




 特殊螺距丝杆及螺母的加工
特殊螺距丝杆及螺母的加工 特殊螺距丝杆及螺母的加工
丝杆、螺母结构是机械制造行业常用的传动、锁紧机构,而细长轴结构的丝杆、螺纹超长的螺母的加工,就成为机械行业单件小批量生产加工中的重点和难点。我公司为鞍钢生产1780轧机上的压下螺母、丝杆正是典型的此类部件,该部件尺寸、形状及位置精度要求较
编辑推荐下载
椭球面上螺纹的加工工艺分析 椭球面上螺纹的加工工艺分析
格式:pdf
大小:140KB
页数:3P
 4.8
4.8
通过研究椭球面上螺纹的参数化编程与加工过程,利用fanuc0imate-tc数控系统提供的宏程序编程功能,编制出了具有通用性、适用性的椭球面上螺纹的数控加工程序。该技术使用简单,只需在主程序中对相关变量进行赋值即可完成所需椭球面上螺纹的加工,能有效地保证椭球上加工螺纹的准确性,提高产品的尺寸精度和表面质量。
高精度深孔螺纹加工工艺
格式:pdf
大小:101KB
页数:2P
4.6
2012年第4期 45冷加工 uttingtoolsc刀具 螺纹加工是机械加工中最常见的加工之一,随 着机械工业的发展,新材料的出现,对螺纹加工的 精度要求也越来越高,其中盲孔攻螺纹最大的困难 是切屑堵塞,丝锥挤压切屑,造成牙松、垂直度超 差、表面粗糙度值大、底孔烧结、螺纹粘结、螺纹 划伤、振动及丝锥经常崩牙等一系列问题。针对生 产过程中所遇到的问题,我们对一些高精度螺纹孔 的加工工艺进行了改进,取得了良好的效果。 1.工件螺纹结构特点 图1所示为某矿山机械的联接块,零件材料为 合金结构钢42crmoa,调质处理,要在联接块加 工四个m30×2-6h螺纹。其中螺纹剖视图如图2所 示,光滑圆柱孔深20mm;螺纹底孔深97mm,底 孔直径28mm;螺纹深度85mm,有效长度65mm, 螺距2mm;螺纹精度等级为6h;螺纹孔实际轴 线必须垂直于基准平面;
螺纹及丝杆加工工艺热门文档

丝杆螺母的选择
格式:pdf
大小:24KB
页数:3P
4.4
. '. 滑动螺旋工作时,主要承受转矩及轴向拉力(或者压力)的作用,同时在螺杆和 螺母的旋合螺纹间有较大的相对滑动,其失效形式主要是螺纹磨损,因此,滑动 螺旋的基本尺寸,通常的根据耐磨性条件确定。下面计算丝杆的耐磨性。 已知:f=41048(n) 查《机械设计》有: d2 ][ph pf 对于梯形螺纹有h=0.5p,《查机械设计》有p=22mp 则 p fd8.02 式中:在传动精度较高,载荷较大,寿命长时,取4 ][p为材料的许用压力,查《机械设计》1可得][p=22mpa p f d8.02=17.28mm 可以取d2=50.5mm,满足d2的要求。 其公称直径d=55mm 外螺纹mmd453 内螺纹 mmd mmd 46 56 1 4 螺距p=9mm 螺母高度h=202mm (3)丝杆强度计算 由扭矩 t=f0
直螺纹套丝加工技术交底
格式:pdf
大小:54KB
页数:4P
4.4
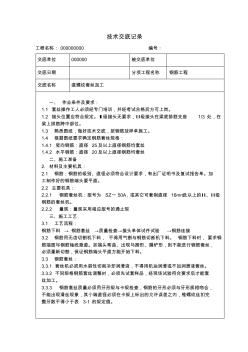
