

铝材涂漆工艺
格式:pdf
大小:950KB
页数:9P
人气 :82
 4.8
4.8
无论是飞机仪表盘还是普通外部用途,预处理对于 涂料的成功附着都是至关重要的。 因其极佳的抗腐蚀性, 铝是最受欢迎的工业与建筑基材。同时,它也是最难于成功涂漆的基 材。自然形成的肉眼看不见、在显微镜下可见的氧化铝薄层覆盖在表面上,提供了对大气腐 蚀的惰性。然而,因为这种惰性,油漆与涂料往往不能粘附牢靠。获得良好附着性的窍门是 把氧化物清除掉,并马上涂上钝化层,防止氧化物再次形成 。这是说起来比做起来容易呀。 铝材的工业化涂漆 建筑上的铝质栏杆、窗户、壁板、车轮和暴露于户外的其它产品必须应用由一系列化学 品组成的复杂工艺进行预处理(图 1)。 图 1.铝材的转化涂装 ( 涂漆预处理 ) 脱脂 水清洗 脱氧 水清洗 铬转化 涂层 在这个 5步至 7步工艺的 第一步,酸溶液对表面进行脱脂,清除掉油脂。 第二步,用水龙头进行冲洗,清除掉携带的污染物。 第三步,含有强酸性溶液(还原剂),将顽固性氧




涂漆工艺守则
q/kq 上海凯泉泵业(集团)有限公司企业标准 q/kq94—2011 涂漆工艺守则 2011-03-20发布2011-03-31实施 上海凯泉泵业(集团)有限公司发布 q/kq94-2011 目次 前言------------------------------------------------------------错误!未定义书签。 1范围-------------------------------------------------------------------------------4 2规范性引用文件---------------------------------------------------------------------4 3油漆的保存与使用-------------------------------
 超细漆包线涂漆工艺的张力控制
超细漆包线涂漆工艺的张力控制 超细漆包线涂漆工艺的张力控制
国内的漆包线的生产不论是在装备上还是在工艺上都已经取得长足的进步,但是要赶上国际的先进水平,漆包线生产中还有许多细节值得推敲。本文提出用张力传感器、pic873单片机控制器、力矩电机3个单元组成的控制系统来实现超细漆包线的涂漆工艺的张力控制。
编辑推荐下载
铝合金消光电泳涂漆工艺原理
格式:pdf
大小:18KB
页数:2P
4.7
1.铝合金消光电泳涂漆工艺原理 铝合金的消光电泳涂漆是在阳极氧化膜的表面进行的。与光亮电泳类似,其生产工艺流 程如下: 除油→水洗→碱蚀→水洗→水洗→中和→水洗→阳极氧化→水洗→纯水洗→电解着色 →纯水洗→热纯水洗→纯水洗→电泳→ro1水洗→ro2水洗→滴干→预干→固化。 消光电泳与透明电泳基本一致,均是以铝型材作为阳极,在直流电的作用下,发生电化 学反应,带电荷的涂料粒子受电场的作用,向被涂物移动,使电泳涂料析出沉积在型材表面, 形成一层漆膜,整个反应包括电泳、电解、电沉积和电渗四个同时进行的过程。不同之处主 要包括电泳漆原料和生产工艺参数,消光电泳漆较光亮性电泳漆其分子量要大得多,一般在 70000—80000g/mol之间;另外,在工艺控制上,其电泳电压、槽液温度及电泳时间皆有区 别,通常情况下,对于同一色号料来说,消光电泳电压、时间及温度都要高于透明

