

免漆门生产工艺流程 (2)
格式:pdf
大小:12KB
页数:1P
人气 :91
 4.7
4.7
免漆门生产工艺流程 免漆门生产工艺流程 1 裁板 用材:中度纤维板 厚度规格: 8mm, 6mm;裁板时材料在客户订单尺寸基础上长 +2.5cm 宽度 -0.6cm 2 开槽 开燕尾槽,为了装缝边条 3 贴板 有玻璃门时才贴板 4 电脑造型雕刻 根据客户造型要求进行电脑设计,雕刻 5 人工打磨 对雕刻部分进行人工打磨 6 喷胶 压缩机均匀喷胶,为了粘固 PVC膜 7 真空高温附 PVC膜 把 PVC膜在 200摄氏度左右温度下通过真空环境覆压在密度 板上,时间为 2分钟左右, PVC膜的颜色:黑胡桃红胡桃金线红木老红木红樱桃 银杉泰柚柚木 枫木沙比利 铁桃木浅橡 白水曲柳纯 8 组装 填料 组装 把缝边条压入燕尾槽 9 压榨 用冷压机压榨使胶水凝固 夏天 6小时左右,冬天 12小时左右 10 裁边 根据客户所订尺寸裁边 11 门锁打孔 打门锁孔 12 整理包装 进行产品表面整理 产




免漆门生产工艺流程
1 免漆门生产工艺流程 免漆门生产工艺流程 1裁板用材:中度纤维板厚度规格:8mm,6mm;裁板时材料在客户订单尺寸基础 上长+2.5cm宽度-0.6cm 2开槽开燕尾槽,为了装缝边条 3贴板有玻璃门时才贴板 4电脑造型雕刻根据客户造型要求进行电脑设计,雕刻 5人工打磨对雕刻部分进行人工打磨 6喷胶压缩机均匀喷胶,为了粘固pvc膜 7真空高温附pvc膜把pvc膜在200摄氏度左右温度下通过真空环境覆压在密 度板上,时间为2分钟左右,pvc膜的颜色:黑胡桃红胡桃金线红木老红木红樱 桃银杉泰柚柚木枫木沙比利铁桃木浅橡白水曲柳纯 8组装填料组装把缝边条压入燕尾槽 9压榨用冷压机压榨使胶水凝固夏天6小时左右,冬天12小时左 右 10裁边根据客户所订尺寸裁边 11门锁打孔打门锁孔 12整理包装进行产品表面整理

免漆门图片免漆门介绍
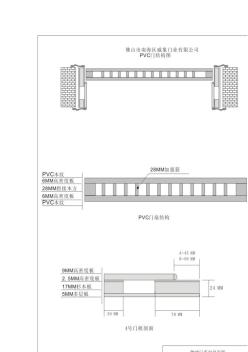
免漆门图片免漆门介绍 目前市场上的免漆门绝大多数是pvc贴面门。它是将实木复合门或模压门最外 面采用pvc贴面真空吸塑加工工艺而成。免漆门由于免油漆,产品表面靓丽, 无有毒气体等特点而被消费者青睐。俗话说:“表面”功夫好也得看内在。很多 人选择免漆门的时候过于注重产品的外观设计而忽略了产品本身的做工和板材 质量。罗兰木门提醒您,免漆门的选购,板材质量是关键。 目前市场常见的免漆门分为板式免漆木门和套装式免漆门。板式免漆木门,此种 木门是目前市场上底价格和低档次的木门,这种门主要生产工艺为门套线与门框 线均为线条式密度板贴pvc膜,安装的时候门套必须用大芯板做一个底套,然 后用万能胶把这些线条粘贴在大芯板上,先不说用得万能胶环保不环保,就是光 这一套工艺下来、安装一套这样的门,一个工人也得一天的时间,由于是用万能 胶粘接的,在使用过程中门档条,门套线很容易开胶。门扇
编辑推荐下载
免漆门介绍
格式:pdf
大小:1.3MB
页数:6P
4.8
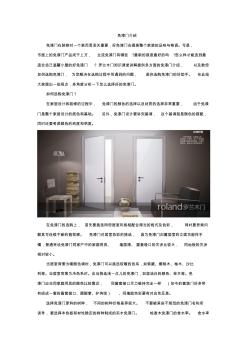