技术交底记录 工程名称:000000000编号: 交底单位000000被交底单位 交底日期分项工程名称钢筋工程 交底名称直螺纹套丝加工 一、作业条件及要求: 1.1套丝操作工人必须经专门培训,并经考试合格后方可上岗。 1.2接头位置应符合规定。ⅰ级接头无要求,ⅱ级接头在梁底排筋支座1/3处,在 梁上排筋跨中部位。 1.3熟悉图纸,做好技术交底,按钢筋放样单施工。 1.4根据图纸要求确定钢筋套丝规格: 1.4.1竖向钢筋:直径25及以上直径钢筋均套丝 1.4.2水平钢筋:直径20及以上直径钢筋均套丝 二、施工准备 2.材料及主要机具: 2.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。加 工制作好的钢筋端头要平直。 2.2主要机具: 2.2.1钢筋套丝机:型号为sz一
螺纹及丝杆加工工艺精华文档

钢筋直螺纹套丝加工
格式:pdf
大小:10KB
页数:3P
4.8
钢筋直螺纹套丝加工 1、钢筋端面宜平整并与钢筋轴线垂直,不得有马蹄形或扭曲(钢筋 下料工具必须用无齿锯下料,严禁用切断机下料);钢筋端部不得有 弯曲;出现弯曲时应弯曲。 2、外形质量:丝头有效螺纹数量不得少于设计规定;牙顶宽度大于 0.3p的不完整螺纹累计长度不得超过两个螺纹周长,钢筋丝头的牙形、 螺距必须于连接套的牙形、螺距规相吻合;每种钢筋丝头有效扣数: φ168.5-9.5扣、φ189-10扣、φ2010.5-11.5扣、φ2211.5-12.5 扣、φ2510.5-12.5扣、φ2811-12扣、φ3212-14扣; 3、丝头尺寸检验:通环规、止环规必须放置钢筋加工现场,用专用 的螺纹环规检验,其环通规应能顺利的旋入,环止规旋入长度不得超 过3p。 4、加工的丝头应逐个进行自检,不合格的丝头应切去重新加工。 5、丝头加工完毕经检验合格后,应立即带上塑料保护帽
管道套丝螺纹加工尺寸
格式:pdf
大小:18KB
页数:1P
4.4
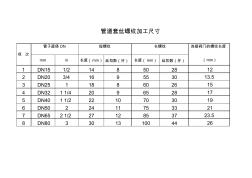
mmin长度(mm)丝扣数(牙)长度(mm)丝扣数(牙) 1dn151/21485028 2dn203/41695530 3dn2511886026 4dn3211/42096528 5dn4011/222107030 6dn50224117533 7dn6521/227128537 8dn803301310044 19 21 23.5 26 项次 管子直径dn短螺纹长螺纹连接阀门的螺纹长度 管道套丝螺纹加工尺寸 (mm) 12 13.5 15 17

螺纹的标准及螺纹应用
格式:pdf
大小:39KB
页数:2P
4.6
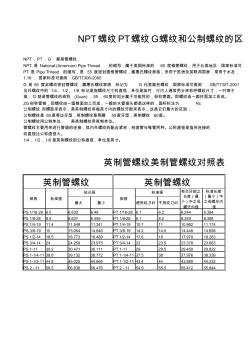
螺纹的标准及螺纹应用 螺纹的标准及螺纹应用 npt、z锥管螺纹bsp、r、r1、rc,zg、rt、pt、bspt锥管螺纹 螺纹尺 寸 (英 寸) 螺纹牙 数 基面上的螺纹直径 牙型 角 螺纹尺 寸 (英 寸) 螺纹 牙数 基面上的螺纹直径 牙型 角大径中径小径大径中径小径 1/16277.8947.1426.398 600 1/16287.7237.1426.561 550 1/82710.2429.4898.7371/8289.7289.1478.566 1/41813.61612.48711.3581/41913.15712.30111.445 3/81817.05515.92614.7973/81916.66215.80614.950 1/21421.22419.772
螺纹连接施工工艺
格式:pdf
大小:28KB
页数:5P
4.6