涂漆工艺守则(工程质量设计必备)
格式:pdf
大小:71KB
页数:8P
4.5
涂漆工艺守则 2978 广西柳工机械股份有限公司 二00六年 涂漆工艺守则2978 1范围 本守则规定了柳工机械产品的涂漆操作。 本守则适用于柳工企业所有需涂漆产品的防护与装饰性涂装,凡产品图样及技术文 件无特殊要求时,均应符合本守则。 2涂漆基本原则 2.1除下列情况不涂漆外,其它金属零部件均应涂漆。 2.1.1零件的有尺寸公差配合要求或有尺寸公差调整要求的加工装配表面 2.1.2电镀件 2.1.3有色合金铸件 2.1.4油箱内表面及油路内壁 2.1.5刹车磨擦面 2.2金属零部件在进行涂漆时,应按《2970涂装前处理工艺守则》和3.4的工艺要求除 净油和锈后,涂一层底漆和一层中涂漆(或面漆),作为配件出售的零部件必须喷涂好 面漆,不涂漆的装配面涂刷防锈油。g系列的装载机、挖掘机、出国机等的金属零部件 涂二道底漆和一道面漆,军车金属零部件要求喷涂二
铝材涂漆工艺热门文档
8-喷涂漆工艺守则
格式:pdf
大小:39KB
页数:3P
4.7
8-1 北京潞电电气设备有限公司喷漆工艺守则 2978-1 共2页第1页 1范围 本守则适用于本企业产品的表面涂漆施工;当本过程外包时,本守则提供外包方参考。 2设备 空气压缩机、喷枪 3工艺过程 3.1除锈 对工件进行手工除锈,首先用汽油或清洗擦去油渍、锈迹,必要时用细砂布打磨。要 做到每个角落的油渍和锈迹都处理干净。 3.2涂底漆 3.2.1用环氧防锈漆喷涂或手工涂刷工件,将防锈漆把整个产品涂满。喷涂均匀,不流不 花,漆膜厚度约为20μm。 3.2.2自然干燥1小时以上。 3.3刮腻子 3.3.1用快干腻子将工件表面凹凸不平等缺陷填满、基本刮平。腻子最厚不得超过1.5mm。 3.3.2自然干燥4小时以上。 3.3.3用砂布将腻子处打磨,以去掉粉尘和颗粒。 3.4涂面漆 3.4.1根据技术要求调兑符合漆色要求的面漆,漆与稀料的

涂漆工艺守则(工程质量设计必备) (2)
格式:pdf
大小:71KB
页数:8P
4.4
涂漆工艺守则 2978 广西柳工机械股份有限公司 二00六年 涂漆工艺守则2978 1范围 本守则规定了柳工机械产品的涂漆操作。 本守则适用于柳工企业所有需涂漆产品的防护与装饰性涂装,凡产品图样及技术文 件无特殊要求时,均应符合本守则。 2涂漆基本原则 2.1除下列情况不涂漆外,其它金属零部件均应涂漆。 2.1.1零件的有尺寸公差配合要求或有尺寸公差调整要求的加工装配表面 2.1.2电镀件 2.1.3有色合金铸件 2.1.4油箱内表面及油路内壁 2.1.5刹车磨擦面 2.2金属零部件在进行涂漆时,应按《2970涂装前处理工艺守则》和3.4的工艺要求除 净油和锈后,涂一层底漆和一层中涂漆(或面漆),作为配件出售的零部件必须喷涂好 面漆,不涂漆的装配面涂刷防锈油。g系列的装载机、挖掘机、出国机等的金属零部件 涂二道底漆和一道面漆,军车金属零部件要求喷涂二
钢铁制品镀锌钝化后涂漆工艺探讨 钢铁制品镀锌钝化后涂漆工艺探讨
