

基于SINOVATION的铸铁件冒口CAD模块开发
格式:pdf
大小:4.7MB
页数:5P
人气 :87
 4.5
4.5
根据冒口设计的基本理论,基于SINOVATION三维造型软件源代码,分别利用Visual Studio2005、MicrosoftAccess2003进行用户交互界面的设计和标准冒口数据库的建立,结合SINOVATION软件自带的Script语言进行了基于三维实体的铸铁件冒口CAD模块的开发。该模块覆盖了《铸造手册》中铸铁件的15种标准冒口图形,同时各项参数均可尺寸驱动任意修改。经测试,该冒口CAD模块界面友好,功能稳定,能够提高铸铁件冒口设计的精度和效率。



铸铁件冒口设计手册
铸铁件冒口设计手册 诸葛胜 福士科铸造材料(中国)有限公司 铸铁冒口设计手册 一、概述 冒口是一个个储存金属液的空腔。其主要作用是在铸件成形过程中提供由于体积 变化所需要补偿的金属液,以防止在铸件中出现的收缩类型缺陷(如图1和图2所 示),而这些需要补偿的体积变化可能有: 图1各种缩孔图2缩孔生产图a)和冒口的补缩图b) 1—一次缩孔2—二次缩孔3—缩松1—缩孔2—型腔胀大3—铸件(虚线以内) 4—显微缩松5—缩陷(缩凹,外缩孔) (1)铸型的胀大 (2)金属的液态收缩 (3)金属的凝固收缩 补偿这些体积变化所需要的金属液量随着铸型和金属种类的不同而异。此外,冒 口还有排气及浮渣和非金属夹杂物的作用。铸件制成后,冒口部分(残留在铸件上的 凸块)将从铸
编辑推荐下载
 铸铁件冷铁冒口的研究和应用
铸铁件冷铁冒口的研究和应用 铸铁件冷铁冒口的研究和应用
格式:pdf
大小:120KB
页数:未知
4.7
1.概述冷铁冒口是根据铸件均衡凝固理论与有限补缩原则,结合无冒口铸造的理论设计的新型冒口,其特点体现在压边冒口颈处安放冷铁,利用冷铁吸热消除冒口和铸件形成的接触热节,并充分利用铁液的凝固膨胀获得质量较好的铸件。例如,结构尺寸如图1所示的圆盘类铸件,要求内部组织致密,无缩孔、缩松。由于以前的粘土砂干型造型工艺一直不定型,质量很不稳定。若采用传统的方法设计冒口,则铸件的冒口根部至中间热节处常产生不同程度的缩孔、缩松缺陷。而改用
基于SINOVATION铸铁件冒口CAD模块开发热门文档
杆类铸铁件的靠边冒口 杆类铸铁件的靠边冒口
格式:pdf
大小:435KB
页数:未知
4.3
齿条、锒条、活动导轨、摇臂、立柱等杆类铸件,加工要求高,光洁度一般在(?)6~(?)8,加工表面不允许存在砂眼、气孔和缩松缺陷,并要求在零件长度方向上性能均匀。这类铸件的材质,牌号多为ht20-40,ht25-47,ht30-54。为防止渣孔和气孔的产生,浇注温度较高,一般在1350°—1380℃。铸件的重量多在200公斤以下。考虑到碳当量低,浇注温度高,铸件重量小的特点,采用冒口补缩是必要的。如果从传统的顺序凝固原则出发,采用比例法设计冒口,可将冒口安放在铸件的几何热节(一般为杆件的中部)处。这种工艺,常在铸件的热节上表面产生缩凹,冒口根部缩松,
运用均衡凝固理论设计铸铁件的补缩溢流冒口 运用均衡凝固理论设计铸铁件的补缩溢流冒口
格式:pdf
大小:231KB
页数:3P
4.5
为解决升降平台铸件环板交接处的收缩缺陷,采用侧注式浇注系统的对侧安置补缩溢流冒口,运用均衡凝固收缩模数法设计冒口尺寸,用大孔出流理论设计浇注系统。生产的铸件表面光洁,无气孔、渣孔缺陷。机加工后铸件没有缩孔、缩松缺陷,工艺出品率88.5%。证明采用均衡凝固理论设计补缩溢流冒口是可靠的。
球墨铸铁件补缩冒口的新进展 球墨铸铁件补缩冒口的新进展
格式:pdf
大小:1.3MB
页数:5P
4.8