免漆门介绍 免漆门在装修对一个家而言至关重要,好免漆门会提高整个家装的品味与格调。可是, 市面上的免漆门产品成千上万,主流免漆门有哪些?最新的就是最好的吗?怎么样才能选到最 适合自己温馨小屋的好免漆门?罗兰木门知识课堂讲解提供多方面的免漆门介绍,以及教您 如何选购免漆门,为您解决在选购过程中所遇到的问题,是你选购免漆门的好助手。在此给 大家提出一些观点,多角度分析一下怎么选择好的免漆门。 如何选购免漆门? 在家居设计和装修的过程中,免漆门的颜色的选择以及材质的选择非常重要,由于免漆 门是整个家居设计的底色和基础。另外,免漆门设计要讲究基调,这个基调就是颜色的搭配, 同时还要考虑颜色的纯度和明度。 在免漆门的选购上,首先要挑选同您居室风格相配合得当的格式及色彩,同时要思索问 题其可连续不断的愉悦感。免漆门对居室色彩的挑选,因为免漆门归属居室的立面功能性手 镯
细述烤漆门和免漆门的区别
格式:pdf
大小:956KB
页数:3P
4.4
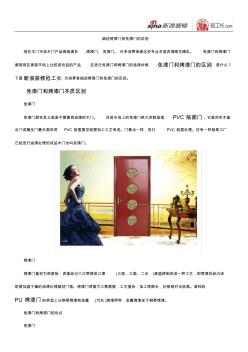
细述烤漆门和免漆门的区别 现在木门市场木门产品琳琅满目,烤漆门、免漆门。许多消费者被这些专业术语弄得眼花缭乱。免漆门和烤漆门 都是现在家装市场上比较受欢迎的产品,在进行免漆门和烤漆门的选择时候,免漆门和烤漆门的区别是什么? 下面新浪装修抢工长为消费者细述烤漆门和免漆门的区别。 免漆门和烤漆门本质区别 免漆门 免漆门顾名思义就是不需要再油漆的木门。目前市场上的免漆门绝大多数是指pvc贴面门。它是将实木复 合门或模压门最外面采用pvc贴面真空吸塑加工工艺而成。门套也一样,进行pvc贴面处理。还有一种就是工厂 已经进行油漆处理的成品木门也叫免漆门。 烤漆门 烤漆门基材为密度板,表面经过八次喷烤进口漆(三底、三面、二光)高温烤制而成一种工艺,即喷漆后经过进 烘房加温干燥的油漆处理基材门板。烤漆门背面为三聚氢胺,工艺复杂,加工周期长,价格相对也较高。高档的 pu烤
免漆门生产工艺流程热门文档
木门生产工艺流程独家揭秘
格式:pdf
大小:98KB
页数:3P
4.6
找建材产品上九正建材网 ---------------------- 全国访问量最高的建材导航站!www.***.*** 木门生产工艺流程独家揭秘 家中天天用木门,你未必知道木门怎样生产的?今天小编带你揭开木门生产流程 的面纱,记得收藏额。 选材→下料→组框→热压→齐边精裁→铣门芯板→铣门钸线→贴皮→合门→打 锁孔合页孔→试装→油漆→质检→包装入库→安装 主要制造工艺标准: 1下料: (1)粗裁时,长宽各加大10mm;(需修整) (2)如组合下料,注明木皮材质,标明何种门型组合; 2组框 (1)四角方正,长宽各加大10mm (2)外框宽度规格为800-2000mm,表板为6mm中密度板,中间填充邵尔兰 特中空创花板。 (3)加锁木,也可用锁盒; (4)组框时如是玻璃门,确定玻璃大小及位置 (5)骨架做防变形处理后,上压机压平 3热压工艺标准 (1)每次

阀门生产工艺流程
格式:pdf
大小:27KB
页数:1P
4.6
阀门生产工艺流程 阀门产品主要组成部分有、阀体、阀盖、支架、压盖、手轮(铸件或锻件都是外协采购。)阀杆、铜螺母、轴承、标准件、密封件等配件。公司主要是外购 半成品在、加工中心、数控车床、车床、洗床、镗床、刨床、钻床等各类机器上进行精加工。组装成品销售。材质有不锈钢、铸钢、铸铁等材料。 理阀体铸件或锻件铸件热处理铸件化学、力学检验铸件进厂检验铸件补焊 阀体车削加工 阀盖车削加工 密封件车削加工 其它铸件车削加工 硬密封 软密封 其它配件原料采购其它配件原料检验其它配件车削加工 阀杆化学、力学、硬度检验阀杆棒料采购 密封件采购 紧固件采购 检验合格成品出厂 阀杆调质处理 密封件检验 紧固件检验 阀杆车削加工钻铣刨插加工 密封形式 去毛刺打磨 清洗吹干防锈入库 密封面精加工 密封面研磨 密封面堆焊 钻铣刨插加工 去毛刺打磨 阀门喷漆包装阀门试压检验阀门组装 密封件入库 紧
