

合金钻头全面钻进法在野马泉矿区碳质灰岩地层中的应用
格式:pdf
大小:222KB
页数:3P
人气 :98
 4.6
4.6
在野马泉矿区,60~400m之间构造破碎带中发生孔内漏失以及在500m以下的中深孔中出现以碳质灰岩为代表的复杂地层成为制约钻探施工的主要问题,同时也严重影响地质找矿效果。2010年下半年,我们在三个钻孔中对水敏性较强的碳质灰岩试用了合金钻头"全面钻进"的方法,使复杂地层中易溶于水的成分充分分散在冲洗液中,较好地阻止了该复杂地层的坍塌、缩径,达到了稳定孔壁的目的。



 谈合金钻头钻进和绳索取心
谈合金钻头钻进和绳索取心 谈合金钻头钻进和绳索取心
一九八四车,我队进入水城格目底煤田。该煤田地层的钻进特点是:岩层可钻性级别不高(ⅲ—ⅵ级),硬夹层不厚且不很硬(ⅶ—ⅷ级),地形切割厉害,或涌或漏甚至在一个钻孔中涌漏(水)兼而有之的现象较为普遍,煤系厚,岩层含泥质重,水敏性强;煤层多,标志层不清。为了有效地推行绳取钻进,以期用先进工艺突破取心质量关、复杂地层关和深孔施工关。我们即开始了合金绳取钻进的研究。自八四年四月开始至八五年底,已在十二个孔的局部或全孔进行了(生产)试验,最大试验孔深540.35米,总工作量3401米。
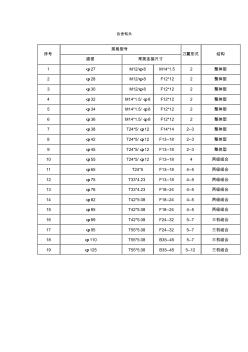
合金钻头
合金钻头 序号 规格型号 刀翼形式结构 直径常规连接尺寸 1φ27m12/φ8m14*1.52整体型 2φ28m12/φ8f12*122整体型 3φ30m12/φ8f12*122整体型 4φ32m14*1.5/φ8f12*122整体型 5φ34m14*1.5/φ8f12*122整体型 6φ36m14*1.5/φ8f12*122整体型 7φ38t24*5/φ12f14*142--3整体型 8φ42t24*5/φ12f13--182--3整体型 9φ45t24*5/φ12f13--182--3整体型 10φ55t24*5/φ12f13--184两级组合 11φ65t24*5f13--184--5两级组合 12φ75t33*4.23f13--184--5两级组
编辑推荐下载
湖南新化灰岩矿φ56硬质合金钻头钻进技术 湖南新化灰岩矿φ56硬质合金钻头钻进技术
格式:pdf
大小:435KB
页数:3P
4.8
五年来,我队采用了φ56合金钻头钻进灰岩万余米,较多钻头的寿命超过20米,时效高,岩心完整,取得了较好的效果。一、钻进施工地层所有钻孔穿过棋梓桥组石次岩共三层:第一层:厚度约160米,由灰、深灰色厚层—巨厚层灰岩,
合金钻头全面钻进法在野马泉矿区碳质灰岩地层中应用热门文档
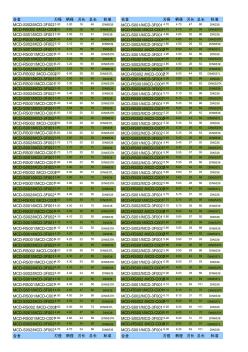
合金钻头速查
格式:pdf
大小:49KB
页数:4P
4.4
合金刃径柄径刃长总长标准合金刃径柄径刃长总长标准 mcd-s002/mcd-3f0023.003.001646din6539mcd-s001/mcd-3f0014.704.704780din338 mcd-rs002/mcd-c0023.006.002862din6537lmcd-rs001/mcd-c0014.704.702458din6537k mcd-s001/mcd-3f0013.003.003361din338mcd-s001/mcd-3f0014.804.805286din338 mcd-rs001/mcd-c0013.003.001646din6537kmcd-rs001/mcd-c0014.804.802662din6537k mcd-s002/mcd-3f002
冲击回转钻进条件下硬质合金钻头柱齿磨损机理 冲击回转钻进条件下硬质合金钻头柱齿磨损机理
格式:pdf
大小:284KB
页数:5P
4.6
减缓钻头硬质合金柱齿的磨损速度,对提高钻头工作效率、延长钻头使用寿命、降低钻进成本等具有重要意义。在利用扫描电子显微镜(sem)对钻头柱齿详细观测的基础上,提出了风动潜孔锤钻头硬质合金柱齿新的劣化机理和磨损机理:劣化机理包括混合规模裂隙的形成、wc颗粒规模裂隙形成和wc颗粒的氧化和腐蚀;磨损机理包括wc颗粒的破碎和碎片释放、整体或部分wc颗粒的脱离、碳化物的摩擦化学磨损等。分析了边齿因回转线速度大,磨损也增大,wc颗粒的破碎和碎片释放量增大而磨耗严重的机理;因wc颗粒的整体脱离使柱齿产生较大面积的磨损,导致钻进效率的大幅度降低;给出了钻头柱齿必须及时加以修磨的合理使用方法。

