

基于硅胶模技术的小批量塑料件快速制造
格式:pdf
大小:1.9MB
页数:4P
人气 :79
 4.3
4.3
介绍了近年来不断被用于塑料工业的硅胶模真空注型快速制造技术。概述了硅胶模真空注型技术的特点、应用范围,介绍并分析了小批量塑料件的制造工艺方法。



 集成RP/RT/CAE的塑料件快速开发研究
集成RP/RT/CAE的塑料件快速开发研究 集成RP/RT/CAE的塑料件快速开发研究
详细介绍了快速成型和硅胶模具技术的基本工艺流程,应用moldfow软件对硅胶模真空注型过程进行了最近浇口位置及流动性分析,并制作了真空注型件。结果表明,集成rp/rt/cae技术可以大大缩短塑料件的开发周期、节约开发成本。
塑料件质量要1
塑料件质量要求: 为了让供应商更好地掌握本公司的质量要求,需满足以下条件: 一,塑料件的材质一定要符合本公司的订单需求. 二,塑料件要满足装配要求以及应有的功能.. 三,塑料件表面容易产生的外观缺点要符合我司品质要求. 3.1不允许表面有色差.(特别是需要发外喷漆的产品,统一要原色,不允许有杂质及其它颜色) 3.2不允许有缺料. 3.3不允许有变形.特别是影响组装及无法使用的变形,绝不允许. 3.4不允许有披锋.影响装配及主要外观的不接受.披锋需小于可接触面1mm. 3.5正面不允许有麻点.外径大于¢0.8mm的麻点在正面一个不接受,小于¢0.4mm的麻点可 接受3点以内,同一个面不允许有3点以上. 3.6不允许产品正面有凹凸不平,顶针高,底材刮花的缺点. 3.7刮花不允许(特别是车厂的产
编辑推荐下载
UPVC塑料件要点
格式:pdf
大小:404KB
页数:14P
4.8
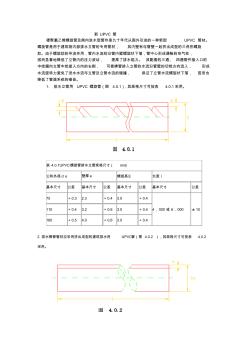
新upvc管 硬聚氯乙烯螺旋管及侧向进水型管件是九十年代从国外引进的一种新型upvc管材。 螺旋管是用于建筑物内部排水立管的专用管材,其内壁有与管壁一起挤出成型的三角形螺旋 肋。由于螺旋肋的导流作用,管内水流则沿管内壁螺旋状下落,管中心形成通畅的空气柱, 因而显著地降低了立管内的压力波动,提高了排水能力。其配套的三通、四通管件接入口的 中线偏向立管中线接入方向的右侧,可使横管排入立管的水流沿管壁的切线方向流入,形成 水流旋转力避免了进水水流与立管及立管水流的碰撞,保证了立管水流螺旋状下落,因而也 降低了管道系统的噪音。 1.排水立管用upvc螺旋管(图4.0.1),其规格尺寸可按表4.0.1采用。 表4.0.1upvc螺旋管排水立管规格尺寸(mm) 公称外径de壁厚e螺旋高e长度l 基本尺寸公差基本尺寸公差基本尺寸公差基本尺寸公差
硅胶模技术小批量塑料件快速制造热门文档
单件小批量铸钢件产品质量检验与控制 (2)
格式:pdf
大小:10KB
页数:3P
4.6
个人收集整理-zq 1/3 单件小批量铸钢件多为不定型单件生产,没有铸造工艺验证环节,而铸造工艺地合理编制, 实践经验是很重要地依据.加之铸钢其含碳量低(≤%),浇注温度高(可达℃),因此在砂型铸造 生产中铸钢件或多或少地存在一些铸造缺陷.技术、检测能力强、生产条件好地企业铸造质 量能够得到自行控制,但差一些地企业生产铸钢件地质量就需要我们在检验中特别注意. 典型缺陷目视特征和主要形成原因 单件小批量铸钢件常见地缺陷有:裂纹、气孔、夹砂、夹杂、缩孔、疏松、内冷铁未熔合、 泥芯撑未熔合等. .热裂纹裂缝为不规则曲线,内表面比较粗糙且呈氧化铁黑褐色.冷裂纹:裂纹线条较直、 裂缝内表面洁净且呈金属光泽.产生地原因属于钢水在凝固过程中铸件地收缩应力造成.铸钢 件根部上表面打磨后内部热裂纹目视特征为夹砂引起地热裂纹,产生地原因为合箱时型砂掉 人型腔而未清除,浮砂
单件小批量铸钢件产品质量检验与控制 单件小批量铸钢件产品质量检验与控制
格式:pdf
大小:51KB
页数:2P
4.7
单件小批量铸钢件,一般为手工砂型铸造。砂型铸造方式生产的铸件质量受诸多因素影响,如:铸件结构的合理性、铸造工艺编制的合理性、钢水的冶炼质量(去杂质、除渣、除气等)、型砂的性能(耐火度、强度、透气性等)、造型紧实度控制、合箱时型腔质量控制、浇注温度、浇注速度、开箱温度、热处理(炉内温度场分布、铸件的放置)等等,上述因素若有其中一个环节控制不当就会产生缺陷,造成铸件质量的降低甚至报废。天然气候也会影响铸件质量,如夏季雨水多空气湿度大易造成铸件产生气孔等缺陷。
单件小批量铸钢件产品质量检验与控制
格式:pdf
大小:10KB
页数:3P
4.3
个人收集整理-zq 1/3 单件小批量铸钢件多为不定型单件生产,没有铸造工艺验证环节,而铸造工艺地合理编制, 实践经验是很重要地依据.加之铸钢其含碳量低(≤%),浇注温度高(可达℃),因此在砂型铸造 生产中铸钢件或多或少地存在一些铸造缺陷.技术、检测能力强、生产条件好地企业铸造质 量能够得到自行控制,但差一些地企业生产铸钢件地质量就需要我们在检验中特别注意. 典型缺陷目视特征和主要形成原因 单件小批量铸钢件常见地缺陷有:裂纹、气孔、夹砂、夹杂、缩孔、疏松、内冷铁未熔合、 泥芯撑未熔合等. .热裂纹裂缝为不规则曲线,内表面比较粗糙且呈氧化铁黑褐色.冷裂纹:裂纹线条较直、 裂缝内表面洁净且呈金属光泽.产生地原因属于钢水在凝固过程中铸件地收缩应力造成.铸钢 件根部上表面打磨后内部热裂纹目视特征为夹砂引起地热裂纹,产生地原因为合箱时型砂掉 人型腔而未清除,浮砂

