

摩擦型高强螺栓连接受力性能有限元分析
格式:pdf
大小:912KB
页数:4P
人气 :73
 4.7
4.7
利用有限元分析软件ANSYS9.0建立高强螺栓连接的简化模型,对高强螺栓连接形式进行计算分析,重点考虑几何非线性影响,在模型中建立钢板与连接板、连接板与垫圈、垫圈与螺母及螺帽之间的接触单元,对结构的非线性接触行为进行模拟。通过对有限元计算结果的分析,对摩擦型高强螺栓连接的适用性进行评价,并重点比较分析主滑动发生前后,高强螺栓的受力性能。其分析结果为工程实际提供一定意义的参考。




摩擦型高强螺栓连接计算
b=220ef=0y1=0.15y4=0 h=300ew=50y2=0.05y5=0 h1=0a=80y3=0y6=0 螺栓个数n=8tw=8螺栓直径d。=20螺栓孔径=21.5 1m=4 nt1=70.50nt4=0.00 nt2=23.50nt5=0.00 nt3=0.00nt6=0.00 nt1‘=-70.50nt4‘=0.00 nt2‘=-23.50nt5’=0.00 nt3’=0.00nt6‘=0.00 0.8p=152n/n=0 nvb1=50.43kn 636.08kn nv1=29.375kn β=1.00 计算结果 nt1nv1结论1 ∑nvbi<v结论2 端板设计 √6efnt/bf=0mm 0mm
 承压型与摩擦型高强螺栓连接的比较
承压型与摩擦型高强螺栓连接的比较 承压型与摩擦型高强螺栓连接的比较
从受力性能及应用上将承压型与摩擦型高强螺栓的连接进行了分析比较,得出高强螺栓采用承压型连接比摩擦型连接节省螺栓用量,在不直接承受动力荷载的结构中可优先承压型连接。
编辑推荐下载
高强螺栓外伸端板连接受力性能分析 高强螺栓外伸端板连接受力性能分析
格式:pdf
大小:1.5MB
页数:10P
4.6
分析高强螺栓外伸端板连接中,端板厚度、螺栓直径、节点域加劲肋、端板加劲肋等对高强螺栓拉力分布和承载力的影响。分析结果表明:1)随着外伸端板厚度增加,高强螺栓受到的拉力减小,当端板厚度较薄时,由于板件变形产生的附加撬力使高强螺栓受到的拉力增大,进一步证明了高强螺栓受拉连接中撬力的存在以及对其产生的不利影响;2)外伸端板受拉翼缘两侧螺栓受到的拉力基本相等,当节点连接板件的刚度满足设计要求时,高强螺栓转动中心位于受压翼缘附近,压应力由端板和柱翼缘共同传递,螺栓拉力分布符合t型件计算模型;3)外伸端板设置斜向加劲肋,可以增加外伸端板刚度,减小撬力影响。当节点域不设置加劲肋时,对柱翼缘设置背板进行局部加强,背板的加强作用不明显。研究结果可为高强螺栓外伸端板连接工程应用提供参考。
高强螺栓T型钢连接节点三维非线性有限元分析 高强螺栓T型钢连接节点三维非线性有限元分析
格式:pdf
大小:231KB
页数:4P
4.6
通过对高强螺栓t型钢连接节进行三维非线性有限元分析,研究和探讨了螺栓间距,t型钢翼缘、柱翼缘及柱腹板厚度等因素对于节点初始连接刚度、梁的延性破坏以及本身接触状态的影响.
摩擦型高强螺栓连接受力性能有限元分析热门文档
高强螺栓群不同厚度连接板的有限元分析 高强螺栓群不同厚度连接板的有限元分析
格式:pdf
大小:368KB
页数:4P
4.4
针对不同厚度连接板对高强螺栓群的受力影响,采用有限元软件ansys建立了三维有限元实体模型,对两种不同厚度的连接板在拉力荷载作用下的板件相对位移、板件应力等进行了模拟,并对比分析了不同厚度连接板的应力状态。结果表明:薄板与厚板应力分布规律一致,但厚板应力数值更小,应力分布更有利。