免漆门生产工艺流程精华文档
投标书-免漆门
格式:pdf
大小:41KB
页数:18P
4.7
公司简介 山东久源工贸装饰材料有限公司是专业生产实木门、钢木门、免漆室 内门的专业厂家,已有多年历史,生产设备精良,工艺先进,技术力量雄 厚。自成立已来,在社会各界的支持关爱及全体员工的共同努力下,现 已成长为一家集科研、生产加工、销售于一体的专业室内门生产高新企业。 多年来公司注重专业人才的引进与培养,并拥有一大批高素质的工程技术 人员,使公司产品科技含量高,更新换代快,市场广阔。运用先进工艺、 选用优质原材料研制出的免漆装饰材料,避免因温度而引起的变形及弯 曲,且具有防潮、防腐、阻燃、易清理等优点。产品坚固耐用、美观新颖, 具有灵活、经济、环保方面的独特优势,在欧美国家广泛应用于专卖店、 商场、医院休闲等公共场合。 一流的产品需要一流的技术,一流的公司更需要一流的管理。在市场 竞争日趋激烈的今天,公司更注重现代化的企业管理和超值的售后服务, 秉承“诚实、守信、公平、创新

免漆门技术标准
格式:pdf
大小:14KB
页数:2P
4.6
室内免漆门产品技术要求及标准 1、本次投标范围内门的技术参数,包括: a)尺寸偏差≤1.0mm b)翘曲度≤2.5mm c)门体对角线偏差≤2mm d)含水率≤12% 2、提供所用门的框材、面材、芯材等整套门体所用材料的品牌,材质,户内门所有检测 报告。门套及贴脸板必须具有良好的耐水性和耐高温性,不得采用纸浆板等容易变形 的材料。 3、用料要求:同一单位的产品采用树种相同,同一胶拼树料应无明显差异。 4、木工要求:表面的倒棱、圆角、圆线应均匀一致、各种配件安装严密、平整牢固,结 合处无崩茬或松动,不得少件、漏钉、透影。 5、木工要求:雕刻图案应均匀清晰,层次分明,各部位不得有锤印或毛刺,车工线型一 致,凹凸台阶均匀,不得有崩茬、刀痕。 6、漆膜理化性能:附着力≥3级,耐干热≥3级,耐湿热≥3级,耐酸碱≥3级。 7、环保要求:甲醛释放量≤1
投标书-免漆门 (2)
格式:pdf
大小:41KB
页数:18P
4.6
公司简介 山东久源工贸装饰材料有限公司是专业生产实木门、钢木门、免漆室 内门的专业厂家,已有多年历史,生产设备精良,工艺先进,技术力量雄 厚。自成立已来,在社会各界的支持关爱及全体员工的共同努力下,现 已成长为一家集科研、生产加工、销售于一体的专业室内门生产高新企业。 多年来公司注重专业人才的引进与培养,并拥有一大批高素质的工程技术 人员,使公司产品科技含量高,更新换代快,市场广阔。运用先进工艺、 选用优质原材料研制出的免漆装饰材料,避免因温度而引起的变形及弯 曲,且具有防潮、防腐、阻燃、易清理等优点。产品坚固耐用、美观新颖, 具有灵活、经济、环保方面的独特优势,在欧美国家广泛应用于专卖店、 商场、医院休闲等公共场合。 一流的产品需要一流的技术,一流的公司更需要一流的管理。在市场 竞争日趋激烈的今天,公司更注重现代化的企业管理和超值的售后服务, 秉承“诚实、守信、公平、创新
免漆门的制作工艺介绍
格式:pdf
大小:10KB
页数:1P
4.4
免漆门的制作工艺介绍 (2012-05-2618:20:41) 转载▼ 标签: 娱乐 (2)中等价位复合烤漆门(800-1500元),由实木基材做框架,内部应用实木指接 资料,两面用4mm中密度纤维板粘贴作为平衡层,表面用木纹纸贴面,表面喷漆 工艺(便宜位不烤漆程序)。长处:工艺相对简单、价格适中、光泽度好,实木复 合基材。缺点:纤维板甲醛含量高、喷漆表面不耐磨、不抗冲击,容易脱漆、变 色;纤维板平衡层跟木纹纸贴面不防潮,轻易变形、翘皮。 服务中心帮助|会员区会员介绍会员闭会付款方式城市导航西部江苏 重庆武汉西安郑州佛山贵州哈尔滨沈阳英文站订阅|视频|百科 (1)廉价位烤漆门(800元以下),由实木基材做框架,重庆网站建设,内部空心或 填充边角料、蜂窝纸等,两面用4mm中密度纤维板粘贴作为平衡层,表面
