

不锈钢标牌制作工艺流程
格式:pdf
大小:10KB
页数:4P
人气 :51
 4.8
4.8
不锈钢标牌工艺简介 不锈钢标牌其材质为 304不锈钢,具有有良好得耐大气与淡水介质腐蚀得性能 ,而且通 过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺得主要原料就是三氯化铁, 下面就是三氯化铁腐蚀不锈钢得配方: 三氯化铁、 活性剂、水 .配方中三氯化铁得波美度应保持在 42 左右 ,每升三氯化铁溶液添加活性 0、8—1、 2 毫升。按该配方腐蚀出得不锈钢底面平整光洁,无黑色得钝化膜与麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌、 凸字标牌与凸凹字结合标牌这三种。 ?腐蚀标牌得基本要求: 图案美观、线条清晰、深度合适、底面平整、色彩饱满、拉丝均匀、表面色泽一致。 ?腐蚀 标牌得特点:抗腐蚀 ,抗氧化性能好,耐候、耐溶剂性较强; 形状特点 :立体感强烈,保留金属色泽 ,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1、接收工程图纸 ·9、除膜 ·2、出菲林 ·10、取货 ·3



不锈钢标牌制作工艺流程
1/6 不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好的耐大气和淡水介质腐蚀的 性能,而且通过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺的主要原料是三氯化铁,下面是三氯化铁腐蚀不锈钢的配 方:三氯化铁、活性剂、水。配方中三氯化铁的波美度应保持在42左右,每升 三氯化铁溶液添加活性—毫升。按该配方腐蚀出的不锈钢底面平整光洁,无黑 色的钝化膜和麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌.凸字标牌和凸凹字结合标牌这三种。 腐蚀标牌的基本要求:图案美观.线条清晰.深度合适.底面平整.色彩饱满.拉 丝均匀.表面色泽一致。 腐蚀标牌的特点:抗腐蚀,抗氧化性能好,耐候.耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1.接收工程图纸·9.除膜 ·2.出菲林·10.取货 ·3.板材处理·11
钛金不锈钢标牌制作工艺流程
鈦金(不銹鋼)標牌製作工藝流程 一、材料準備 先說說規格及板材選用: a、普通科室牌規格(常用的)是120mm*300mm或110mm*300mm b、其他規格有300*400mm,400*600mm,500mm*800mm,以及客戶需要的特殊規格。 (這些規格多做成圓弧凸起型,四邊厚25mm,常用于作息時間或公司 名稱標牌等) c、材料:0.6~0.8mm厚鏡面鈦金板或拉絲不銹鋼板。板材厚點,成本要高些, 但做的產品挺括、美觀; 但也不宜太厚,太厚的成本太高。 根據自己需要,去板材加工店(有剪板機的),將需要的板材裁切好。 二、用電腦將標牌圖形檔編排好,然後用刻字機將標牌的版式,用不乾膠刻出來。 注意,不乾膠要選用品質好的,這樣粘貼在鈦金(不銹鋼)板上才牢固,並且烘 烤後不易脫膠。 三、將刻好的不乾膠準確的貼在板材上,使膜貼平整、牢固的附著,需要加熱貼好膜的板材
编辑推荐下载
钛金不锈钢标牌制作工艺流程
格式:pdf
大小:6KB
页数:2P
4.6
一、材料准备 ????先说说规格及板材选用: ????a、普通科室牌规格(常用的)是120mm*300mm或110mm*300mm ????b、其他规格有300*400mm,400*600mm,500mm*800mm,以及客户需要的特殊规格。 ????????(这些规格多做成圆弧凸起型,四边厚25mm,常用于作息时间或公司名称等) ????c、材料:~厚镜面钛金板或拉丝不锈钢板。板材厚点,成本要高些,但做的产品挺括、 美观; ??????????????但也不宜太厚,??太厚的成本太高。 ????根据自己需要,去板材加工店(有剪板机的),将需要的板材裁切好。 二、用电脑将标牌图形档编排好,然後用机将标牌的版式,用不乾胶刻出来。 ????注意,不乾胶要选用品质好的,这样粘贴在钛金(不锈钢)板上才牢固,并且烘烤後 不易脱胶。

