

暖气片水箱纵缝自动焊接设备的电气控制
格式:pdf
大小:185KB
页数:3P
人气 :86
 4.4
4.4
详细介绍了暖气片水箱纵缝自动焊接设备电气控制系统的设计思想、工作原理,并给出了具体的控制电路。生产实践表明,该电气控制系统工作稳定、可靠,完全满足暖气片水箱纵缝的焊接生产要求。



 基于阀门的自动焊接设备的研究
基于阀门的自动焊接设备的研究 基于阀门的自动焊接设备的研究
本文针对阀门的缝隙焊接进行分析,介绍了焊接工艺的选择原则,分析了自动焊接系统的总体设计、焊接设备的组成及自动焊接设备的控制系统,介绍了plc的工作流程,给出了自动焊接控制系统的流程及plc工作代码。
小口径阀门自动焊接设备的研究 小口径阀门自动焊接设备的研究
通过改良焊枪的设计,使用plc和触摸屏对焊接设备进行控制,再辅以焊缝跟踪,实现了小口径阀门的自动焊接。这种方法操作简单,维护方便,无须操作者编制程序,只需对触摸屏进行参数设定即可实现设备的自动运作,从而大大提高了系统的安全性和可靠性。
编辑推荐下载
双丝气保自动焊接设备改造及工艺
格式:pdf
大小:3.7MB
页数:6P
4.6
随着钢结构市场竞争的日趋激烈,如何增效降成本、提高市场竞争力成为行业各参与方重视的问题.焊接作为钢结构加工和安装过程中最主要的工艺,通过引入高效双丝气保焊接方法可有效提高焊接效率、降低焊接变形、降低加工成本.根据加工厂实际生产,自主改进研发了一套双丝气保自动焊接焊,并运用于实际工程,取得了良好的经济效益.
法兰与柱管组对内外环缝自动焊接设备研制 法兰与柱管组对内外环缝自动焊接设备研制
格式:pdf
大小:601KB
页数:4P
4.4
介绍一种法兰与柱管焊接设备,它采用空心卡盘卡紧被焊接工件并提供焊接工艺所需旋转运动。集plc控制技术及光电跟踪技术的柔性焊接设备对多边形内外焊缝实施跟踪自动连续焊接,焊口均匀无缺陷,强度高,工件变形小。
暖气片水箱纵缝自动焊接设备的电气控制热门文档
海上平台钢结构导管架自动焊接设备的研制 海上平台钢结构导管架自动焊接设备的研制
格式:pdf
大小:468KB
页数:2P
4.3
针对海上平台钢结构导管架焊接状况,研制开发高效自动化焊接设备,对提高钢结构导管架制造施工的质量和生产率,减轻工人劳动强度具有重要意义。


 基于PLC的发热电缆线芯自动焊接设备控制系统设计
基于PLC的发热电缆线芯自动焊接设备控制系统设计 基于PLC的发热电缆线芯自动焊接设备控制系统设计
格式:pdf
大小:598KB
页数:3P
4.3
采用q系列plc和其他模块设计发热电缆线芯的自动焊接控制系统,并给出其系统集成构架及相关硬件设计,介绍系统的地址分配及相关动作流程,阐述相关的plc程序设计过程,从而实现自动焊接的功能。实验结果证明,该系统运行稳定、精度高,有良好的应用价值。
钢制暖气片自动焊缝机焊缝数学模型研究 钢制暖气片自动焊缝机焊缝数学模型研究
格式:pdf
大小:313KB
页数:3P
4.5
针对钢制暖气片生产中焊缝焊接技术要求较高,劳动强度大,且不能保持生产稳定的问题,提出了开发成组焊缝自动焊缝机的设计思路,给出了自动焊缝机的工作原理,依据焊接的实际操作过程,建立相应的焊缝焊接数学模型,结合焊机精度要求给出了自变量步角确定的方法,为钢制暖气片自动焊机控制程序的开发提供了必要的技术准备。
暖气片水箱纵缝自动焊接设备的电气控制精华文档
刍议自动消防及其联动设备的电气控制对策 刍议自动消防及其联动设备的电气控制对策
格式:pdf
大小:125KB
页数:1P
4.8
随着经济的发展,现代建筑逐渐向复杂化、高层化、大型化方向发展。人们需要的不仅仅是一个安全舒适的生活与工作环境,最重要的还是环境的安全要素,因此建筑的消防系统越来越受到人们的关注。自动消防及其联动设备的电气控制,能够及时的发现火灾,准确的报告火灾地点,并通过对相应设备的电气控制,将火灾扑灭,因此自动消防及其联动设备一项易于管理、自身防火、灭火功能强的系统,值得广泛的推广与应用。
平面迹线油箱自动焊接机 平面迹线油箱自动焊接机
格式:pdf
大小:317KB
页数:3P
4.8
汽车油箱是用缝焊机将上下2部分焊接而成的。焊接迹线是不规则的平面曲线。自动焊接机采用仿形内齿圈,用内齿轮传动与直线导板约束,实现焊接迹线;用力矩电动机驱动解决运动同步问题;用肘杆装置承载油箱与托盘重量,可使其几乎无阻力地在平面内任意运动。使用该焊机可实现油箱自动进给进行焊接,降低了人工劳动强度,提高了生产效率。
埋弧自动焊接规范
格式:pdf
大小:28KB
页数:2P
4.8
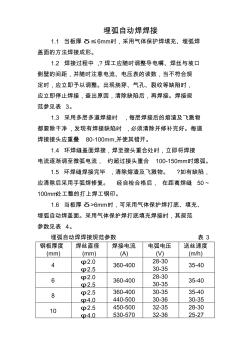
埋弧自动焊焊接 1.1当板厚δ≤6mm时,采用气体保护焊填充、埋弧焊 盖面的方法焊接成形。 1.2焊接过程中,?焊工应随时调整导电嘴、焊丝与坡口 侧壁的间距,并随时注意电流、电压表的读数,当不符合规 定时,应立即予以调整。出现烧穿、气孔、裂纹等缺陷时, 应立即停止焊接,查出原因,清除缺陷后,再焊接。焊接规 范参见表3。 1.3采用多层多道焊接时,每层焊接后的熔渣及飞溅物 都要除干净,发现有焊接缺陷时,必须清除并修补完好。每道 焊接接头应重叠80-100mm,并使其错开。 1.4环焊缝盖面焊接,焊至接头重合处时,立即将焊接 电流逐渐调至微弧电流,约超过接头重合100-150mm时熄弧。 1.5环焊缝焊接完毕,清除熔渣及飞溅物。?如有缺陷, 应清除后采用手弧焊修复。经自检合格后,在距离焊缝50~ 100mm处工整的打上焊工钢印。 1.6当板厚δ>6m