摩擦型高强螺栓拉剪连接计算表(带公式程序)
格式:pdf
大小:117KB
页数:3P
4.4
b=220ef=0y1=0.15y4=0 h=300ew=50y2=0.05y5=0 h1=0a=80y3=0y6=0 螺栓个数n=8tw=8螺栓直径d。=20螺栓孔径=21.5 1m=4 nt1=70.50nt4=0.00 nt2=23.50nt5=0.00 nt3=0.00nt6=0.00 nt1‘=-70.50nt4‘=0.00 nt2‘=-23.50nt5’=0.00 nt3’=0.00nt6‘=0.00 0.8p=152n/n=0 nvb1=50.43kn 636.08kn nv1=29.375kn β=1.00 计算结果 nt1nv1结论1 ∑nvbi<v结论2 端板设计 √6efnt/bf=0mm 0
高强螺栓连接
格式:pdf
大小:65KB
页数:4P
4.4
本工程高强螺栓采用扭剪型10.9级,规格:m20、m22,m24三种。 共10236套,其中主轧跨主电室2924套,磨辊间5532套,加热炉1780 套。使用部位见下表: 序号规格使用部位备注 1m20吊车梁与自动板连接磨辊间 2m22钢柱与连系梁连接 3m24车档与吊车梁连接 1.高强螺栓由项目经理部材料计划员编制施工使用计划经项目经理批 准后,由物资部门采购。高强螺栓运到施工现场后,须放在室内,不得 随意开启。高强螺栓入库应按包装箱上注明的规格分类存放,工地领取 时,要按使用部位领取相应规格和数量的螺栓,要当天用多少套,领多 少套,严禁现场随意堆放,以防扭矩系数发生变化。 2.高强螺栓进入现场后先检查下列资料:质保书、轴力复验报告(每种 做8套)、构件进入现场后检查加工厂摩擦面抗滑移系数报告是否齐全, 现场应根据加工厂提供试验板作抗滑移复验。 3.施
高强螺栓连接
格式:pdf
大小:98KB
页数:10P
4.7
长度=连接板层总厚+紧固长度加长值+螺母公称厚度+垫圈个数*垫 圈厚度+3*螺纹螺距 高强度螺栓就是可承受的载荷比同规格的普通螺栓要大. 普通螺栓的材料是q235(即a3)制造的. 高强度螺栓的材料35#钢或其它优质材料,制成后进行热处理,提高 了强度. 两者的区别是材料强度的不同. 从原材料看: 高强度螺栓采用高强度材料制造。高强螺栓的螺杆、螺帽和垫圈都由高 强钢材制作,常用45号钢、40硼钢、20锰钛硼钢。普通螺栓常用q235 钢制造。 从强度等级上看: 高强螺栓,使用日益广泛。常用和两个强度等级,其中级居多。普通螺 栓强度等级要低,一般为级、级、级和级。 从受力特点来看: 高强度螺栓施加预拉力和靠摩擦力传递外力。普通螺栓连接靠栓杆抗剪 和孔壁承压来传递剪力,拧紧螺帽时产生预拉力很小,其影响可以忽略 不计,而高强螺栓除了其材料强度很高之外,还给螺栓施加很