塑料件进料检验标准
格式:pdf
大小:183KB
页数:12P
4.6
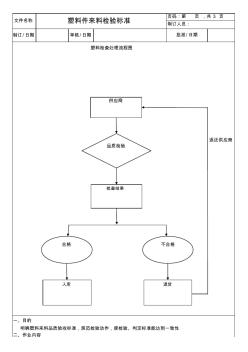
制订/日期审核/日期 返还供应商 批准/日期 文件名称塑料件来料检验标准 页码:第页,共3页 制订人员: 塑料检查处理流程图 明确塑料来料品质验收标准,规范检验动作,使检验、判定标准能达到一致性 一、目的 二、作业内容 供应商 品质检验 检查结果 合格 入库 不合格 退货 制订/日期审核/日期批准/日期 文件名称塑料件来料检验标准 页码:第页,共3页 制订人员: 检测项目判定 异色点mi 点缺陷mi 缩水mi 划痕ma 丝印不良ma 色差、 亮斑 ma 边拖花mi 裂纹ma 多胶点ma 烧焦ma 熔接线mi 流纹ma 变形ma 其它mi crmami √ 实测尺寸大于要求±0.5mm,但组装后 不影响产品的使用性能和外观 检验 项目
硅胶模技术小批量塑料件快速制造精华文档
车用塑料件涂料及其涂装 车用塑料件涂料及其涂装
格式:pdf
大小:135KB
页数:4P
4.6
阐述了汽车塑料件涂料涂装常见的失效形式及分析、塑料件损伤的修理方法和车用塑料件涂装常见的涂料种类。同时介绍了汽车塑料件的喷涂前处理、喷涂施工及硬塑料件的喷涂方法。
薄壁塑料件注塑模具设计 薄壁塑料件注塑模具设计
格式:pdf
大小:372KB
页数:3P
4.4
分析薄壁塑料件的设计过程,重点阐述根据模具结构、塑料件成型工艺、塑料件表面质量等来选择进胶方式和位置。通过优化塑料件壁厚和模具结构,实现生产可靠、尺寸稳定,质量满足要求,并总结此类塑料件的模具设计要点。
客车空调检修小车小批量投产
格式:pdf
大小:166KB
页数:1P
4.7
四方车辆研究所根据配属空调客车车辆段的需要,研制出客车空调检修小车。该车可进行空调制冷系统的检漏、局部焊接、抽真空、充制冷工质等;配备的工具可以割管、

塑料件IMD、INS工艺简介及设计注意要点
格式:pdf
大小:197KB
页数:6P
4.8
塑料件imd、ins工艺简介 及设计注意要点 1.imd、ins工艺原理及应用范围.................................................................................1 1.1imd、ins工艺简介...............................................................................................1 1.2imd、ins工艺应用范围.......................................................................................1 2.imd、ins工艺流程...........................