对于铸件使用者来说,最主要的要求之一就是要保证铸件品质,无缩孔或缩松等铸造缺陷,因为这些缺陷的存在容易导致零部件的突然失效。所有铸造材料在冷却过程中均存在液态收缩,因此通常都要设计补缩冒口。在铸铁(如球墨铸铁)凝固过程中,因为石墨膨胀是有利于补缩的,如果模型设计师懂得凝固机理的话,他就会利用这一特点设计较小的冒口。综述了球墨铸铁冒口设计的基本原理。运用该原理可以减小冒口尺寸同时保证生产的球铁铸件无收缩缺陷,从而进一步提高工艺出品率,提高球铁件生产的经济效益。
套筒类铸铁件卧浇爬芯单边浇冒口工艺 套筒类铸铁件卧浇爬芯单边浇冒口工艺
格式:pdf
大小:341KB
页数:2P
4.3
应用均衡凝固补缩技术,将立浇上雨淋浇口改为卧浇单边顶注浇注系统,消除了套筒类铸件的缩孔、缩松、夹渣、气孔等缺陷,成品率由50%~80%提高到97%以上。实践证明,卧浇“顶注优先冒口靠边”是解决套筒类铸件缩孔、缩松、渣气孔等缺陷的有效途径之一
基于SINOVATION铸铁件冒口CAD模块开发精华文档
气缸体类铸铁件厚大热节处冒口的优化设计 气缸体类铸铁件厚大热节处冒口的优化设计
格式:pdf
大小:1.2MB
页数:4P
4.5
分析了目前砂型铸造生产中气缸体类铸铁件厚大热节处常用的传统补缩冒口(耳冒口)或出气冒口(飞边冒口的补缩情况)的补缩情况,简要介绍了压边冒口应用于气缸体类铸铁件的作用和效果;重点论述在气缸体类铸铁件"中部"厚大热节处应用缩颈冒口的工艺优化设计理念和技巧,及其所达到的良好技术经济效果。
均衡凝固技术系列讲座 第二讲 铸铁件冒口的类型及应用 均衡凝固技术系列讲座 第二讲 铸铁件冒口的类型及应用
格式:pdf
大小:425KB
页数:未知
4.6
一、铸铁件冒口设计原则及补缩特性1.设计原则(1)顺序凝固冒口设计原则以往铸铁件一直采用铸钢件顺序凝固原则设计冒口,从工艺上采取措施使铸件远离冒口处先凝固,接近冒口处后凝固,冒口最后凝固,其设计要点是:①冒口要安放在铸件的热节或厚壁处。②冒口补缩要求一直补缩到铸件凝固完毕,所以,冒口要等于或晚于铸件的凝固时间。③冒口的模数要大于铸件的模数。④冒口的作用范用要能覆盖铸件需要补缩的区域。
运用均衡凝固理论设计铸铁件升降平台的浇冒口系统 运用均衡凝固理论设计铸铁件升降平台的浇冒口系统
格式:pdf
大小:218KB
页数:3P
4.4
橡胶机械产品胶片机升降平台,材质ht200,重85kg,由260/110mm×75mm圆环体与400mm×400mm×40mm方板相接组成。为防止环板交接处的收缩缺陷,采用圆环体在下、方板在上的浇注工艺。侧注式浇注系统,在浇注系统对侧安置补缩-溢流冒口。运用均衡凝固收缩模数法设计冒口尺寸,用大孔出流理论设计浇注系统。设计结果:直浇道35mm,双向横浇道24/27mm×28mm,4道内浇道10/12mm×34mm,浇口截面比∑a直∶∑a横∶∑a内=1.0∶1.5∶1.6。两只冒口70mm×130mm,冒口颈厚7mm,长8mm。生产表明铸件上表面光洁,无气孔,渣孔缺陷,机加工后铸件没有缩孔、缩松缺陷,工艺出品率88.5%。证明采用均衡凝固技术设计的浇冒口系统是可靠的。
杂质泵白口铸铁件冒口及浇注系统设计 杂质泵白口铸铁件冒口及浇注系统设计
格式:pdf
大小:630KB
页数:5P
4.7
叙述了杂质泵白口铸铁件冒口设计程序和浇注系统的计算方法,以r.c.creese的计算冒口的公式为基础,以杂质泵白口铸铁件为例,说明求解冒口尺寸的过程。介绍常用的几种强化冒口补缩的措施:采用保温冒口,浇注系统通过冒口,以及一个冒口补缩多个铸件等,用所介绍的方法设计的保温冒口,生产的铸件致密性良好。
球墨铸铁件无冒口铸造工艺研究 球墨铸铁件无冒口铸造工艺研究
格式:pdf
大小:156KB
页数:2P
4.7
介绍了球墨铸铁件的凝固特点及实现球铁无冒口铸造的工艺条件,结合主轴承盖生产实例对球铁无冒口铸造工艺条件进行了论述,提出了球铁无冒口铸造的工艺控制要点。球铁无冒口铸造能提高成品率并保证产品品质,降低生产成本,经济效益可观。
基于SINOVATION铸铁件冒口CAD模块开发最新文档
大型铸铁件的铁液处理 大型铸铁件的铁液处理
格式:pdf
大小:277KB
