

伦茨交流伺服控制器在直缝埋弧钢管超声波探伤上的应用
格式:pdf
大小:322KB
页数:2P
人气 :54
 4.7
4.7
介绍德国伦茨的交流伺服控制器在直缝埋弧钢管超声波探伤上作为位置控制和速度控制的一种应用。



编辑推荐下载

焊缝超声波探伤(第三节焊缝超声波探伤定位)
格式:pdf
大小:243KB
页数:8P
4.8
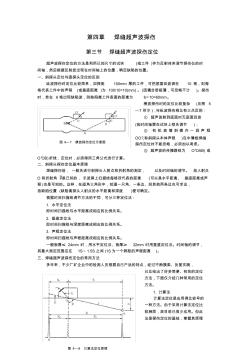
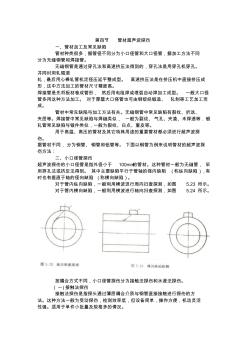
第四章焊缝超声波探伤 第三节焊缝超声波探伤定位 超声波探伤定位的方法是利用已知尺寸的试块(或工件)作为反射体来调节探伤仪的时 间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。 一、斜探头定位与直探头定位的区别 纵波探伤时定位比较简单,如探测100mm厚的工件,可把底面回波调在10格,则每 格代表工件中的声程(或垂直距离)为100/10=10(mm)。(因耦合层极薄,可忽略不计)。探伤 时,若在6格出现缺陷波,则缺陷离工件表面的距离为6×10=60mm。 横波探伤时的定位比较复杂(见图5 –7所示),与纵波探伤相比有三点区别: ①超声波射到底面时无底面回波 (故时间轴需在试块上预先调节); ②有机玻璃斜楔内一段声程 oo(称斜探头本体声程)在中薄板焊缝 探伤定位时不能忽略,必须加以考虑。 ③超声波的传播路线为
伦茨交流伺服控制器在直缝埋弧钢管超声波探伤上应用热门文档
超声波探伤在焊缝探伤中的应用
格式:pdf
大小:160KB
页数:7P
4.4
超声波技术在钢焊缝探伤中的应用 姚雷雷 (中铁西南科学研究院工程检测中心,四川省成都市西月城街118号,邮编:610031) (电子信箱:yllaolei@163.com) 摘要本文简要介绍了钢结构焊缝超声波探伤的准备工作、探伤工作重点、探伤仪器设备的校验、探伤工艺、 探伤结果分级及探伤报告的主要内容。 关键词准备工作;重点;校验;工艺;结果分级;报告内容 applicationoftheultrasonicflawdetectionforwelds insteelstructures yaoleilei abstractthispaperbrieflydiscusstheultrasonicflawdetectionforweldsinsteelstructures,mainlyincluding
管材超声波探伤
格式:pdf
大小:2.5MB
页数:19P
4.7
第四节管材超声波探伤 一、管材加工及常见缺陷 管材种类很多,据管径不同分为小口径管和大口径管,据加工方法不同 分为无缝钢管和焊接管。 无缝钢管是通过穿孔法和高速挤压法得到的,穿孔法是用穿孔机穿孔。 并同时用轧辊滚 轧,最后用心棒轧管机定径压延平整成型。高速挤压法是在挤压机中直接挤压成 形,这中方法加工的管材尺寸精度高。 焊接管是先将板材卷成管形,然后用电阻焊或埋弧自动焊加工成型。一般大口径 管多用这种方法加工。对于厚壁大口径管也可由钢锭经锻造、轧制等工艺加工而 成。 管材中常见缺陷与加工方法有关。无缝钢管中常见缺陷有裂纹、折迭、 夹层等。焊接管中常见缺陷与焊缝类似,一般为裂纹、气孔、夹渣、未焊透等.锻 轧管常见缺陷与锻件类似,一般为裂纹、白点、重皮等。 用于高温、高压的管材及其它特殊用途的重要管材都必须进行超声波探 伤。 据管材不同,分为钢管、铜管和铝管等。下面以钢管为例来