格式:pdf
大小:352KB
页数:2P
4.4
1概述某产品的外表面由三部分钢质零件组成,在防护方面分别采用三种不同的工艺方法:镀锌-钝化后涂一层炮用润滑脂;直接在钢基体上(无锈或经除锈处理)涂一遍醇酸底漆(或过氯乙烯底
F级干式变压器零部件的表面涂漆工艺守则
格式:pdf
大小:17KB
页数:2P
4.4
f级干式变压器零部件的表面涂漆工艺守则 1.适用范围 本工艺适用于f级干式变压器,按图纸规定,需要涂漆的各种金属 零部件的表面涂漆处理。 2.材料 2.1fr-4双组份变压器专用绝缘防锈绝缘漆 2.2绝缘防锈绝缘漆专用固化剂 3.设备及工具 3.1工具:喷枪、4#杯粘度计、秒表、滤油用铜网(60—120目)、温度计、 砂布、砂纸、钢丝、刷子、抹布、腻子刀。 4.工艺过程 4.1涂漆前零件表面清理: 4.1.1要求:除净焊渣、焊药、氧化皮、浮锈、毛刺、油污、灰尘等。 4.1.2消除方法:根据零部件的大小形状及表面状态不同,可分别采用吹砂、 化学除油、酸洗磷化、砂纸打磨及汽油擦洗。 4.2均匀调节绝缘防锈绝缘漆粘度,与fr-4相配套的固化剂按4:1比例配 套使用。 5.工艺过程 5.1对经吹砂或磷化处理后的钢铁零部件,然后用砂布(或水砂纸)打磨, 使表面
“美亚宝”铝材(电泳涂漆型材)用不得——湖南工商抽查:广东省清远市美亚宝铝业有限公司“美亚宝”铝材(电泳涂漆型材)不合格 “美亚宝”铝材(电泳涂漆型材)用不得——湖南工商抽查:广东省清远市美亚宝铝业有限公司“美亚宝”铝材(电泳涂漆型材)不合格
格式:pdf
大小:1.4MB
页数:1P
4.7
2007年2月,湖南省工商行政管理局公布了流通领域建材商品质量的公告。其中,广东省清远市美亚宝铝业有限公司生产的\"美亚宝\"铝
铝材涂漆工艺精华文档
铝材加工工艺
格式:pdf
大小:328KB
页数:6P
4.3
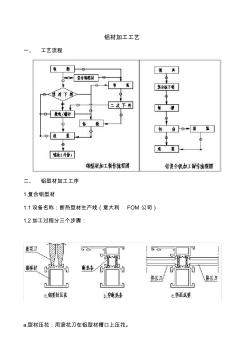
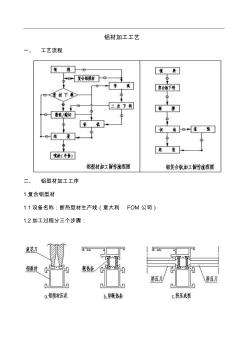
铝材加工工艺 一、工艺流程 二、铝型材加工工序 1.复合铝型材 1.1设备名称:断热型材生产线(意大利fom公司) 1.2加工过程分三个步骤: a.型材压花:用滚花刀在铝型材槽口上压花。 b.穿断热条:将断热条穿在已压花的铝型材槽口内。 c.挤压成型:将铝型材和断热条用挤压刀复合后在一起。 1.3检验 1.3.1检验设备:抗剪实验机 1.3.2取样:在距型材端头200mm以外取样l=100mm。 1.3.3标准:剪切力h(kg)符合250≤h≤600 1.4注意事项: 1.4.1铝型材截面尺寸:宽240mm,高180mm。 1.4.2挤压刀具有效尺寸:60mm,即铝型材外端距挤压部位尺寸l<60mm。 1.4.3铝型材不能与刀具干涉,一般挤压部位应高出2mm。 2.铝型材下料 2.1设备:双头锯型号:dg244 适用范围:加工长度335~6000加工角
铝材参数
格式:pdf
大小:45KB
页数:3P
4.3
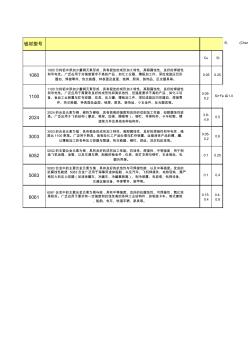