钢筋锥螺纹连接 锥螺纹连接是利用钢筋端头加工成的锥形螺纹与内壁带有相同内螺 纹(锥形)的连接套筒相互拧紧后靠锥形螺纹相互咬合来传递钢筋的 拉力或压力。 技术要点有: (1)要有严格质量管理的专业队伍; (2)严格控制丝头现场加工质量 丝头加工质量检验方法:①要求牙形饱满,无断牙、秃牙缺陷,且与 牙形规的牙形吻合,牙齿表面光洁的为合格品。②锥螺纹丝头的锥度 与小端直径的检验;丝头锥度与卡规吻合,小端直径在卡断或环规容 许误差之内为合格。 锥螺纹连接套筒同样是影响接头强度的重要因素,除了材质应进行严 格控制外,必须由有丰富经验的工厂集中生产才能保证质量。 锥螺纹连接的特点是利用螺纹锥度越拧越紧。《钢筋锥螺纹接头技术 规程》要求连接钢筋时,应对正轴线将钢筋拧入连接套,然后用力矩 扳手拧紧。接头拧紧值应满足表中规定的力矩值,不得超拧。拧紧后 的接头应作上标记。为保证拧紧力矩的精度,
丝杆座机加工工艺规程及夹具设计学课程设计(夹具设计)毕业设计
格式:pdf
大小:998KB
页数:23P
4.8
1 丝杠座机械加工工艺规程与机床夹具设计 一、设计任务 1.设计课题:丝杆座加工工艺规程设计 铣槽80.020专用夹具设计 2.生产纲领:年产量10000件,属于大批量生产 3.设计要求:(1)零件毛坯图1张 (2)机械加工工艺过程卡片1套 (3)机械加工主要工序的工序卡片1套 (4)夹具装配图1张 (5)夹具零件图若干张 (6)设计说明书1份 二、设计说明书 前言 《机械制造工艺学》课程设计是学完《机械制造工艺学》课程后进行的一个 实践教学环节,是应用所学基础理论、专业知识与技能去分析和解决生产实际问 题的一次综合训练。它要求学生全面地综合运用本课程及有关先修课程的理论和 实践知识,进行零件加工工艺规程的设计和机床夹具的设计。 我希望通过这次课程设计培养独立思考、独立工作以及综合运用过去所学过的 全部课程进行机械制造工艺及结构设计的基本能力,
螺纹及丝杆加工工艺最新文档
两种深孔大直径螺纹加工刀杆 两种深孔大直径螺纹加工刀杆
格式:pdf
大小:144KB
页数:1P
4.4
加工较长的深孔螺纹,刀杆伸出越长,刀杆刚度就越差,在加工过程中产生振动而造成啃刀,或产生让刀,使螺纹底部产生锥度,零件表面会出现波纹,加工出的内螺纹无法使用。而且整个加工过程不易观察,操作受到限制,质量很难保证。
等强螺纹钢锚杆杆体加工工艺改进 等强螺纹钢锚杆杆体加工工艺改进
格式:pdf
大小:1.2MB
页数:1P
4.4
近年来吉林煤业集团的锚杆支护及加固技术的应用越来越广泛,随着这项技术的发展,多种类型锚杆不断涌现。结合自己多年来,加工制作锚杆杆体的工作实践经验,阐述了矿用锚杆的支护特点、等强螺纹钢锚杆的特点、等强螺纹锚杆杆体加工工艺改进、杆体改进后的特征及优点。
NPT螺纹PT螺纹G螺纹和公制螺纹的区别
格式:pdf
大小:26KB
页数:2P
4.4
ps1/16-286.56.6326.49pt1/16-286.16.26.2446.384 ps1/8-288.58.6378.495pt1/8-288.18.28.2498.388 ps1/4-1911.411.54911.341pt1/4-1910.71110.96211.174 ps3/8-191515.05414.846pt3/8-1914.214.514.44814.658 ps1/2-1418.518.77318.489pt1/2-1417.61817.97918.263 ps3/4-142424.25923.975pt3/4-142323.523.37823.663 ps1-1130.230.47130.111pt1-112929.529