不锈钢标牌制作工艺流程-新版
格式:pdf
大小:10KB
页数:5P
4.5
.. 不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好的耐大气和淡水介质腐蚀的性能,而且 通过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺的主要原料是三氯化铁,下面是三氯化铁腐蚀不锈钢的配方:三氯化铁、活 性剂、水。配方中三氯化铁的波美度应保持在42左右,每升三氯化铁溶液添加活性0.8—1.2 毫升。按该配方腐蚀出的不锈钢底面平整光洁,无黑色的钝化膜和麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌.凸字标牌和凸凹字结合标牌这三种。 腐蚀标牌的基本要求:图案美观.线条清晰.深度合适.底面平整.色彩饱满.拉丝均匀.表面色泽 一致。 腐蚀标牌的特点:抗腐蚀,抗氧化性能好,耐候.耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1.接收工程图纸·9.除膜 ·2.出菲林·10.取货 ·3
不锈钢标牌制作工艺流程热门文档

钛金(不锈钢)标牌制作工艺流程
格式:pdf
大小:11KB
页数:2P
4.7
鈦金(不銹鋼)標牌製作工藝流程 一、材料準備 先說說規格及板材選用: a、普通科室牌規格(常用的)是120mm*300mm或110mm*300mm b、其他規格有300*400mm,400*600mm,500mm*800mm,以及客戶需要的特殊規格。 (這些規格多做成圓弧凸起型,四邊厚25mm,常用于作息時間或公司名稱標牌 等) c、材料:0.6~0.8mm厚鏡面鈦金板或拉絲不銹鋼板。板材厚點,成本要高些,但做 的產品挺括、美觀; 但也不宜太厚,太厚的成本太高。 根據自己需要,去板材加工店(有剪板機的),將需要的板材裁切好。 二、用電腦將標牌圖形檔編排好,然後用刻字機將標牌的版式,用不乾膠刻出來。 注意,不乾膠要選用品質好的,這樣粘貼在鈦金(不銹鋼)板上才牢固,並且烘烤後 不易脫膠。 三、將刻好的不乾膠準確的貼在板材上,使膜