我国核电建设首次使用自动焊接
格式:pdf
大小:71KB
页数:1P
4.4
1月25日,具有国际先进水平的窄间隙自动焊技术在宁德核电站1号机组主管道焊接中正式应用,这是自动焊技术首次在我国核电建设中使用。
暖气片片数计算表
格式:pdf
大小:129KB
页数:8P
4.4
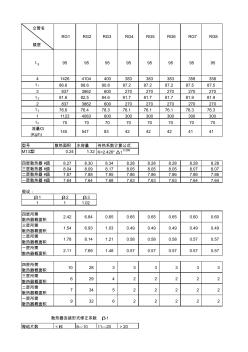
立管名 楼层 rg1rg2rg3rg4rg5rg6rg7rg8 tg9595959595959595 414264104400383383383358358 t186.688.690.887.287.287.287.587.5 38373862600270270270270270 t281.682.584.681.781.781.781.981.9 28373862600270270270270270 t376.676.478.376.176.176.176.376.3 111234083800300300300300300 th7070707070707070 流量g (kg/h) 1455478342424
暖气片水箱纵缝自动焊接设备的电气控制最新文档
法兰自动焊接系统的研究与设计 法兰自动焊接系统的研究与设计
格式:pdf
大小:220KB
页数:2P
4.7
对人工操作的法兰焊机的工作过程进行仔细研究后,提出了一套方案来设计相应的法兰自动焊机,文中主要介绍所设计的法兰自动焊机系统的结构及工作原理。
暖气片的安装要求
格式:pdf
大小:8KB
页数:1P
4.6
暖气片的安装要求 ①安装天彤散热要求,距离墙面不低于30mm,距离地面不低于10mm. ②散热器进出水口要求安装管道阀门,并装有活接头,方便拆卸。 ③散热器跑风和丝堵丝扣要缠上生料带或者铅油和麻。 ④山热情防风发必须安装在散热器的左上部或右上部。 ⑤散热器安装好后必须进行压力测试,压力不大于0.8mpa,5分钟不漏 为合格。 ⑥散热器检验合格及时将阀门打开,以免散热器内部长期承受压力。 ⑦散热器在供暖节诶术后及时关闭管道阀门,以确保满水保养。 ⑧我公司生产的散热器严禁接入高压蒸汽。 ⑨天彤小编再次提醒您购买散热器尽量选择铜铝复合的产品
自动焊接小车的设计
格式:pdf
大小:1.2MB
页数:37P
4.4
1前言 1.1课题研究的目的和意义 作为现代制造业最重要的工艺技术之一,焊接技术在机械制造、航空航天、能源 交通、石油化工及建筑和电子等行业中的应用越来越广泛。随着科学技术的发展,焊 接已经发展成为制造业中的一项基础工艺技术。随着科技水平的进步,人们对焊接 质量的要求也越来越高。而传统的人工焊接方式,由于受到个人技术水平、疲劳程度、 责任心等各种因素的影响,难以长时间保持焊接工作的质量和速率。而且,由于焊接 恶劣的工作条件,从事手工焊接的工人在减少,熟练的技术工人更出现了严重的不足。 传统的手工焊接已经不能满足现代高科技制造产业对于焊接质量和速率的要求。因 此,现代焊接工艺的发展需要解决保证焊接产品质量的稳定性、提高生产率和改善劳 动条件等多个手工焊接工艺无法解决的问题[1]。现代电子技术、计算机技术、数控及 机器人技术的发展已经进入到了焊接工艺的各个方面,
 基于单片机的手臂阀TIG自动焊接控制系统的设计
