

开式整体叶盘四坐标插铣开槽粗加工刀位轨迹规划
格式:pdf
大小:2.0MB
页数:4P
人气 :51
 4.5
4.5
提出在开式整体叶盘的粗加工阶段,采用插铣加工代替传统的五轴数控加工点铣和侧铣,实现高效加工。提出将自由曲面蜕变为直纹面,将复杂自由曲面粗加工问题转化为简单的直纹面粗加工问题。这种方法的加工效卑比传统加工方法提高约60%以上。



 开式整体叶盘通道插铣粗加工技术的研究
开式整体叶盘通道插铣粗加工技术的研究 开式整体叶盘通道插铣粗加工技术的研究
针对整体叶盘等复杂结构件,从锻造毛坯到最终零件加工成形,需要切除大量的多余材料的问题,提出了一种开式整体叶盘通道的五坐标插铣粗加工方法。利用直纹面逼近叶型曲面,进而确定通道粗加工区域的边界轮廓;通过连接刀心轨迹线和刀轴驱动线上的对应点,规划插铣粗加工叶盘通道时的刀具轨迹。加工实践表明,利用插铣方式,可以有效避免粗加工过程中的振动现象,开式整体叶盘的粗加工效率提高50%以上。
整体叶盘通道电解加工电极多维运动轨迹优化 整体叶盘通道电解加工电极多维运动轨迹优化
为了提高整体叶盘通道余量分布的均匀性,提出了电极运动轨迹优化方法。分析了电解加工间隙对电极运动轨迹的影响,优化了工具电极在叶顶及叶根圆柱面上的运动轨迹,并基于轨迹线上采样点作拟合垂线段中点的样条曲线获得新的轨迹线。为了验证优化后轨迹的合理性,进行了叶盘通道电解加工对比试验。试验表明,与优化前的轨迹相比,采用优化后的轨迹,通道型面余量差从4.5mm减小到2.0mm,叶片上采样点所对应的叶盆与叶背的余量差从3.5mm减小到1.2mm,说明该轨迹优化方法能够均匀通道型面的余量分布,优化了后续精加工工序的加工环境。
编辑推荐下载
数控超声磨削陶瓷叶片型面刀位轨迹计算 数控超声磨削陶瓷叶片型面刀位轨迹计算
格式:pdf
大小:774KB
页数:4P
4.7
介绍了陶瓷超声磨削加工现状,建立了平行直纹面数学模型.分析了用圆柱磨轮四轴数控超声磨削平行直纹面时原理误差,并提出减小误差的措施,计算出磨轮空间轨迹,并进行陶瓷叶片型面超声磨削加工工艺试验.试验结果表明,超声磨削加工陶瓷叶片型面是可行的,所完成的刀位计算可有效减小原理误差.
螺旋罗茨转子四轴加工刀路规划 螺旋罗茨转子四轴加工刀路规划
格式:pdf
大小:295KB
页数:未知
4.6
通过分析螺旋罗茨转子的成型规律,建立了球头刀加工螺旋转子的加工模型,规划了刀具路径,通过等弧长平分法和控制残留高度的等参数法两种方式处理转子端面型线数据点,比较了两种数据点处理优缺点,在此基础上定制了一种规律化的四轴编程模版,采用该模版不需太多编程经验可以快速编制加工程序,从而高效加工螺旋转子,在实际加工中,取得了较好的社会经济效益。
开式整体叶盘四坐标插铣开槽粗加工刀位轨迹规划热门文档
汽轮机长叶片型面双刀加工刀位轨迹优化算法 汽轮机长叶片型面双刀加工刀位轨迹优化算法
格式:pdf
大小:448KB
页数:未知
4.5
为改善汽轮机长叶片型面加工中的变形问题,提出了2种优化目标下的叶片型面双铣刀对刀加工刀位轨迹规划算法。首先建立了牛鼻刀的切削力与切削参数、刀具姿态的关系模型,在此基础上分别以最小径向切削合力和最小切削合力矩为优化目标计算了2把铣刀的切削刀位点和刀具姿态。采用有限元分析方法对比了传统单铣刀切削加工路径、未优化双刀切削加工路径和2种双铣刀切削加工路径下的叶片加工变形情况,结果显示:在一组给定的常用切削参数下,径向切削合力优化轨迹算法和切削合力矩优化轨迹算法可分别将叶片的平均加工变形减小约31%和55%;沿优化后的双刀切削加工路径加工能够有效改善叶片整体受力情况,减小叶片的加工变形,提高加工精度和效率。