 无缝钢管超声波探伤的探讨
无缝钢管超声波探伤的探讨 无缝钢管超声波探伤的探讨
格式:pdf
大小:145KB
页数:未知
4.4
针对钢管提出了有效地检测方法及扫查方式,以及各自的检测要求。分析了无缝钢管超声波探伤时容易出现的一些波形及探伤时应注意的事项。

伦茨交流伺服控制器在直缝埋弧钢管超声波探伤上应用精华文档
超声波探伤理论基础
格式:pdf
大小:98KB
页数:8P
4.7
第一章超声波探伤的物理基础 第一节波的一般概念 1.波 介质的一切质点,是以弹性力互相联系着的,某质点在介质内振动,能激 起周围的质点振动。振动是一种很普遍的运动形式,物体在一定位置附近作周 期性的往复运动叫作机械振动。例如:钟摆的来回摆动,活塞的往复运动都是 机械振动。 振动在弹性介质内的传播过程称为波动,简称“波”。(有机械波和电磁波) 波是传递能量的一种方式,波在传播振动的同时,也将波源的能量传播出 去,即产生新的波源。例如:超声波探伤就是将探头晶片(波源)振动的能量 传递到钢材中去。 产生波动,必须有振源及可传播能量的弹性介质。 2.声波 声波是一种机械波,可在气体、液体、固体中传播;根据频率不同,它可 分为次声波、可闻波、超声波和特超声波。 (1).次声波.频率 (f)低于20hz /秒叫作次声波。 (2).声波.频率 (f)大于2
超声波探伤检测规范
格式:pdf
大小:21KB
页数:3P
4.8
超声波探伤检测规范 一.目的 对回转支承产品配套使用的毛坯内部质量进行超声波探伤检测,以确保产 品质量。 二.范围 所有进厂回转支承毛坯(包括50mn和42crmo材料) 三.检测标准 检验方法依据gb/t6402-2008≤钢锻件超声检测方法≥的规定进行检验,标准 gb/t6402-2008适用于脉冲反射式超声波检验法对厚度或直径大于100mm的碳钢 及低合金钢一般锻件的超声波检测。 四.检测条件及探伤方法 (1)环形毛坯锻件接触法检验时,一般在粗加工完成后,锻件表面粗糙度ra 值应小于3.2um,表面应平整,无影响声耦合的氧化皮,赃物等附着物, 并满足检验要求; (2)在探头与检测面之间,应使用合适的耦合剂; (3)根据锻件加工工艺,环形毛坯主要探测面为外圆百分之百检测,辅助探 测为上下端面; (4)扫查方式为手工扫查,探头在检测面的扫查间距,应保证有15%的
超声波探伤试块
格式:pdf
大小:51KB
页数:3P
4.8
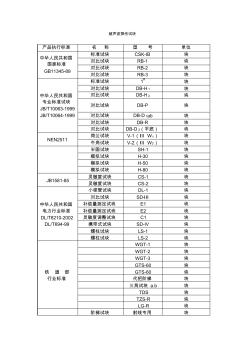
超声波探伤试块 产品执行标准名称型号单位 中华人民共和国 国家标准 gb11345-89 标准试块csk-ib块 对比试块rb-1块 对比试块rb-2块 对比试块rb-3块 中华人民共和国 专业标准试块 jb/t10063-1999 jb/t10064-1999 标准试块1#块 对比试块db-h1块 对比试块db-h2块 对比试块db-p块 对比试块db-d1ab块 对比试块db-r块 对比试块db-d2(平底)块 nen2511 荷兰试块v-1(ⅱw1)块 牛角试块v-2(ⅱw2)块 半圆试块sh-1块 模拟试块h-30块 模拟试块h-50块 模拟试块h-80块 jb1581-85 灵敏度试块cs-1块 灵敏度试块cs-2块 中华人民共和国 电力行业标准 dl/t8210-2002