承压型、摩擦型高强螺栓区别
格式:pdf
大小:14KB
页数:1P
4.8
高强螺栓连接是通过螺栓杆内很大的拧紧预拉力把连接板的板件夹紧,足以产 生很大的摩擦力,从而提高连接的整体性和刚度,当受剪力时,按照设计和受 力要求的不同,可分为高强螺栓摩擦型连接和高强螺栓承压型连接两种,两者 的本质区别是极限状态不同,虽然是同一种螺栓,但是在计算方法、要求、适 用范围等方面都有很大的不同。 在抗剪设计时,高强螺栓摩擦型连接是以外剪力达到板件接触面间由螺栓拧紧 力所提供的可能最大摩擦力作为极限状态,也即是保证连接在整个使用期间内 外剪力不超过最大摩擦力。板件不会发生相对滑移变形(螺杆和孔壁之间始终 保持原有的空隙量),被连接板件按弹性整体受力。在抗剪设计时,高强螺栓 承压型连接中允许外剪力超过最大摩擦力,这时被连接板件之间发生相对滑移 变形,直到螺栓杆与孔壁接触,此后连接就靠螺栓杆身剪切和孔壁承压以及板 件接触面间的摩擦力共同传力,最后以杆身剪切或孔壁承
摩擦型高强螺栓连接受力性能有限元分析精华文档
中美钢结构规范摩擦型高强螺栓连接计算比较
格式:pdf
大小:734KB
页数:3P
4.3
中美钢结构规范摩擦型高强螺栓连接计算比较 刊名: 硅谷 英文刊名:siliconvalley 年,卷(期):2009(19) 参考文献(5条) 1.魏明钟钢结构2002 2.陈绍着钢结构基础2003 3.leonardsp
中美钢结构规范摩擦型高强螺栓连接计算比较 中美钢结构规范摩擦型高强螺栓连接计算比较
格式:pdf
大小:196KB
页数:2P
4.4
摩擦型高强螺栓连接是工程实际中常用的一种连接形式。就这部分内容采用美国钢结构协会aisc2005钢结构规范和我国的《钢结构设计规范》(gb50017-2003)两种规范进行比较分析,并得出可供土木工程技术人员参考的结论。
02扭剪型高强螺栓连接工艺
格式:pdf
大小:19KB
页数:3P
4.6
扭剪型高强螺栓连接 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用, 不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具 袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设 计要求(一般要求q235钢为0.45以上,16锰钢为0.55以上)。摩擦面木允许有残留氧化铁 皮,处理后的摩
扭剪型高强螺栓连接工艺标准
格式:pdf
大小:8KB
页数:1P
4.4
扭剪型高强螺栓连接工艺标准 扭剪型高强螺栓连接工艺标准具体内容是什么,下面下面为大 家解答。 范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要 求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺 栓、螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀, 应抽样检查紧固轴力,满足要求后方可使用。螺栓等不得被泥土、油 污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得 混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工 扳手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理, 摩擦系数应符合设计要求。摩擦面木允许有残留氧化铁皮,处理后的 摩擦面可生成
扭剪型高强螺栓连接检验批
格式:pdf
大小:277KB
页数:19P
4.7
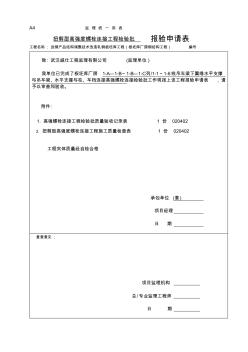
a4监理统一用表 扭剪型高强度螺栓连接工程检验批报验申请表 工程名称:涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)编号 致:武汉威仕工程监理有限公司(监理单位) 我单位已完成了板坯库厂房1-a—1-b~1-b—1-c列/1-1~1-6线吊车梁下翼缘水平支撑 与吊车梁、水平支撑与柱、车档连接高强螺栓连接检验批工作现报上该工程报验申请表,请 予以审查和验收。 附件: 1.高强螺栓连接工程检验批质量验收记录表1份020402 2.扭剪型高强度螺栓连接工程施工质量检查表1份020402 工程实体质量经自检合格 承包单位(章) 项目经理 日期 复查意见: 项目监理机构 总/专业监理工程师 日期 高强螺栓连接工程检验批质量验收记录表 gb50205-2001 (ⅱ) 020402 □□ 单位(子单位)工程名称涟钢产
摩擦型高强螺栓连接受力性能有限元分析最新文档
扭剪型高强螺栓连接
格式:pdf
大小:26KB
页数:12P
4.7
扭剪型高强螺栓连接 1.1本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要 求和国家标 准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺 栓、螺母不 配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检 查紧固轴力, 满足要求后方可使用。螺栓等不得被泥土、油污粘染,保持洁净、干 燥状态。必须 按批号,同批内配套使用,不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工 扳手、钢丝 刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理, 摩擦系数 应符合设计要求(一般要求q235钢为0.45以上,16锰钢为0.55以 上)。摩擦面木允 许有残留氧化铁皮,处理后的摩擦面可生成赤锈面后
扭剪型高强螺栓连接工艺标准
格式:pdf
大小:19KB
页数:3P
4.7
扭剪型高强螺栓连接工艺标准 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 22施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹 损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。 螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得 混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋 等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计 要求(一般要求q235钢为0.45以上,16猛钢为0.55以上)。摩擦面不允许有残留氧化铁皮,