铝材型号 cusi 1060 1060为纯铝中添加少量铜元素形成,具有极佳的成形加工特性、高耐腐蚀性、良好的焊接性 和导电性。广泛应用于对强度要求不高的产品,如化工仪器、薄板加工件、深拉或旋压凹形 器皿、焊接零件、热交换器、钟表面及盘面、铭牌、厨具、装饰品、反光器具等。 0.050.25 1100 1100为纯铝中添加少量铜元素形成,具有极佳的成形加工特性、高耐腐蚀性、良好的焊接性 和导电性。广泛应用于需要有良好的成形性和高抗蚀性,但强度要求不高的产品,如化工设 备、食品工业装置与贮存容器、炊具、压力罐、薄板加工件、深拉或旋压凹形器皿、焊接零 件、热交换器、钟表面及盘面、铭牌、厨具、装饰品、小五金件、反光器具等。 0.05- 0.2 2024 2024的合金元素为铜,被称为硬铝,具有很高的强度和良好的切削加工性能,但耐腐蚀性较 差。广泛应用于飞机结构(蒙皮、骨架、肋梁、隔框等)、铆钉、
铝材加工工艺 (2)
格式:pdf
大小:489KB
页数:26P
4.7
铝材加工工艺 一、工艺流程 二、铝型材加工工序 1.复合铝型材 1.1设备名称:断热型材生产线(意大利fom公司) 1.2加工过程分三个步骤: a.型材压花:用滚花刀在铝型材槽口上压花。 b.穿断热条:将断热条穿在已压花的铝型材槽口内。 c.挤压成型:将铝型材和断热条用挤压刀复合后在一起。 1.3检验 1.3.1检验设备:抗剪实验机 1.3.2取样:在距型材端头200mm以外取样l=100mm。 1.3.3标准:剪切力h(kg)符合250≤h≤600 1.4注意事项: 1.4.1铝型材截面尺寸:宽240mm,高180mm。 1.4.2挤压刀具有效尺寸:60mm,即铝型材外端距挤压部位尺寸l<60mm。 1.4.3铝型材不能与刀具干涉,一般挤压部位应高出2mm。 2.铝型材下料 2.1设备:双头锯型号:dg244 适用范围:加工长度335~6000加工角

铝材
格式:pdf
大小:77KB
页数:7P
4.5
拉髮絲 表面拉髮絲目的: 經過研磨產品表面呈現出如髮絲般又細又直的線條。適用於髮線的物品包括:鋁製品、白鐵 製品。裝飾效果的一種表面處理手段。鋁合金經過拉絲後陽極,質感較好。 拉絲的應用: 相比其他表面處理,拉絲處理可使金屬表面獲得非鏡面般金屬光澤,具有非常強的裝飾效果, 所以目前拉絲處理具有越來越多的市場認可和廣泛應用。 例如:電梯門板,自動扶梯裝飾板,水龍頭、合頁、把手、鎖具飾板,抽油煙機、不銹鋼灶 具、各種3c數碼產品更是將拉絲的應用推向了高潮,如筆電的面板,鍵盤,手機面板,lcd 框,電池蓋,攝像頭的保護滑蓋,相機鏡頭滑蓋板等。 表面拉絲的分類: 拉絲處理沒有統一的分類和叫法。通常根據表面效果不同分為,直紋、亂紋、螺紋、波紋和 旋紋等幾種。直絲和亂絲。直絲又叫做髮絲紋;亂絲又叫作雪花紋。 表面拉絲的加工方式: 基本上來說呢,是將鋁材放在一個皮帶輪的下方,讓需要
铝材介绍
格式:pdf
大小:801KB
页数:20P
4.7
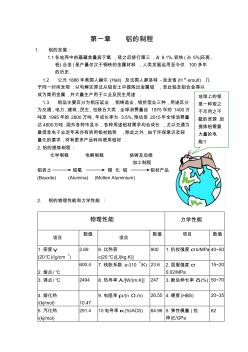
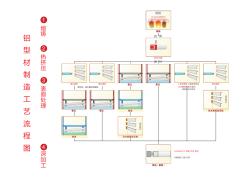