合金钻头全面钻进法在野马泉矿区碳质灰岩地层中应用精华文档
 碎合金钻头的研制与应用
碎合金钻头的研制与应用 碎合金钻头的研制与应用
格式:pdf
大小:265KB
页数:2P
4.3
采用废旧合金,经过硝酸烧洗,人工手锤砸碎合金.碎合金的粒度以两个棱角的最大距离在2.5—3.5mm为试验效果最佳.钻头体采用φ91×8mm钻头料车制而成.其规
热压针状合金钻头的研制与应用 热压针状合金钻头的研制与应用
格式:pdf
大小:275KB
页数:3P
4.4
在小口径钻进中,金钢石钻头所遇到的岩层性质是多种多样的,这就要求有与之相适应的钻头。因此,研制和改进针状合金钻头与金刚石钻头配套使用就有着重要的现实意义。为提高钻头质量,扩大使用范围,我们采用了热压法研制针状合金钻头的新工艺。
硬质合金钻头的应用问题 硬质合金钻头的应用问题
格式:pdf
大小:399KB
页数:未知
4.7
近十年来,在孔加工,特别是钻削方面,尚未获得显著进展。这主要是由于普通麻花钻的结构和加工方法不能满足硬质合金所需要的加工条件。按din8037所规定的锒硬质合金刀片的麻花钻,从结构方面来看,没有显著提高切削效率的条件。一般硬质合金在中断切削及刀片局部超负荷的情况下(例如工件具有坚硬的夹杂物),常常会出现崩刃,它与刀具本身的磨损不同,特别对于耐磨的硬质合金来说,对此特别敏感。当刀片承受的负荷和切削热分布不均匀或温度变化时,刀刃常常会出现热裂纹和梳状裂
合金钻头全面钻进法在野马泉矿区碳质灰岩地层中应用最新文档
通用钻头改制的铝镁合金钻头 通用钻头改制的铝镁合金钻头
格式:pdf
大小:280KB
页数:2P
4.3
通用钻头经过刃磨改进几何角度后,钻削铝镁合金零件,增加了切削性能,保证产品质量,并提高生产效率,以下是钻头的几何角度,以供参考。一、前角:外圆处为8°±3°,越近中心逐渐减小,接近中心处为-13°+3°,如果不把前角磨小当钻头占透时,发生零件往上跳动造成孔椭圆,甚至报废,把不住零件造成机床事
如何选择硬质合金钻头?
格式:pdf
大小:35KB
页数:2P
4.6
连怡机电技术(上海)有限公司 连怡机电技术(上海)有限公司www.***.*** 如何选择硬质合金钻头? 选用硬质合金钻头的考虑因素 1.加工稳定性 除了考虑钻孔精度要求外,选择钻头时还需考虑加工机床的稳定性。机床稳定性对于钻 头的安全使用寿命和钻孔精度至关重要,因此需要仔细检验机床主轴、夹具及附件的工作 状态。 此外,还应考虑钻头自身的稳定性。例如,整体硬质合金钻头刚性最好,因此可达到很 高的加工精度。而硬质合金可转位刀片钻头的结构稳定性较差,容易发生偏斜。这种钻头 上安装了两片可转位刀片,其中内刀片用于加工孔的中心部分,外刀片则加工从内刀片至 外径处的外缘部分。由于在加工初始阶段只有内刀片进入切削,钻头处于不稳定状态,极易 引起钻体偏斜,且钻头越长,偏斜量越大。 因此,在使用长度超过4d的硬质合金可转位刀片钻头进行钻削加工时,在开始钻进阶




什么是硬质合金钻头
格式:pdf
大小:18KB
页数:2P
4.8
什么是硬质合金钻头 硬质合金钻头通常情况下被认为是一种用于岩心钻探所的钻头。简单来说,在进行岩心钻探 所的工作的时候,硬质合金钻头是依靠钻压工艺与自身旋转所产生的冲击载荷破碎岩石的。 在整个凿岩钻进过程中,钻头会经常受到高频率的冲击载荷,而且受到扭转、弯曲、拉伸、 压缩等多种复合应力的作用,在高速回转碰撞的环境下经受岩石、岩粉和矿水等工作介质的 磨损与腐蚀。 硬质合金钻头的特点以及用途: 1、能够适合较为复杂材质的钻孔,可以选择较高的切削速度。 2、精选合金钻头专用的高性能合金刀片,有效减少崩刀,保持良好的耐磨性。 3、多层几何切削端刃,提高排泄性能,保持较小的切削阻力。 4、除常用的直角柄外,备有多种柄型,适合多种钻机,钻床配用。 常见硬质合金钻头的分类和牌号: 1、yg3x(k01):硬度≥91.5;在钨钴钛合金中耐磨性最好,但冲击韧性较差,适于铸铁, 有色金属及其合
合金钻头全面钻进法在野马泉矿区碳质灰岩地层中应用相关
文辑推荐
知识推荐
百科推荐


职位:水利水电工程项目副经理
擅长专业:土建 安装 装饰 市政 园林


