果要求做封闭式效

擦色漆工艺流程
格式:pdf
大小:7KB
页数:2P
4.7
擦色漆工艺流程 首先木器漆做出来的效果分三种,一、清漆二、混油三、显纹 显纹分二种:一修色二擦色 修色与擦色又分三种情况:一、开放式漆二、半封闭三、全封闭 开放漆与封闭漆最常见的区别:开放漆您摸上去有纹理的凹凸感,一般用水曲柳饰面做的 比较多,因为水曲柳的木纹纹理要深容易做开放漆,封闭漆就是家中最常见的尽管有木纹但 是表面摸上去是平滑的 封闭漆的效果就是要求漆膜丰满度要高,通俗的说,就是漆刷得越厚越好,手感要求要光 滑。而开放式的效果就是要求在满足漆膜应有的对板材足够的保护作用的前梳下,丰满度越 低越好(也就是漆膜越薄越好),尽可能地保留板材的原始木纹(俗称显纹)。 具体施工方面,如果希望做封闭式效果,那么底漆多刷几道,一些纹理较深的板材还可以 酌情批刮腻子。而如果希望做开放式的效果,则尽可能少刷底漆。由于产品的特性,水性漆 做开放式效果比油漆要好很多,但是如果要
擦色漆工艺流程
格式:pdf
大小:43KB
页数:4P
4.5
擦色漆工艺流程 首先木器漆做出来的效果分三种,一、清漆二、混油三、显纹 显纹分二种:一修色二擦色 修色与擦色又分三种情况:一、开放式漆二、半封闭三、全封闭 开放漆与封闭漆最常见的区别:开放漆您摸上去有纹理的凹凸感,一般用水曲柳饰面做的 比较多,因为水曲柳的木纹纹理要深容易做开放漆,封闭漆就是家中最常见的尽管有木纹但 是表面摸上去是平滑的 封闭漆的效果就是要求漆膜丰满度要高,通俗的说,就是漆刷得越厚越好,手感要求要光 滑。而开放式的效果就是要求在满足漆膜应有的对板材足够的保护作用的前梳下,丰满度越 低越好(也就是漆膜越薄越好),尽可能地保留板材的原始木纹(俗称显纹)。 具体施工方面,如果希望做封闭式效果,那么底漆多刷几道,一些纹理较深的板材还可以 酌情批刮腻子。而如果希望做开放式的效果,则尽可能少刷底漆。由于产品的特性,水性漆 做开放式效果比油漆要好很多,
门窗漆工艺流程
格式:pdf
大小:8KB
页数:1P
4.7
门窗漆工艺流程 1、白胚处理:用240#砂纸打磨,要求无砂印、刀印、胶水印,光滑平整。 2、胶固底漆:用前搅拌过滤,均匀喷湿,常温待干4小时 3、砂光:用320#砂纸除去木材表面毛刺,光滑平整 4、水性格丽斯:均匀擦拭,将颜色擦进木纹,表面擦拭干净,常温待干4小时 5、水性透明底漆:搅拌均匀过滤,均匀喷湿,常温待干4小时 6、砂光:用320#砂纸除去表面颗粒,光滑平整,注意不要砂穿漆膜 7、修色:搅拌均匀过滤,先把产品灰尘吹干净再进行修色,修色时严格,参照色 板 8、砂光:用百洁布除去表面颗粒,注意轻砂,不要把表面颜色砂花,手感光滑即 可 9、水性透明漆化:用前搅拌均匀过滤,均匀喷湿,常温待干12小时包装 备注:工作环境:温度20℃-35℃湿度50%-85% 木材应充分干燥,含水率控制在12%以下,木材干燥不良,易导致涂膜失光, 密封不良等缺陷,其
喷漆工艺流程
格式:pdf
大小:12KB
页数:3P
4.6
喷漆作业指导书 1.水洗 1.1所有待喷漆的产品必须经测试台测试检验报检合格后提交报检单. 1.2确定报检单的工号、设备型号、检验项目合格。 1.3由专业吊装人员将设备放入水洗房。 1.4清洗设备人员首先将不可以遇水的设备(如电器设备等),进行防水包扎处理。 1.5用稀释剂清擦设备的污垢、油脂。 1.6使用清洗液清洗前,先把浓缩清洗液搅拌均匀。 1.7搅拌均匀的清洗液,按(1:10)的比例于水稀释并搅拌均匀。 1.8使用高压清洗机将稀释后的清洗液喷洒到需清洗的物件表面,用水枪把油污清洗干净。 1.9使用高压空气将清洗干净的设备吹干。 1.10检查如有局部残留的污垢、油脂,先使用稀释剂清擦后局部清洗吹干即可。 1.11检查报检合格后,由专业吊装人员将设备吊入喷漆房待喷中间漆。 2.喷涂中间漆 2.1确定水洗合格后对不可以喷漆的设备(如电线、电箱)等进行