不锈钢标牌制作过程
格式:pdf
大小:8KB
页数:1P
4.6
深圳市金泰通精密五金有限公司 不锈钢标牌制作过程 注:以下内容为转载 不锈钢是一种特殊的材料,它的制作过程要比铜板、铝板难的多, 但是它有良好的耐大气和淡水介质腐蚀的性能,而且通过腐蚀、抛光、 拉丝后获得装饰效果十分漂亮,所以对于不锈钢来说最快的腐蚀方法 是电化学腐蚀也称电解腐蚀。 由于电化学腐蚀在标牌腐蚀中会使油墨脱落,所以标牌不适用电 化学腐蚀,特别是精细图案。化学腐蚀的主要原料是三氯化铁,下面 是三氯化铁腐蚀不锈钢的配方: 三氯化铁、活性剂、水。配方中三氯化铁的波美度应保持在42 左右,每升三氯化铁溶液添加活性剂0.8—1.2毫升。该配方腐蚀出的 不锈钢底面平整光洁,无黑色的钝化膜和麻点状。 影响三氯化铁溶液对不锈钢腐蚀的因素有: 浓度的影响。化学腐蚀我们也称微电池腐蚀其氧化还原电位愈 正,腐蚀速度相对愈快。随着浓度的增加,氧化还原电位变正腐蚀速 度随之增加。工业级的三
不锈钢标牌制作工艺流程(20200926132614)
格式:pdf
大小:31KB
页数:5P
4.5
. . 不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好的耐大气和淡水介质腐蚀的性能,而且 通过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺的主要原料是三氯化铁,下面是三氯化铁腐蚀不锈钢的配方:三氯化铁、活 性剂、水。配方中三氯化铁的波美度应保持在42左右,每升三氯化铁溶液添加活性0.8—1.2 毫升。按该配方腐蚀出的不锈钢底面平整光洁,无黑色的钝化膜和麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌.凸字标牌和凸凹字结合标牌这三种。 腐蚀标牌的基本要求:图案美观.线条清晰.深度合适.底面平整.色彩饱满.拉丝均匀.表面色泽 一致。 腐蚀标牌的特点:抗腐蚀,抗氧化性能好,耐候.耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1.接收工程图纸·9.除膜 ·2.出菲林·10.取货 ·3
不锈钢标牌制作工艺流程(20200926132617)
格式:pdf
大小:10KB
页数:5P
4.5
不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好的耐大气和淡水介质腐蚀的性能,而且 通过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺的主要原料是三氯化铁,下面是三氯化铁腐蚀不锈钢的配方:三氯化铁、活 性剂、水。配方中三氯化铁的波美度应保持在42左右,每升三氯化铁溶液添加活性0.8—1.2 毫升。按该配方腐蚀出的不锈钢底面平整光洁,无黑色的钝化膜和麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌.凸字标牌和凸凹字结合标牌这三种。 腐蚀标牌的基本要求:图案美观.线条清晰.深度合适.底面平整.色彩饱满.拉丝均匀.表面色泽 一致。 腐蚀标牌的特点:抗腐蚀,抗氧化性能好,耐候.耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1.接收工程图纸·9.除膜 ·2.出菲林·10.取货 ·3.板材处理
不锈钢标牌制作工艺流程精华文档
不锈钢标牌工艺流程
格式:pdf
大小:733KB
页数:2P
4.8
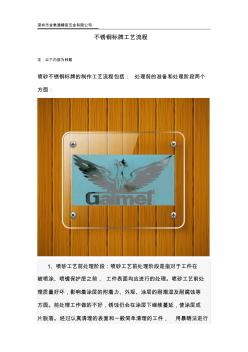
深圳市金泰通精密五金有限公司 不锈钢标牌工艺流程 注:以下内容为转载 喷砂不锈钢标牌的制作工艺流程包括:处理前的准备和处理阶段两个 方面: 1、喷砂工艺前处理阶段:喷砂工艺前处理阶段是指对于工件在 被喷涂、喷镀保护层之前,工件表面均应进行的处理。喷砂工艺前处 理质量好坏,影响着涂层的附着力、外观、涂层的耐潮湿及耐腐蚀等 方面。前处理工作做的不好,锈蚀仍会在涂层下继续蔓延,使涂层成 片脱落。经过认真清理的表面和一般简单清理的工件,用暴晒法进行 深圳市金泰通精密五金有限公司 涂层比较,寿命可相差4-5倍。表面清理的方法很多,但被接受最普 遍的方法是:溶剂清理,酸洗,手动工具,动力工具。 2、喷砂工艺阶段:喷砂工艺是采用压缩空气为动力形成高速喷 射束,将喷料等高速喷射到需处理工件表面,使工件外表面的外表发 生变化,由于磨料对工件表面的冲击和切削作用,使工件表面获得一 定的清洁度和不同
铝合金标牌制作工艺流程
格式:pdf
大小:19KB
页数:1P
4.5
专注标识标牌行业15年 铝合金标牌制作工艺流程 1.机加成型。采用机加工成型后喷漆,使其安装尺寸统一规范且可批量生 产。仪器喷漆面板的加工对尺寸要求较严格,需要有经验的钳、铣工, 有条件的可采用数控钻床。 2.除油。标识为了使铝板表面对印刷涂料有一定的亲合性,要把板材表面 的油污除去,一般封装油污可先用细软锯末揩除,再用有机溶剂去油; 机加工中的油污则可用有机溶剂或碱性溶液化学除油。 3.抛光。板材表面有划痕,应先刮抹一层腻子,使其平滑,并依客户的要 求选择是机械抛光、化学抛光,还是电化学抛光。 4.喷底漆。由于铝合金材料与面漆、印刷油墨的结合性较差,在铝合金面板 喷面漆之前需要喷一层约0.01mm厚的环氧锌黄底漆。 5.喷面漆。根据客户的要求,喷涂相应颜色的氨基漆或丙烯酸色漆。对浅 颜色漆尤其是白色漆,其干燥温度和干燥时间应严格掌握,否则白色漆 泛黄。 6.丝网印刷。