免漆门生产工艺流程最新文档

钢质门生产工艺流程图
格式:pdf
大小:22KB
页数:1P
4.4
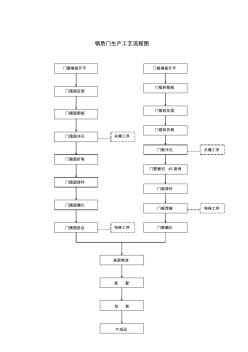
钢质门生产工艺流程图 门扇卷板开平门框卷板开平 门框料剪板 门扇面胶合 门扇面磷化 门扇面焊件 门扇面折弯 门扇面冲孔 门扇面剪板 门扇面压型 表面喷涂 门框料压型 门框料折弯 门框冲孔 门框锯切45度角 门框焊件 门框焊接 门框磷化 包装 装配 产成品 关键工序 关键工序 特殊工序 特殊工序
实木复合门生产工艺流程
格式:pdf
大小:12KB
页数:1P
4.6
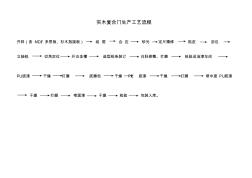
实木复合门生产工艺流程 开料(含mdf、多层板、杉木指接板)组框合压砂光定尺精修贴皮封边 立轴铣切角定位开五金槽造型线条装订白胚修整、打磨检验送油漆车间 pu底漆干燥打磨底擦色干燥pe底漆干燥打磨喷中度pu底漆 干燥打磨喷面漆干燥检验包装入库。
实木复合门生产工艺流程
格式:pdf
大小:14KB
页数:2P
4.5
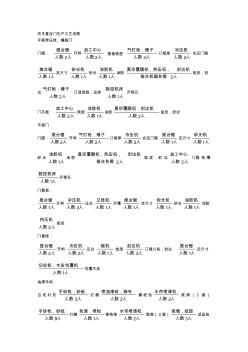
实木复合门生产工艺流程 平板带压线,镶板门: 门扇: 人人数 推台锯 2 开料 人人数 加工中心 2 面板铣型 人人数 气钉枪,锤子 3 订框架 人人数 冷压机 2 合压门扇 人人数 推台锯 1 定尺寸 人人数 砂光机 1 砂光 人人数 涂胶机 1 涂胶 人每台机器各需 封边机真空覆膜机,热压机, 2 贴皮,封 边 人人数 气钉枪,锤子 2 订造型板,压线 人人数 数控机床 1 开锁孔 门芯板: 人人数 加工中心 2 铣型 人人数 涂胶机 1 涂胶 人人数 真空覆膜机,封边机 2 贴皮,封边 平板门: 门扇: 人人数 推台锯 2 开料 人人数 气钉枪,锤子 2 订框架 人人数 冷压机 2 合压门扇 人人数 推台锯 1 定尺寸 人人数 砂光机 1 砂光 人人数 涂胶机 1 涂胶 人每台各需 封边机真空覆膜机,热压机, 2 贴皮,封边 人人数 加工中心 2 门扇铣槽 人人数 数控机床 1
实木门生产工艺流程
格式:pdf
大小:7KB
页数:2P
4.3
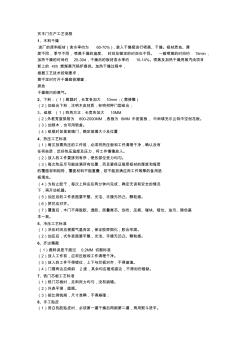
实木门生产工艺流程 1、木料干燥 进厂的原料板材(含水率约为60-70%),装入干燥窑进行喷蒸、干燥。板材质地、厚 度不同,季节不同,喷蒸干燥的温度、时间及稳定的时间也不同。一般喷蒸的时间约15min, 加热干燥的时间约25-30d,干燥后的板材含水率约10-14%。喷蒸及加热干燥用蒸汽由项目 新上的4t/h燃煤蒸汽锅炉提供。加热干燥过程中, 根据工艺技术控制要求, 需不定时打开干燥窑排潮窗, 排放 干燥窑内的蒸气。 2、下料:(1)粗裁时,长宽各加大10mm;(需修整) (2)如组合下料,注明木皮材质,标明何种门型组合; 3、组框(1)四角方正,长宽各加大10mm (2)外框宽度规格为800-2000mm,表板为6mm中密度板,中间填充尔兰特中空创花板。 (3)加锁木,也可用锁盒。 (4)组框时如是玻璃门,确定玻璃大小及位置 4、热压工艺标准 (1)每