超声波探伤在钢锻件无损检测中的应用
格式:pdf
大小:225KB
页数:3P
4.7
超声波探伤作为一种常用、简便的无损检测手段,可以用于各种金属铸件.焊缝.管以及板材等的探伤.是现代机械制造业中不可或缺的质量控制手段。
伦茨交流伺服控制器在直缝埋弧钢管超声波探伤上应用最新文档
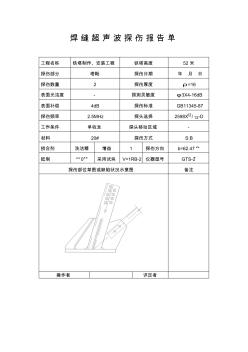
焊缝超声波探伤报告单
格式:pdf
大小:66KB
页数:1P
4.6
焊缝超声波探伤报告单 工程名称铁塔制作、安装工程铁塔高度52米 探伤部分塔靴探伤日期年月日 探伤数量2探伤厚度ρ=16 表面光洁度-探测灵敏度φ3x4-16db 表面补偿4db探伤标准gb11345-87 探伤频率2.5mhz探头选择2598x12/12-d 工作条件单收发探头移动区域- 材料20#探伤方式s:b 损合剂洗洁精增益1探伤方向b=62.47° 抵制“0”采用试块v=1rb-2仪器型号gts-2- 探伤部位草图或缺陷状况示意图备注 操作者评定者
焊缝超声波探伤缺陷性质的判断
格式:pdf
大小:333KB
页数:4P
4.6
焊缝超声波探伤缺陷性质的判断 姚志忠 (大震锅炉工业(昆山)有限公司,江苏昆山 215300) 摘 要:阐述了采用a型脉冲反射法超声波探测焊缝时,对缺陷进行性质判断的程序和方法。 关键词:焊缝;超声波探伤;缺陷定性 中图分类号:tg115.28+5 文献标识码:a 文章编号:167124423(2004)01225204 1 缺陷性质判断的适用范围 本方法适用于a型脉冲反射法对焊缝进行超 声检测缺陷定性。对余高磨平的焊缝,焊缝区域内的 各种缺陷均可用本方法进行定性,对有余高的焊缝, 只能对不包括余高的焊缝区域内的各种缺陷定性。 对缺陷定性用探头应与规定的检测探头相同。 2 缺陷性质判断依据 焊缝超声检测对缺陷定性依据为: (1)工件结构与坡口形式; (2)母材与焊材; (3)焊接方法和焊接工艺; (4)缺陷
焊缝超声波探伤报告记录
格式:pdf
大小:91KB
页数:2P
4.5
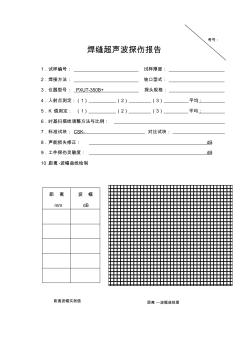
考号: 焊缝超声波探伤报告 1.试样编号:试样厚度: 2.焊接方法:坡口型式: 3.仪器型号:pxut-350b+探头规格: 4.入射点测定:(1)(2)(3)平均: 5.k值测定:(1)(2)(3)平均: 6.时基扫描线调整方法与比例: 7.标准试块:csk-对比试块: 8.声能损失修正:db 9.工件探伤灵敏度:db 10.距离-波幅曲线绘制 距离 mm 波幅 db 距离波幅实测值距离---波幅曲线图 11.缺陷示意图 12.缺陷记录 a b a a bb 序 号 缺陷指示长度mm波最高点 s1s2长度 缺陷距焊缝中 心距离mm 缺陷距 焊缝表 面深度 mm s3 高于定 量线db 值 波高 区域 评定 等级 ab s1---缺陷起始距试板左端头的距离 s2---缺陷终点距试板左端头的距离 s3---
焊缝超声波探伤缺陷分析