外螺纹加工采用搓丝或滚丝工艺对应毛坯直径快速查询表
格式:pdf
大小:104KB
页数:4P
4.5
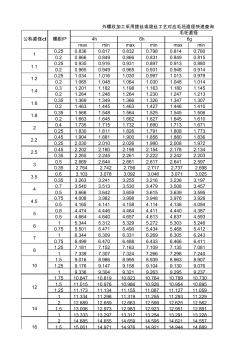
maxminmaxminmaxmin 0.250.8360.8170.8320.7980.8140.780 0.20.8660.8490.8660.8310.8490.815 0.250.9350.9160.9310.8970.9130.880 0.20.9650.9490.9650.9310.9480.914 0.251.0341.0161.0300.9971.0130.979 0.21.0651.0481.0641.0301.0481.014 0.31.2011.1821.1981.1631.1801.145 0.21.2641.2481.2641.2301.2471.213 0.351.3691.3491.3661.3261.3471.307 0.21.4631.
全牙形螺纹刀片加工预留电镀余量螺纹 全牙形螺纹刀片加工预留电镀余量螺纹
格式:pdf
大小:141KB
页数:3P
4.7
普通标准螺纹在牙顶部和根部削平1/8p,牙形的顶部用外圆刀成形,牙形斜面处依靠普通的螺纹刀保证。全牙形螺纹的包括大中小径在内的全部牙形均依靠全牙形螺纹刀直接成形,仅在螺纹顶部两
用粗牙普通螺纹搓丝板加工细牙普通螺纹 用粗牙普通螺纹搓丝板加工细牙普通螺纹
格式:pdf
大小:169KB
页数:未知
4.6
某用户急需加工一种六角头螺栓,规格m10×1.25×43,数量3万件。外形已镦出,杆部外圆尺寸φ9.183,即搓丝中径d_2。联系过数家企业,不是无滚丝轮,就是无搓丝板,希望我厂帮助解决。我厂有标准的m8搓丝板和自动搓丝机,
新型“Spiralock”螺纹盘形螺帽及加工用丝锥 新型“Spiralock”螺纹盘形螺帽及加工用丝锥
格式:pdf
大小:115KB
页数:未知
4.7
新型“spiralock”螺纹盘形螺帽及加工用丝锥尹洁华编译为了提高螺纹连结的疲劳强度、密封性及锁紧性能.国外开发了多种新的螺纹连接形式.如采用不对称公制外螺纹和标准内螺纹的连接,这时外螺纹的牙形半角一个为30°,另一个为35°(图1),不对称公制外...
自制铣丝装置加工玻璃钢件螺纹 自制铣丝装置加工玻璃钢件螺纹
格式:pdf
大小:55KB
页数:未知
4.5
我公司目前加工的一种零件材料为玻璃钢,结构为筒形,两端为长25mm的m60×1.5mm内螺纹。由于玻璃钢材料具有密度小、强度高以及高硬度质点多的特性,生产中使用yw1普通螺纹车刀加工时,极易产生起层和掉渣现象,严重影响了产品质量。
高效率螺纹加工——拉削式丝锥 高效率螺纹加工——拉削式丝锥
格式:pdf
大小:301KB
页数:未知
4.3
本文介绍了一种新型螺纹刀具结构——内螺纹拉削式丝锥。用拉削螺纹代替了车削螺纹。加工精度高于车削,效率提高了4倍,且易于推广使用。
螺纹及丝杆加工工艺相关
文辑推荐
知识推荐
百科推荐


职位:预结算员造价工程师
擅长专业:土建 安装 装饰 市政 园林