烤漆门工艺流程(详图分解)
格式:pdf
大小:2.7MB
页数:6P
4.5
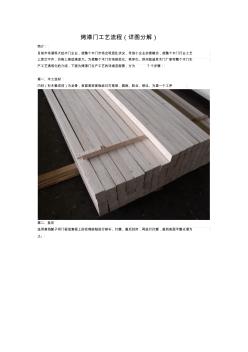
烤漆门工艺流程(详图分解) 简介: 目前市场涌现大批木门企业,使整个木门市场出现混乱状况,导致小企业抄袭模仿,使整个木门行业工艺 上层次不齐,价格上高低落差大。为使整个木门市场规范化、秩序化、郑州蓝迪思木门厂家将整个木门生 产工艺透明化的介绍,下面为烤漆门生产工艺的详细流程图,分为7个步骤: 第一、木工选材 内材(杉木集成材)为龙骨,表面高密度板经过打框架,裁板、胶合、修边、为第一个工序 第二、批灰 选用高档腻子将门板或套板上的纹理缺陷进行修补、打磨、最后封闭,再进行打磨,直到表面平整光滑为 止。 第三、贴纸或贴木皮 首先将门板或套板上的杂物进行处理和修正之后,用高档的胶和上等的木纹纸或原木皮进行人工贴合,直 至表面平整无气泡。 第四、喷底漆 将贴过纸皮或木皮的门板和套板进行第二次封底。将达到门面、漆面成型的80% 第五、细磨 首先用不懂标号的砂纸进行打磨、将表面细致抛光 第六喷面漆


 强化木门和免漆门的区别
强化木门和免漆门的区别 强化木门和免漆门的区别
格式:doc
大小:38KB
页数:4P
4.7
本文将详细介绍建设工程领域中强化木门和免漆门的区别,包括材料、外观、性能特点等方面的对比,并为读者提供全面的了解和选择指南。
室内门(免漆门)技术要求
格式:pdf
大小:65KB
页数:7P
4.3
室内门(免漆门)技术要求 1 工作环境: 本次合同指向的室内门将分别用于广州、深圳、中山、佛山、上海、南京、苏州、宁波、杭 州、成都、重庆、北京、济南、天津、青岛、西安、长春、沈阳、大连、长沙、南昌、厦门、 烟台、呼和浩特、银川、兰州、合肥、桂林、南宁、吉林、武汉、赣州、南通、扬州、昆明、 常州、盐城等城市民用住宅或写字楼,分包人应当充分考虑影响室内门使用的各种外界环境 条件,如气候、海拔、环境温度、环境相对湿度、地震烈度等。如分包人之产品对以上环境 因素有特殊要求的,分包人应当以专函并加盖公章予以详细说明。2 标准依据: 2.1除另有注明外,本工程须符合设计要求、图纸和相关国家、地方及行业标准,主要包括但 不限于: 《木质门》(wb1024-2006-t) 《建筑木门、木窗》(jg/t122-2000) 《装饰单板贴面人造板》(gb/t15104
室内免漆门产品技术要求及标准
格式:pdf
大小:16KB
页数:8P
4.4
1/8 室内免漆门产品技术要求及标准 1、本次投标范围内门的技术参数,包括: a)尺寸偏差≤1.0mm b)翘曲度≤2.5mm c)门体对角线偏差≤2mm d)含水率≤12% 2、提供所用门的框材、面材、芯材等整套门体所用材料的品牌,材质,户 内门所有检测报告。门套及贴脸板必须具有良好的耐水性和耐高温性,不得采 用纸浆板等容易变形的材料。 3、用料要求:同一单位的产品采用树种相同,同一胶拼树料应无明显差 异。 4、木工要求:表面的倒棱、圆角、圆线应均匀一致、各种配件安装严密、 平整牢固,结合处无崩茬或松动,不得少件、漏钉、透影。 5、木工要求:雕刻图案应均匀清晰,层次分明,各部位不得有锤印或毛 刺,车工线型一致,凹凸台阶均匀,不得有崩茬、刀痕。 6、漆膜理化性能:附着力≥3级,耐干热≥3级,耐湿热≥3级,耐酸碱≥3 级。 7、环保要求:甲醛释放量≤1.5mg/l。 8、其它
免漆门生产工艺流程相关
文辑推荐
知识推荐
百科推荐


职位:铁路工程标准员
擅长专业:土建 安装 装饰 市政 园林