硅胶模技术小批量塑料件快速制造最新文档

塑料件连接焊接
格式:pdf
大小:2.1MB
页数:14P
4.4
2-5组装设计(assemblydesigh) 由于塑料材料之多变化性,遂使得组装塑料零件的方法五花八门,一般大概可分为机械组装,溶剂组装, 黏著剂组装及焊接组装等四种。表2-5为一般常用材料其各种组装法好坏之比较。 2-5-1机械组装(mechanicalassembly) 以机械性的方法来连接塑料品是组装中最基本的方法,部份原因是因此方法在金属工业上已使用经年。机 械组装基本上可分为接合法(fits)及扣接法(fasteners),其好处为成本低,可重复使用,接装速度快且效 果良好。但质软易变形的材料加ldpe及硬而脆的材料皆不适宜用扣接法。接合法一般可分为迫紧法 (snap-fits)、压紧法(press-fits)及打桩法(staking),扣接法则有具螺纹之螺丝(screw)、螺丝加螺帽(nut) 与夹箍(clips)、铆接(riv


塑料件IMG工艺简介及设计注意要点
格式:pdf
大小:843KB
页数:5P
4.7
塑料件img工艺简介 及设计注意要点 1.img工艺原理及应用范围...........................................................................................................1 1.1img工艺简介..................................................................................................................1 1.2img工艺应用范围..........................................................................................................
塑料件卡扣设计
格式:pdf
大小:378KB
页数:3P
4.5
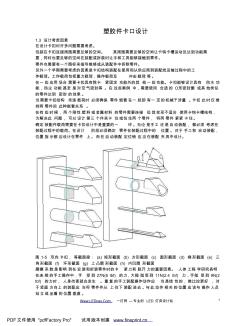
www.***.***一灯网---专业的led灯具设计站1 塑胶件卡口设计 1.3设计考虑因素 在设计卡扣时许多问题需要考虑。 包装在卡扣连接周围需要足够的空间。其周围需要足够的空间让卡钩卡槽运动及达到功能需 要,同时也要足够的空间在装配或拆装时让手和工具能够接触到零件。 零件也需要有一个图标来指导维修或从装配件中拆除零件。 另外一个早期需要考虑的因素是卡扣结构装配在使用和从供应商到装配线运输过程中的工 作载荷。工作载荷包括重力载荷,操作载荷及冲击载荷等。 在一些应用场合需要卡扣具有除卡紧固定功能外的其他一些功能。卡扣能够设计具有防水功 能,防尘功能甚至是对空气密封等。在这些案例中,需要使用合适的o形密封圈或其他类似 的零件达到密封的效果。 当需要卡扣结构传递载荷时必须确保零件嵌套在一起即有一定的机械干涉量。卡扣此时仅维 持
薄板塑料件快速连接结构 薄板塑料件快速连接结构
格式:pdf
大小:178KB
页数:未知
4.8
本实用新型涉及一种薄板塑料件快速连接结构,它包括柔性套管、塑料件和固定件,柔性套管由内置的金属螺母和外围包覆的弹性材料构成,弹性材料的中间开设竖直通孔,金属螺母横向固定在竖直通孔中,塑料件上开有圆孔,柔性套管从圆孔中插进塑料件,固定件中开设有圆孔让柔性套管穿过,弹性材料中的
利用现有镀锌条件解决小批量零件的发黑问题 利用现有镀锌条件解决小批量零件的发黑问题
格式:pdf
大小:305KB
页数:未知
4.3
我厂是国家定点生产系列医用x线机的企业,x线机是光学设备,每台机上的遮光器都需黑化处理。而黑化件又不多,按设备年产量,每年集中处理一次。以往这类黑化件均按传统方法处理,即钢铁件采用高温碱性发蓝工艺,黄铜制品采用铜氨黑化工艺,但是这种作法存在下述问题:
塑料件涂装技术及涂膜常规检测方法 塑料件涂装技术及涂膜常规检测方法
格式:pdf
大小:166KB
页数:4P
4.6
简要介绍塑料件机械损伤修补及表面处理方法,详细阐述塑料件涂装工艺、缺陷防治及涂膜常规检测项目,同时就新工艺、新技术在塑料涂装中的应用进行探讨。
泡沫塑料件防火结构的设计 泡沫塑料件防火结构的设计
格式:pdf
大小:1.3MB
页数:2P
4.5
本文主要对家用电器机内泡沫的结构进行了研究分析,最终通过在泡沫件局部外侧镶嵌包覆钣金件的方式,设计了一套简便可靠的泡沫塑料件防火结构。该结构成本较低,耐温可达到120℃,能够使产品满足ul、3c安全认证要求。
浅谈塑料件低温底漆的应用 浅谈塑料件低温底漆的应用
格式:pdf
大小:523KB
页数:1P
4.7
为适应节能、环保要求,降低涂装成本,提高产品的市场竞争力,奇瑞公司塑料件涂装采用了低温底漆工艺。介绍了汽车塑料件的低温底漆涂装工艺流程,着重说明了塑料件低温底漆涂装工艺的注意事项。
硅胶模技术小批量塑料件快速制造相关
文辑推荐
知识推荐
百科推荐


职位:水利工程规划工程师
擅长专业:土建 安装 装饰 市政 园林