带冠整体叶轮铣削加工工艺的探讨 带冠整体叶轮铣削加工工艺的探讨
格式:pdf
大小:113KB
页数:1P
4.3
叶轮是涡轮式发动机的主要部件,时至今日它已经被广泛的应用在各生产领域中,成为制造业、航天工业等国民经济部门的主要设备。本文从带冠整体叶轮铣削加工工艺现状入手,探讨了其相关加工新工艺,以供同行参考。
法兰盘加工工艺规划
格式:pdf
大小:305KB
页数:5P
4.4
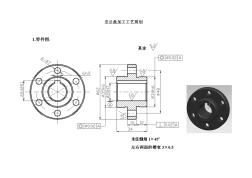
法兰盘加工工艺规划 2.零件分析 1)零件的结构特点 该法兰是一个过渡联接件,用于轴与其他部件的联接,轴与¢20h7孔配合,并通过键槽传递扭矩,¢34h6和¢35h6分别用于不同孔径 部件配合。6个¢7的孔用于部件的紧定。 2)零件毛坯与生产纲领 零件毛坯采用ht200铸造而成,年产量为5000件,属小批生产。 查表的总体毛坯余量为径向单边3mm,轴向3mm。 3)零件各加工表面及技术要求(查公差与配合表) 序号加工表面基本尺寸(mm)公差等级(mm)尺寸公差(mm)位置公差(mm)表面粗糙度(m) 162外圆面62自由公差————6.3 235外圆面35it6 0 -0.016 0.020.8 334外圆面34it60 -0.016 0.020.8 420内孔20it7 +0.021 0

三坐标测量机在整体叶盘叶片型面检测中的应用
格式:pdf
大小:1.3MB
页数:4P
4.6
叶片型面是整体叶盘设计和加工中的重要参数,能够显著影响整机性能。为了精确测量整体叶盘叶片叶型,以三坐标测量机在航空发动机整体叶盘测量方面的应用为对象,提出了用三坐标测量机通过三维曲线扫描的方法对整体叶盘叶片型面进行检测,并说明了几种不同情况的叶片叶型的计算处理方法。利用此方法可以避免传统二维曲线扫描带来的余弦误差,使得计算结果更加准确。
焊管端面加工刀盘设计初探 焊管端面加工刀盘设计初探
格式:pdf
大小:417KB
页数:3P
4.8
本文重点介绍内外倒角三种刀盘的设计::(1)复合刀具+平头刀的双刀式,(2)浮动式倒角刀+平头刀的双刀式,(3)内外倒角刀+平头刀的三刀式。对此三种刀盘的安装、对刀分别作了叙述,并对各优缺点和应用场合作了比较。
开式整体叶盘四坐标插铣开槽粗加工刀位轨迹规划精华文档
齿轮盘铣刀后刀面多轴联动数控磨削仿真 齿轮盘铣刀后刀面多轴联动数控磨削仿真
格式:pdf
大小:573KB
页数:5P
4.6
设计直纹面组合刀头,对盘形齿轮铣刀后刀面的数控磨削加工进行仿真。首先根据后刀面设计的理论公式,提出参数化设计方法,给出了在不同前后角参数下后刀面磨削点坐标计算公式及uv网坐标。分析、计算出磨削过程中对应的旋转轴数据,并推导出砂轮半径补偿计算公式。然后,用曲率方法分析磨削时的局部干涉现象,推导出避免局部干涉的砂轮半径可选择范围。最后基于vc、opengl平台给出了后刀面网格图和砂轮中心加工运动轨迹图。
基于车铣复合加工的灯罩CAM刀路设计 基于车铣复合加工的灯罩CAM刀路设计
格式:pdf
大小:246KB
页数:未知
4.5
以回转零件车/铣复合数控加工为目标,结合企业生产实际,采用优化的数控加工工艺对零件进行数控编程,并采用自定义的后处理文件生成了相应数控系统的数控代码.实验结果表明,该零件的加工质量达到了预期的加工要求,为回转零件车/铣复合数控加工提供了设计思路和方法,对其他类零件的数控加工方案具有重要的指导意义.