铝合金标牌制作工艺流程及厂家介绍
格式:pdf
大小:1.3MB
页数:5P
4.4
铝合金是制作标牌的主要材料之一。常见的标牌有:门牌、科室 牌、指示牌、宣传栏等等都可以用铝合金材质制作,尤其是铝合金型 材制作科室牌等产品,工艺简单,外观整洁,成本低廉。除此之外, 铝合金标牌还具有抗氧化能力强,使用寿命长等诸多优点。 铝合金型材:指示牌 制作工艺流程: 一、机加成型 采用机加工成型后喷漆,使其安装尺寸统一规范且可批量生产。 仪器喷漆面板的加工对尺寸要求较严格,需要有经验的钳、铣工,有 条件的可采用数控钻床。 二、除油 标识为了使铝板表面对印刷涂料有一定的亲合性,要把板材表面 的油污除去,一般封装油污可先用细软锯末揩除,再用有机溶剂去油; 机加工中的油污则可用有机溶剂或碱性溶液化学除油。 铝合金型材:楼层索引牌 三、抛光 板材表面有划痕,应先刮抹一层腻子,使其平滑,并依客户的要 求选择是机械抛光、化学抛光,还是电化学抛光。 四、喷底漆 由于铝合金材料与面漆、印刷油墨
常见的标识标牌制作工艺流程与要求
格式:pdf
大小:488KB
页数:9P
4.6
标识系统的功能性可以达到“此时无声胜有声”的识别效果,标 识系统美观性使其最终视觉效果要与其所处的人文环境相和谐适应。 优质的标牌可以辅助标识系统提升整个企业,医院,学校,景区,酒 店的文化。 标牌制作工艺提出几个要求以帮助标识公司提升自身制作技术 水平,以及帮助需要制作标识的企业辩别出优、劣质标牌。 制作工艺要求: 一、铝合金型材要求: 1.铝合金型材和常用塑胶材料配件应符合铝合金标牌型材的质 量要求。 2.铝合金型材的角底偏差少于正负偏差1度。 3.平面间隙<=0.4%*b(b为型材宽度)。 二、亚克力标牌加工的要求: 1.亚克力出模热弯成形,尺寸及形状一致,表面无气泡及划痕。 2.热弯成形后表面经过粗砂、细砂、碾磨处理,保证其表面平滑 无台阶。 3.完成后表面光泽柔和均匀、无颗粒状物、无气泡、透光均匀。 三、不锈钢工艺要求: 1.不锈钢板须刨坑折弯焊接(不锈钢板
不锈钢标牌制作工艺流程最新文档

不锈钢钢管制作工艺
格式:pdf
大小:303KB
页数:5P
4.4
1、圆管制作工艺; 不锈钢管制作厂商的原材料是从鞍钢,首钢,武钢等大型钢 厂进不锈钢带,买回来后根据圆管方管或矩形管的周长来裁剪 出相应宽的的不锈钢,再将钢带加工成圆管方管。 首先将不锈钢带用轧辊旋转压制使两端翘曲为下一步工序做 准备。 使轧辊旋转压制在上一步的基础上的板,使钢板两端紧贴模 具内腔卷成一定的圆形。 在上一步基础上继续卷曲使不锈钢带卷曲成更接近成形圆钢管 的形状,使其接口距离缩短。 最后一道工序,将板滚压成圆管并向前送料,用氩弧焊枪对准板 两端接合处焊接,使之成为圆管。 方管制作工艺; 用四个带有一定圆弧的轧辊把制作好的圆管压成类似方管 的管。 再用平端的轧辊把上一步制作的管彻底压制成方管。 矩形管的制作方法也是在圆管基础上的,其工艺同方管类似。 焊缝说明:方管压制完成时候焊缝在离直角的地方大约10mm的 地方,矩形管的焊缝在较窄的一面上离直角大约10mm的地方。