格式:pdf
大小:31KB
页数:5P
4.4
焊缝超声波探伤缺陷分析 摘要:焊缝的缺陷一般是由冶金和焊接技术两种原因产生。焊接过程实际上 是一个冶炼和浇铸,过程首先利用电能或其他形式的能产生高温使金属熔化,形 成熔池,熔融金属在熔池中经过冶金反应冷却,将两个母材牢固结合在一起。此 过程产生的各种缺陷,包括裂纹,气孔,夹渣等,都必须引起足够重视,要认真 分析评估,本文重点讨论了超声波探伤过程中的缺陷分析。 关键词:超声波缺陷焊缝 anlysisofdefectsonweldingseambyultrasonictest wangjiayi (1,shanghaijiaotonguniversity2,siemensvaimetaltechnology) abstract:normally,thedefectsoccuriedintheweldingseambymeta

第9章焊缝超声波探伤
格式:pdf
大小:441KB
页数:78P
4.4
第9章焊缝超声波探伤 9.1焊接常见缺陷 9.1.1焊接过程 9.1.2焊接接头形式 锅炉压力容器、压力管道等特种设备的焊接大多采用熔焊范畴的手工电弧焊,埋 弧焊(自动或半自动),气体保护焊(惰性气体保护焊,co2气体保护焊,混合气 体保护焊),药芯焊丝自动焊和电渣焊等多种焊接方法。 焊接接头的形式主要有:对接接头,角接接头,t形接头和搭接接头等几种。 对接接头常用于锅炉压力容器筒体纵、环焊缝,封头拼接焊缝,封头与筒体连接 焊缝,接管
超声波探伤仪的焊缝检验规范
格式:pdf
大小:70KB
页数:6P
4.6
超声波探伤仪的焊缝检验规范 发布时间:10-09-20来源:点击量:2187字段选择:大中小 超声波探伤仪主要用来探铸件、锻件、板材、管件及焊缝等工件; 超声波探伤仪探铸件 铸件有多种分类方法:按其所用金属材料的不同,分为铸钢件、铸铁件、铸 铜件、铸铝件、铸镁件、铸锌件、铸钛件等。 铸件由于多种因素影响,常常会出现气孔、针孔、夹渣、裂纹、凹坑等缺陷。 常用的修补设备为氩弧焊机、电阻焊机、冷焊机等。对于质量与外观要求不高的 铸件缺陷可以用氩弧焊机等发热量大、速度快的焊机来修补。 但在精密铸铜件缺陷修补领域,由于氩焊热影响大,修补时会造成铸件变形、 硬度降低、砂眼、局部退火、开裂、针孔、磨损、划伤、咬边、或者是结合力不 够及内应力损伤等二次缺陷。 冷焊机正好克服了以上缺点,其优点主要表现在热影响区域小,铸件无需预 热,常温冷焊修补,因而无变形、咬边和残
无缝管超声波探伤喷标控制的研究与设计 无缝管超声波探伤喷标控制的研究与设计
格式:pdf
大小:232KB
页数:4P
4.7
在无缝管超声探波探伤过程中,当检测仪器发现缺陷,在其缺陷位置上应用喷标进行准确的标记时,必须采用有效的方式对喷标进行合理地控制。依据无逢管探伤的机械结构和探伤过程特点,分析出各个探头与喷标之间的延迟距离。在保证标记定位精度的前提下,研究了喷标标记的控制过程,得到喷标延迟数组。应用计算机软件技术建立喷标延迟结构,采用软件算法进行了设计,取代了硬件的控制方式,达到方便使用、准确定位的目的。
伦茨交流伺服控制器在直缝埋弧钢管超声波探伤上应用相关
文辑推荐
知识推荐
百科推荐


职位:主创规划师
擅长专业:土建 安装 装饰 市政 园林