加工铸铁铸钢工件的高效正面铣刀 加工铸铁铸钢工件的高效正面铣刀
格式:pdf
大小:72KB
页数:未知
4.6
日本住友电气工业于2010年6月23日上市“sec—dnx”型、“sec—dnh”型、“sec—dnhs”型可高效加工铸铁及铸钢工件的刀头更换式正面铣刀的刀体以及用于这些刀体的刀片。该产品适用于加工汽车及船舶的发动机部件、汽车的车底部件、机床及产业设备的基础部分等形状复杂的大尺寸部件。
内螺纹加工铣刀的直径选择分析 内螺纹加工铣刀的直径选择分析
格式:pdf
大小:167KB
页数:3P
4.6
以理论分析为手段,确定了内螺纹加工铣刀可用的直径范围,并对该范围内最佳直径的选择进行了分析,为生产实践中内螺纹铣刀直径的选择提供了参考。
开式整体叶盘四坐标插铣开槽粗加工刀位轨迹规划最新文档
铝合金加工立铣刀系列 铝合金加工立铣刀系列
格式:pdf
大小:70KB
页数:未知
4.6
刀具以超细晶硬质合金材质为基体,并具备最适宜的刀具结构和刀型设计,结合精良的制造工艺;满足航空航天业对刀具严苛的要求,实现高精度和高效率加工。
可磨式机夹硬质合金铣槽刀的设计 可磨式机夹硬质合金铣槽刀的设计
格式:pdf
大小:394KB
页数:4P
4.7
主要阐述了机械加工中刀具因素给生产带来的困扰,如经常会遇到加工一些带沟槽的零件,使用常规刀具加工零件,生产效率低、产品质量难保证、刀具易损坏且修复困难、浪费严重。而新型可磨式机夹硬质合金铣槽刀的设计与制作,解决了加工中的难题。当刀齿磨后,可将刀齿取下修磨刀刃,用自制的对刀仪校对刀齿刀尖,重新把刀齿安装在刀柄上加工。这种新型铣沟槽刀可在普通铣床或数控铣床上使用,可铣沟槽、平面和端面,可机外对刀,减少占机时间,操作简便,结构简单,工效高,成本低。实践证明,新型可磨式机夹硬质合金铣槽刀能满足加工需求。
自动锯槽机开槽加工中锯条方向的控制 自动锯槽机开槽加工中锯条方向的控制
格式:pdf
大小:359KB
页数:2P
4.5
分析了纸盒模切版镶刀槽的加工精度对模切版质量的影响,重点阐述了自动锯切自由曲线和圆弧槽时,为减少槽宽误差实时控制锯条加工方向与曲线槽切线方向保持一致的方法。
三元开槽焊叶轮加工及自动焊接控制的研究 三元开槽焊叶轮加工及自动焊接控制的研究
格式:pdf
大小:555KB
页数:4P
4.6
本文论述了闭式三元叶轮开槽自动焊接中关键的两项技术,即闭式三元开槽焊叶轮的轮盖开槽、轮盘和轮盖加工、三元叶片铣制的加工要点和制造过程,以及应用焊接机器人实现自动焊接的控制方法的研究。此两项关键技术是最终开槽焊接成功的保证。
铝合金材料专用麻花钻的开槽刀 铝合金材料专用麻花钻的开槽刀
格式:pdf
大小:124KB
页数:未知
4.4
随着铝合金材料的广泛使用,加工铝合金麻花钻的需求量大增。但用普通麻花钻钻削铝合金材料时,钻削不顺畅,使用效率低。我们用普通钻头做了一次切削试验(切试工件为铝合金缸盖),发现在钻削过程中钻尖处粘屑很严重,钻削速度慢且振动较大,钻头寿命低。为此,我们设计了轻合金材
 数控铣用螺纹铣刀加工螺纹的优势和方法
数控铣用螺纹铣刀加工螺纹的优势和方法 数控铣用螺纹铣刀加工螺纹的优势和方法
格式:pdf
大小:90KB
页数:未知
4.5
针对外形较大、较重零件上螺纹孔和直径较大螺纹孔加工困难的问题,阐述用螺纹铣刀在数控机床上铣削螺纹孔的优势和方法。
等螺旋角锥形铣刀的加工工艺
格式:pdf
大小:1.1MB
页数:36P
4.7
北华航天工业学院毕业论文 毕业设计报告(论文) 报告(论文)题目:等螺旋角锥形铣刀的加工工艺 作者所在系部:机电工程学院 作者所在专业:飞行器制造工程 作者所在班级:b131311 作者姓名:吴忠得 作者学号:201321749 指导教师姓名:蒋放 完成时间:2017年6月1日 北华航天工业学院教务处制 北华航天工业学院毕业论文 若想大致了解本文的思路,可以首先看看第4章传动比的 分配及非园齿轮啮合节线圆的仿真 本文真正做到了,按照某一把等螺旋角锥形铣刀的技术要 求,求出了各级传动比,其中包含非园齿轮的传动比以及园 齿轮啮合节线圆的仿真。 北华航天工业学院毕业论文 北华航天工业学院 本科生毕业设计(论文)原创性及知识产权声明 本人郑重声明:所呈交的毕业设计(论文) 是本人在指导教师的指导下,独立进行研究工作取得的成果。除文中
开式整体叶盘四坐标插铣开槽粗加工刀位轨迹规划相关
文辑推荐
知识推荐
百科推荐


职位:土建工程师
擅长专业:土建 安装 装饰 市政 园林