扭剪型高强螺栓连接 (2)
格式:pdf
大小:46KB
页数:4P
4.4
扭剪型高强螺栓连接 1/4 工程名称中原种子产业科技物流园交底部位 a-01、a-02、b-07、b-08、 b-10、b-11 施工单位 河南航天建筑工程有限公 司 日期 交底内容: 扭剪型高强螺栓连接 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用, 不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具 袋等。 2.2作业条件: 2.
抗剪型高强螺栓连接工艺标准
格式:pdf
大小:53KB
页数:5P
4.5
v1.0可编辑可修改 177177 扭剪型高强度螺栓连接施工工艺标准 (qb-cncecj020405-2004) 1适用范围 本工艺标准适用于钢结构安装用扭剪型高强度螺栓的连接施工。 2施工准备 材料 螺栓、螺母、垫圈均应附有质量证明书,其品种、规格、性能等应符合设计要求和现行国家标准。 扭剪型高强度螺栓连接副出厂时应分别随箱带有扭矩系数和紧固轴力(预拉力)的检验报告。 扭剪型高强度螺栓连接副应按《钢结构工程施工质量验收规范》gb50205—2001的规定检验预拉力。 高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹损伤时,不得使用。 螺栓、螺母、垫圈有锈蚀。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内 配套使用,不得混放、混用。 主要机具 电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。 作业条件 摩擦面处

002扭剪型高强螺栓连接
格式:doc
大小:44KB
页数:3P
4.8
扭剪型高强螺栓连接 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计要求(一般要求q235钢为0.45以上,16锰钢为0.
扭剪型高强螺栓连接
格式:pdf
大小:11KB
页数:7P
4.6
1/7 扭剪型xx螺栓连接 1.1本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标 准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不 配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧 固轴力, 满足要求后方可使用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状 态。必须 按批号,同批内配套使用,不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝 刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数 应符合设计要求(一般要求q235钢为0.45以上,16锰钢为0.55以上)。 摩擦面木允 许有残留氧化铁皮,处理后的摩擦面可生成赤锈面后安装螺栓(
扭剪型高强螺栓连接工艺大全
格式:pdf
大小:49KB
页数:7P
4.7
本文由天津五大道http://www.***.***/原创发布 本文由吴江四桥网http://www.***.***/原创发布 扭剪型高强螺栓连接工艺大全 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计 要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有 螺栓、螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈 蚀,应抽样检查紧固轴力,满足要求后方可使用。螺栓等不得被泥土、 油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不 得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手 工扳手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进
扭剪型高强螺栓连接 (2)
格式:pdf
大小:19KB
页数:3P
4.4
扭剪型高强螺栓连接 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用, 不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具 袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设 计要求(一般要求q235钢为0.45以上,16锰钢为0.55以上)。摩擦面木允许有残留氧化铁 皮,处理后的摩
外伸端板高强螺栓连接三维非线性有限元分析 外伸端板高强螺栓连接三维非线性有限元分析
格式:pdf
大小:248KB
页数:2P
4.7
对外伸端板高强螺栓连接采用三维非线性有限元分析方法,对连接中的主要构件端板、高强螺栓、梁翼缘、柱翼缘和柱翼缘加劲肋进行精细模拟,针对有无柱加劲肋、端板厚度变化等连接的情况进行比较分析,研究了外伸端板高强螺栓半刚性连接的受力性能以及其初始刚度的影响因素。
摩擦型高强螺栓连接受力性能有限元分析相关
文辑推荐
知识推荐
百科推荐


职位:消防主管工程师
擅长专业:土建 安装 装饰 市政 园林