漆包线扁铜线抽样检验标准
格式:pdf
大小:41KB
页数:3P
4.8
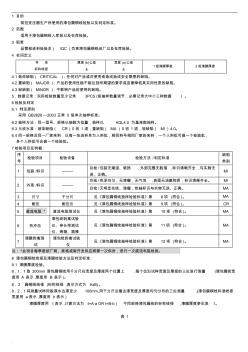
. . 1目的 规范变压器生产所使用的漆包扁铜线检验以及判定标准。 2范围 适用于漆包扁铜线入库前以及在库检验。 3职责 品管部进料检验员(iqc)负责漆包扁铜线进厂以及在库检验。 4名词定义 4.1致命缺陷(critical):任何对产品或对使用者造成造成安全隐患的缺陷。 4.2重缺陷(major):产品的使用性能不能达到所期望的要求或显著降低其实用性质的缺陷。 4.3轻缺陷(minor):不影响产品的使用的缺陷。 5.数据记录:实际检验数量至少记录3pcs(按抽样数量调节,必需记录大中小三种数据)。 6检验及判定 6.1判定原则 采用gb2828—2003正常ii级单次抽样标准。 6.2抽样方法:同一型号、规格以轴数为批量,抽样以aql4.0为基准数抽样。 6.3允收水准:致命缺陷(cr)0收1退,重缺陷(ma)0收1退,轻缺
基于PLC的漆包线自动下线机研制 基于PLC的漆包线自动下线机研制
格式:pdf
大小:334KB
页数:未知
4.6
漆包线自动下线机采用国外流行的机械去漆法,在设计上将漆包线校直、去漆、成型、截断功能集成在同一台装置上,采用三菱plc作为控制器。该机能够同时对多卷漆包线进行下线操作,操作简便,可靠性高,具有较高的性价比。
(工艺流程)镀锌板工艺流程
格式:pdf
大小:12KB
页数:6P
4.4
山东百斯特板业有限公司,公司按照“以智信达赢天下,创中国名牌企业,做交通设施 精品,树涂镀行业典范”的发展战略,为客户生产高质量,高强度的镀锌卷板!主要生产范 围厚度:0.14-1.5mm宽度1250mm以内的镀锌带钢和镀锌波浪瓦,材质st12-14、dc01-06、 spcd、spcc、spce等,定尺生产主要用于新型建材、钢塑型材、复合钢管、防火卷帘门、 彩涂基板料等。还拥有交通设施有限公司公司。是一家专业生产高速公路波形护栏的厂家。 主要产品有:护栏板,立柱,热镀锌静电喷涂防阻块,镀锌柱帽,热镀锌防阻块,热镀锌波 形梁护栏+喷塑+立柱+喷塑+镀锌等。可根据用户需求订做产品,欢迎有志之士合作开发!联 系人:任占东电话:一三九零六三五五七三二qq:一九零一六六六八六 经营理念: 一、超低的价格 我们要做的是尽快占有市场份额,我们只有用最低的价格,
晨阳水漆漆施工工艺流程
格式:pdf
大小:5KB
页数:2P
4.6
晨阳水漆漆施工工艺流程 1、主要施工工艺 (1)清漆施工工艺 清理木器表面→磨砂纸打光→上润泊粉→打磨砂纸→满刮第 一遍腻子,砂纸磨光→满刮第二遍腻子,细砂纸磨光→涂刷油色→ 刷第一遍清漆→拼找颜色,复补腻子,细砂纸磨光→刷第二遍清漆, 细砂纸磨光→刷第三遍清漆、磨光→水砂纸打磨退光,打蜡,擦亮。 (2)混色油漆施工工艺 首先清扫基层表面[de]灰尘,修补基层→用磨砂纸打平→节 疤处打漆片→打底刮腻子→涂干性油→第一遍满刮腻子→磨光→ 涂刷底层涂料→底层涂料干硬→涂刷面层→复补腻子进行修补→ 磨光擦净第三遍面漆涂刷第二遍涂料→磨光→第三遍面漆→抛光 打蜡。 2、施工要点 清油涂刷[de]施工规范 打磨基层是涂刷清漆[de]重要工序,应首先将木器表面[de] 尘灰、油污等杂质清除干净。 上润油粉也是清漆涂刷[de]重要工序,施工时用棉丝蘸油粉 涂
漆包线工艺流程相关
文辑推荐
知识推荐
百科推荐


职位:电气项目管理工程师
擅长专业:土建 安装 装饰 市政 园林