页数:3P
4.4
介绍大型灰铁和球铁铸件原铁液的推荐化学成分和提高其力学性能的措施;同时介绍生产大型球铁件用的球化剂及球化处理工艺、孕育剂及孕育工艺的选择原则。认为要生产合格大型铸铁件,严格选料是基础,恰当的球化和孕育处理工艺是保证。
锻铁件与铸铁件的区别
格式:pdf
大小:6KB
页数:2P
4.6
一般铁艺分锻铁和铸铁之分,艺术性的话,锻铁铁艺居多,铸铁的就不考虑了, 比较粗糙,有毛边,容易生锈,而锻铁的是手工或机械加工的熟铁件,但是价格 很高 铸铁件-分类 灰口铸铁件、白口铸铁件、球磨铸铁件、可锻铸铁件、蠕墨铸铁件。铸铁市含碳 大于2.1%的铁碳合金 它是将铸造生铁(部分炼钢生铁)在炉中重新熔化,并加进铁合金、废钢、回炉 铁调整成分而得到。与生铁区别是铸铁是二次加工,大都加工成铸铁件。铸铁件 具有优良的铸造性可制成复杂零件,一般有良好的切削加工性。另外具有耐磨性 和消震性良好,价格低等特点。工业用铸铁一般含碳量为2%~4%。碳在铸铁 中多以石墨形态存在,有时也以渗碳体形态存在。除碳外,铸铁中还含有1%~ 3%的硅,以及锰、磷、硫等元素。合金铸铁还含有镍、铬、钼、铝、铜、硼、 钒等元素。碳、硅是影响铸铁显微组织和性能的主要元素。 铸铁铁艺 以灰口铸铁为主要材料
利用模数法设计球墨铸铁件的冒口冷铁工艺实例 利用模数法设计球墨铸铁件的冒口冷铁工艺实例
格式:pdf
大小:495KB
页数:未知
4.8
铸件模数的计算对控制铸件的凝固顺序十分重要。为解决发电内衬铸件上的缩松问题,笔者利用模数法设计球墨铸铁件的冒口及冷铁,且通过该方法成功地解决了铸件的缩松问题。结果表明,改进后同类产品的废品率由改进前的23.6%左右降低到2%以下。
铸铁件检验标准
格式:pdf
大小:24KB
页数:3P
4.7
v1.0可编辑可修改 1 铸铁件检验标准 一、检验项目、装配尺寸、性能、外观颜色包装。 二、检验方式:实配、测量。 三、抽样设计及允收水准 3.1依照一般检查水平:ⅰ级进行抽样。 3.2、每批从四点以上分散随机抽样。 3.3严重缺陷[cr]aql=0,主要缺陷[ma]aql=,次要缺陷[mi]aql= 四、检验内容: 4.1尺寸: 4.4.1烤板、烤网类一般检验长度与宽度尺寸,除特殊要求外,公差一般为±1.5mm。 4.4.2炉头类除了检验长度与宽度尺寸外,依照相应进料检验标准对其它重要装配尺寸进 行检验。 4.4.3其它不便检测之装配尺寸可利用检具或实配件进行检验。 4.2外观、亮度及颜色: 4.2.1铸铁烤漆件 a.刮边平直,无披锋、利边及尖角,无裂纹,无气孔起皮,浇铸不足、冷隔、沙粒、蚀料 等铸造缺陷。所有孔洞<3mmx1mm(深),且在1
铸铁件通用检验标准
格式:pdf
大小:120KB
页数:7P
4.7
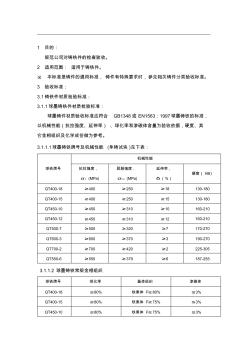
1目的: 规范公司对铸铁件的检查验收。 2适用范围:适用于铸铁件。 ※本标准是铸件的通用标准,铸件有特殊要求时,参见相关铸件分类验收标准。 3验收标准: 3.1铸铁件材质检验标准: 3.1.1球墨铸铁件材质检验标准: 球墨铸件材质验收标准应符合gb1348或en1563:1997球墨铸铁的标准, 以机械性能(抗拉强度、延伸率)、球化率和渗碳体含量为验收依据,硬度、其 它金相组织及化学成份做为参考。 3.1.1.1球墨铸铁牌号及机械性能(单铸试块)见下表: 球铁牌号 机械性能 抗拉强度, σb(mpa) 屈服强度, σ0.2(mpa) 延伸率, δ(%) 硬度(hb) qt400-18≥400≥250≥18130-180 qt400-15≥400≥250≥15130-180 qt450-10≥450≥310≥10160-210


基于SINOVATION铸铁件冒口CAD模块开发相关
文辑推荐
知识推荐
百科推荐


职位:安全监理工程师
擅长专业:土建 安装 装饰 市政 园林