第一章铝的制程 1.铝的发展: 1.1在地壳中的蕴藏含量居于氧,硅之后排行第三,占8.1%,较铁(占5%)还高, 铝(合金)是产量仅次于钢铁的金属材料,人类发展运用至今仅100多年 的历史. 1.2公元1886年美国人赫尔(hall)及法国人郝洛特-加龙省(h’eroult)几 乎同一时间发现,以电解还原法从铝岩土中提炼出金属铝,至此铝及铝合金得以 成为商用金属,并大量生产用于工业及民生用途. 1.3铝品主要区分为铝压延业,铝铸造业,铝挤型业三种,用途区分 为交通,电力,建筑,民生,包装五大类.全球消费量自1975年的1400万 吨至1995年的2800万吨,年成长率为3.5%,预估至2015年全球消费量 达4800万吨.国外各种市显示,各种用途铝材需求均会成长,尤以交通为 最信息
铝材涂漆工艺最新文档

铝材知识
格式:pdf
大小:34KB
页数:8P
4.4
铝材的分类及牌号表示方法 1.铝材的分类 (1)按有无合金成分,铝材分为纯铝及铝合金。铝合金按合金系列又分为al-mn合金、al-cu合金、 al-si合金和al-mg合金等。 (2)按压力加工能力,可分为变形铝和非变形铝(例如:铸铝)。 (3)按能否热处理强化,铝合金又分为非热处理强化铝和热处理强化铝。铝没有同素异构体,纯铝、 铝锰合金、铝镁合金等不可能通过热处理相变来提高强度。但是,铝铜和铝镁硅等合金可通过固溶时效析 出强化相提高强度,称为可热处理强化铝。不能通过固溶时效析出强化相提高强度的称为不可热处理强化 铝。 2.牌号表示方法和状态代号 (1)四位数字体系牌号命名方法1997年1月1号,我国开始实施gb/t16474?996《变形铝和铝合金 牌号表示方法》标准。新的牌号表示方法采用变形铝和铝合金国际牌号注册组织推荐的国际四位数字体系 牌号命名方法
铝材发黑剂
格式:pdf
大小:12KB
页数:1P
4.4
铝材发黑剂(铝材仿古剂) 一、产品适用范围: 该药水(q/ys.207(贻顺牌))可广泛用于纯铝,铝合金,压铸铝。铝镁合金表面进行 发黑处理,使铝合金表面形成一层黑色的致密氧化膜。该氧化膜有极高的抗腐蚀性能,及优 良的耐磨性,同时黑膜均匀一致,有良好的装饰效果,集“抗腐蚀,耐磨和装饰”三大功能 于一体。产品无气味、环保无毒,有益于清洁生产。 二、产品指标: ①.淡黄色(无色)透明液体,无气味. ②.比重:1.02~1.04. ③.ph:6~8中性产品. 附注:预浸氧化剂:比重1.1~1.15 ph:碱性,无色无味透明液体 三、使用方法及流程: 四、注意事项: ①.发黑的温度在90℃左右,可用电炉或直接用电热管加热. ②.发黑前要经过预浸氧化处理才能进行下一步工序,同时预浸后工件表面要均匀一致. ③.发黑过程中为了保持药水功效的稳定性
铝材米重
格式:pdf
大小:25KB
页数:1P
4.5
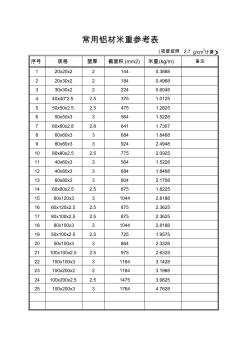