基于单片机的手臂阀TIG自动焊接控制系统的设计 基于单片机的手臂阀TIG自动焊接控制系统的设计
格式:pdf
大小:35KB
页数:3P
4.4
针对涡轮增压器手臂阀焊接工艺的特殊控制要求,设计了基于单片机的自动焊接控制系统。本文介绍单片机控制系统的硬件结构和软件实现,重点介绍由单片机模糊控制器实现对变频器驱动交流电机伺服工作台的高速高精度定位控制。焊接控制系统的应用效果良好。
砼杆自动焊接设备的研制 砼杆自动焊接设备的研制
格式:pdf
大小:501KB
页数:未知
4.6
由于焊接时工人的体位受到限制,送电工程中混凝土杆的焊接容易出现外观工艺不稳定、焊口散热不良等问题。为了解决这些问题,利用自动脉冲熔化极气体保护焊接技术,提出了砼杆自动焊接设备的硬件结构及其选型依据,采用数字涡电流传感器检测焊缝坡口;设计了基于plc和单片机的控制系统结构和控制软件;通过实验确定了焊缝坡口焊接的步骤和合理的焊接工艺流程。砼杆自动焊接设备在实际工作中,解决了焊口附近砼的焊后裂纹问题,从根本上消除焊后砼杆整根变形,效果良好。
H型钢卧式自动焊接设备设计 H型钢卧式自动焊接设备设计
格式:pdf
大小:234KB
页数:未知
4.8
结合传统的h型钢卧式船型焊基础之上,通过优化卧式焊接结构设计改变h型钢焊接工序,同时结合自动数字控制系统,实现h型钢卧式焊接连续生产。h型钢卧式焊接设备采用主机固定,工件移动一次输送,双面焊接生产方式的设计思路。
换热器不锈钢薄板的外圆自动焊接设备的研究与开发 换热器不锈钢薄板的外圆自动焊接设备的研究与开发
格式:pdf
大小:191KB
页数:未知
4.8
换热器不锈钢薄板的外圆自动焊接设备涉及换热器产品技术领域,特指一种操作简便、自动化程度极高,并能够时刻对换热器板片组中相对的板片外圆边缘进行滚动式限位,使焊枪定位精确,能够稳定进行焊接,且焊接效果显著、工作效率高的一种换热器板片的外圆自动焊接设备。
半自动焊接工装在翼箱焊接中的应用 半自动焊接工装在翼箱焊接中的应用
格式:pdf
大小:250KB
页数:未知
4.4
为提高装载机前车架翼箱部件的焊接效率和品质,根据翼箱的结构特点,自行设计了翼箱背缝和圆搭半自动焊接工装。此工装结构简单,造价较低,使用方便,且可靠性好,可供诸多结构件半自动焊接工装做设计的借鉴参考。
暖气片的装饰 暖气片的装饰
格式:pdf
大小:144KB
页数:未知
4.6
室内暖气片一般安装在外墙内侧窗台下面,装饰墙面时,往往要将暖气片隐藏起来。目前对暖气片的装饰所采用的做法主要是在暖气片部位,按其长宽尺寸在木墙裙上开一个洞,用花饰网格罩面,试图让暖气片通过网稻向室内散热。因目前的采暖系统都是温水采暖,暖气片散热的主要形式是对流,辐射是很次要的。暖气片上下两端封死后,破坏了其对流散热条件,所以装修后的房间采暖温度往往比装修前降低许多,达不到采暖要求。正确的装饰方法是,应把暖气片全部遮挡起来,在其上下两端开口并罩以花饰网格(要有足够散热面积)。室内下部较冷的空气从下口进入暖气罩内,受热上升从上口排出,将热量带给房间,如果上口垂直向上,效果会更佳。
暖气片水箱纵缝自动焊接设备的电气控制相关
文辑推荐
知识推荐
百科推荐


职位:电站工程师
擅长专业:土建 安装 装饰 市政 园林