不锈钢铰链的制作工艺与生产流程
格式:pdf
大小:130KB
页数:2P
4.7
不锈钢铰链的制作工艺与生产流程 众所周知,不锈钢铰链合页采用了硅溶胶精密铸造工艺生产,而硅溶胶精密铸造 简单说就是用易熔材料制成可熔性模型,在其上涂覆若干层特制的耐火材料,经 过干燥和硬化形成一个整体铸壳后, 再用蒸汽或者热水经过高温熔烧,铸型或型壳经熔烧后,于其中浇注熔融金属得 到铸件。 不锈钢铰链合页就是利用以上工艺生产而来,下面详细说一下不锈钢铰链合页的 生产流程: 烟台拓达机电设备有限公司流程如下: 1.工艺设计 2.模具制作 3.注蜡 4.蜡件组合 4.沾浆 6.淋砂 7.脱蜡 8.模壳培烧 9.浇铸 10.除壳 11.切割 12.打磨 13.热处理 14.机加工 15.终检 16.包装 17.发货 至此想必大家就都明白了不锈钢铰链合页的生产流程了吧,
不锈钢制作工艺
格式:pdf
大小:9KB
页数:2P
4.5
不锈钢制造工艺宣贯 1制造环境 1.1不锈钢压力容器及受压元件的制造,必须有独立、封闭的生产车间或专用场地,不得与黑 色金属制品或其它产品混杂生产,不锈钢压力容器如附有碳钢零件,其碳钢零部件的制造场地 应与不锈钢制作场地分开。 1.2为了防止铁离子和其他有害杂质的污染,不锈钢压力容器生产场地必须保持清洁、干燥, 地面有铺设橡胶或木质垫板,零部件半成品、成品的堆放需配有木质堆放架。 1.3不锈钢压力容器在制作过程中应使用专用滚轮架(如滚轮衬有橡胶或用胶带、布条缠绕 等)、吊夹具及其它工艺设备。起吊容器或零部件的吊缆宜采用绳制吊缆或柔性材料(如橡胶、 塑料等)铠装的金属吊缆。进入生产现场的人员应穿着鞋底不得带有铁钉等尖锐异物的工作鞋。 1.4不锈钢材料或零部件在周转和运输过程中,应配备必要的防铁离子污染和磕划伤的运送工 具。 1.5不锈钢压力容器的表面处理应有独立且配备必

大型不锈钢设备制作工艺
格式:pdf
大小:773KB
页数:18P
4.6
目录 0.工程概述····································1 1.制作工艺及质量控制·····························2 1.1制作准备·································2 1.2材料·····································3 1.3下料·····································5 1.4卷筒·····································6 1.5组对·····································6 1.6焊接·····································7 1.7检测·······················

不锈钢制作工艺
格式:pdf
大小:8KB
页数:3P
4.4
1制造环境 不锈钢压力容器及受压元件的制造,必须有独立、封闭的生产车间或专用场地,不得与黑色金 属制品或其它产品混杂生产,不锈钢压力容器如附有碳钢零件,其碳钢零部件的制造场地应与 不锈钢制作场地分开。 为了防止铁离子和其他有害杂质的污染,不锈钢压力容器生产场地必须保持清洁、干燥,地面 有铺设橡胶或木质垫板,零部件半成品、成品的堆放需配有木质堆放架。 不锈钢压力容器在制作过程中应使用专用滚轮架(如滚轮衬有橡胶或用胶带、布条缠绕等)、 吊夹具及其它工艺设备。起吊容器或零部件的吊缆宜采用绳制吊缆或柔性材料(如橡胶、塑料 等)铠装的金属吊缆。进入生产现场的人员应穿着鞋底不得带有铁钉等尖锐异物的工作鞋。 不锈钢材料或零部件在周转和运输过程中,应配备必要的防铁离子污染和磕划伤的运送工具。 不锈钢压力容器的表面处理应有独立且配备必要环境保护措施的场地(远离喷漆)。 2材料 制造不
不锈钢管道制作工艺规范
格式:pdf
大小:16KB
页数:4P
4.8
不锈钢管道制作工艺规范范围 1.1本工艺标准适用于304,316,316l不锈钢管道制作与工程安装。 施工准备 2.1材料及主要机具: 2.1.1焊丝:其型号按设计要求选用,必须有材质证明及合格证,焊丝应放在 专用的桶内,不同型号的焊丝禁止混杂在一起,并保持干燥,干净。304 材质选用型号为(h0cr20ni10ti或h0cr21ni10),316,316l材质选用 型号为(h00cr19ni12mo2)。管件壁厚δ=1.5-2mm,钨针选用ф1.6, 焊丝选用ф1.0。管件壁厚δ≥3mm,钨针选用ф2.4,焊丝选用ф1.6。 2.1.2氩气:氩气纯度≥99.96%,必须有合格证书,氩气瓶上的阀门保护罩, 瓶体保护橡胶圈应完好无损。 2.1.3钨针:钨针应选用无放射性的铈钨。 2.1.4主要机具:直流脉冲
不锈钢标牌制作工艺流程相关
文辑推荐
知识推荐
百科推荐


职位:岩土设计师
擅长专业:土建 安装 装饰 市政 园林