2.7g/cm3计算) 序号规格壁厚截面积(mm2)米重(kg/m) 120x20x221440.3888 220x30x221840.4968 330x30x222240.6048 440x40*2.52.53751.0125 550x50x2.52.54751.2825 650x50x335641.5228 760x60x2.82.86411.7307 860x60x336841.8468 980x80x339242.4948 1080x80x2.52.57752.0925 1140x60x335641.5228 1240x80x336841.8468 1360x80x338042.1708 1460x80x2.52.56751.8225 1560x120x3
5系铝材
格式:pdf
大小:42KB
页数:3P
4.6
5系铝材、5000系列铝合金、5xxx铝合金牌号、用途 一、5系铝合金牌号: 5005、5050、5052、5056、5083、5086、5154、5182、5252、5254、5356、5454、5456、 5457、5652、5657、5a02、5a03、5a06、5a05、5a06、5a12等。 二、5000系列铝合金、5xxx铝合金用途: 5005与3003合金相似,具有中等强度与良好的抗蚀性。用作导体、炊具、仪表板、壳与建筑 装饰件。阳极氧化膜比3003合金上的氧化膜更加明亮,并与6063合金的色调协调一致 5050薄板可作为致冷机与冰箱的内衬板,汽车气管、油管与农业灌溉管;也可加工厚板、管材、 棒材、异形材和线材等 5052此合金有良好的成形加工性能、抗蚀性、可塑性、疲劳强度与中等的静态强度,用于制造 飞机油箱、油管,以及交通车辆、
建筑机械涂漆工艺和涂漆质量问题及其解决方法 建筑机械涂漆工艺和涂漆质量问题及其解决方法
格式:pdf
大小:38KB
页数:未知
4.5
建筑机械涂漆工艺和涂漆质量问题及其解决方法张德全(上海市住乐建筑机械厂)为了使建筑机械产品不受大气和其它化学介质的浸蚀;同时使产品外表美观,一般均用漆层保护产品表面。所以油漆被称为"工业的外衣"。l涂漆前表面处理的要求1·1凡经过喷射处理的表面,应将...
电泳涂漆工艺中的螺纹保护及漆膜厚度的测定 电泳涂漆工艺中的螺纹保护及漆膜厚度的测定
格式:pdf
大小:155KB
页数:未知
4.4
带螺纹的工件在电泳涂漆后,往往会有装配不上的情况;电泳漆膜厚度的检定也须考虑简便的方法.我厂经多次试验,采用螺纹部位涂保护胶后电泳涂漆及用脱漆剂脱下电泳漆膜测厚的方法解决了这两个问题.一、电泳涂漆中的螺纹保护:解决电泳涂漆后带螺纹工件装配问题的方法较多,例如设计时预留漆膜厚度的余量;机械加工缩减螺纹尺寸,化学腐蚀漆膜,带护套或涂保护层等.我厂某定型产品的钢铁零件,规定磷化后电泳涂漆,在涂漆前的单一磷化层尚不影响装配,但涂漆后的螺纹部位则妨碍装配.为此,经试验,确定采用涂胶法保护工件的螺纹部位,以避免涂漆.
超细漆包线的涂漆工艺的力矩电机张力控制 超细漆包线的涂漆工艺的力矩电机张力控制
格式:pdf
大小:152KB
页数:未知
4.8
针对国内的漆包线涂漆设备和工艺的现状,提出超细漆包线涂漆工艺的张力控制的新方法,用张力传感器、pic16f873单片机控制芯片、力矩电机3个单元组成的控制系统来实现超细漆包线涂漆工艺的张力控制。实验和应用结果表明这种控制的方法对于提高超细漆包线的产品质量具有现实的意义。
铝材涂漆工艺相关
文辑推荐
知识推荐
百科推荐


职位:全职房建建造师
擅长专业:土建 安装 装饰 市政 园林


