





【工程常用表格】钢结构焊接(贴角焊、T型接头焊)质量检验评定表
序号 12345678910 气孔 咬边 2 3 1第10.3.1条 对所有焊缝都应进行外观检查,内部检查以超声波探伤为主。 年月日年月日 技术负责人:质检员:填表人:年月日 平均 合格率 (%) 项目负责人:监理工程师: 评定 等级 承 包 单 位 自 评 意 见 监 理 意 见 x射线检验 焊脚宽 合 格 率 % 1 焊缝 质量 检验 级别 外观 检查 实测值或实测偏差值 (mm) 焊缝余高 应 检 点 数 合 格 点 数 超声波检验 序 号 实测项目 规定值或 允许偏差 (mm) 质保资料必须符合相关管理法规和质量标准的要求。 在双侧贴角焊缝时,焊缝不必将板全厚熔透,箱型组合构件用 单侧焊缝连接时,其未熔透部分的厚度不大于0.25倍板厚,最大 不大于4.0mm。 对接焊缝要求熔透者,咬合部分不小于2mm,角焊缝(

钢结构焊接(对接焊)质量检验评定表
序号 12345678910 气孔 咬边 2 3 4 实测值或实测偏差值(mm) cjj2—90 第10.3.1条 年月日 技术负责人:质检员:填表人:年月日 监理工程师: 年月日 平均 合格率 (%) 项目负责人: 评定 等级 承 包 单 位 自 评 意 见 监 理 意 见 质量情况 对所有焊缝都应进行外观检查,内部检查以超声波探伤为主 超声波检验 焊缝错边 焊缝余高 焊缝凹面值 焊缝 质量 检验 级别 序号实测项目规定值或 允许偏差(mm) x射线检验 1 外观 检查 检查项目质量要求 应检 点数 合格 点数 合 格 率 (%) 在双侧贴角焊缝时,焊缝不必将板全厚熔透,箱型组合构件用单侧焊缝连 接时,其未熔透部分的厚度不大于0.25倍板厚,最大不大于4.0mm 质
编辑推荐下载
建材1:钢结构焊接分项质量检验评定表
格式:pdf
大小:26KB
页数:1P
 4.6
4.6
钢结构焊接分项质量检验评定表 建设单位:检定no.83 施工单位:年月日 车间煤粉制备成品名称图号 保 证 项 目 项目质量情况 1焊条、焊剂、焊丝和施焊用的保护气体,必须符合设计要求和钢结构 焊接的专门规定。 符合要求 2焊工必须经考试合格,有相应条件的合格证符合要求 3受拉(压)要求与母材等强度的焊接必须经超声、x射线探伤检验, 其结果符合设计要求、施工规范和钢结构焊接的有关规定。 符合要求 4焊缝表面严禁有裂纹、夹渣、焊瘤、烧穿、弧坑、针状气孔和熔合性 飞溅等缺陷,气孔、咬边必须符合施工规范的规定。 符合要求 基 本 项 目 项目 质量情况 等级 12345678910 1焊接外观 优 良 优 良 优 良 优 良 优 良 优 良 优 良 优 良 优 良 优 良 优良 允 许 偏 差 项 目 项目 允许偏差(mm)实测值
钢结构焊接贴角焊、T型接头焊质量检验评定表热门文档
钢筋焊接(点焊)质量检验评定表
格式:pdf
大小:26KB
页数:1P
4.7
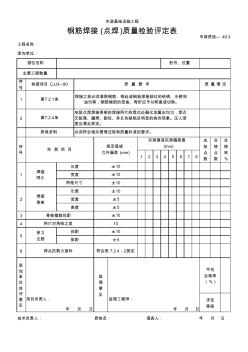
市政基础设施工程 钢筋焊接(点焊)质量检验评定表 市政质检--40.3 工程名称: 承包单位:共页第页 部位名称桩号、位置 主要工程数量 序 号 检查项目cjj2-90质量要求质量情况 1第7.2.1条 焊接之前必须清除钢筋、钢丝或钢板焊接部位的铁锈、水 锈和油污等;钢筋端部的扭曲、弯折应予以矫直或切除。 2第7.2.4条 电阻点焊焊接骨架和焊接网片的焊点处融化金属应均匀, 焊点无脱落、漏焊、裂纹、多孔性缺陷及明显的烧伤现象。 压入深度应满足规定。 质保资料必须符合相关管理法规和质量标准的要求。 序 号 实测项目 规定值或 允许偏差 (mm) 实测值或实测偏差值(mm)应 检 点 数 合 格 点 数 合 格 率 % 12345678910 1 焊接 网片 长度±10 宽度±10 网

钢结构焊接分项工程质量检验评定表
格式:pdf
大小:36KB
页数:2P
4.5
钢结构焊接分项工程质量检验评定表 单位工程名称:部位: 桩 号 纵高 程 施工单位 横工程量 保 证 项 目 项目质量情况 1焊条、焊剂、焊丝和施焊用的保护气体等必须符合设计要求和钢结构焊接的专门规定。 2焊工必须经考试合格,并取得相应施焊条件的合格证。 3承受拉(压)力且要求与母材等强度的焊缝,必须经超声波、x射线探伤检验,其结果必须符合设计要求、施工规范和钢结构焊接的专门规定。 4 焊缝表面严禁有裂纹、夹渣、焊瘤、烧穿、弧坑、针状气孔和熔合性飞溅等缺陷。 气孔、咬边必须符合施工规范规定。 基 本 项 目 项目 质量情况 等级 12345678910 焊缝外观 允 许 偏 差 项 目 项目允许偏差(mm) 实测值(mm) 12345678910 1 对 接 焊 缝 焊缝余高 (mm) <20 一级

钢结构焊接分项工程质量检验评定表 (2)
格式:pdf
大小:28KB
页数:1P
4.3
建8-1-1 钢结构焊接分项工程质量检验评定表 工程名称:部位: 保 证 项 目 项目质量情况 1 焊条、焊剂、焊丝和施焊的保护气体必须符合设计要求和钢结 构焊接的专门规定 2焊工必须经考试合格,有相应施焊条件的合格证 3 受拉(压)与母材等强度焊缝必须经超声、x射线探伤检验, 其结果必须符合设计要求、施工规范和钢结构焊接的专门规定。 4 焊缝表面严禁有裂纹、夹渣、焊瘤、烧穿、弧坑、针状气孔和 熔合性飞溅等缺陷。气孔、咬边必须符合施工规范的规定 基 本 项 目 项目 质量情况 等级 12345678910 焊缝外观 允 许 偏 差 项 目 项目 允许偏差 (mm) 实测值(mm) 12345678910 1 对 接 焊 缝 焊缝余高 (mm) b<20 一级0.5~2.0 二级0.5~2

钢结构焊接分项工程质量检验评定表(整理)
格式:pdf
大小:28KB
页数:1P
4.6
建8-1-1 钢结构焊接分项工程质量检验评定表 工程名称:部位: 保 证 工 程 项目质量情况 1 焊条、焊剂、焊丝和施焊地保护气体必须符合设计要求和钢结 构焊接地专门规定 2焊工必须经考试合格,有相应施焊条件地合格证 3 受拉(压)与母材等强度焊缝必须经超声、x射线探伤检验, 其结果必须符合设计要求、施工规范和钢结构焊接地专门规 定. 4 焊缝表面严禁有裂纹、夹渣、焊瘤、烧穿、弧坑、针状气孔和 熔合性飞溅等缺陷.气孔、咬边必须符合施工规范地规定 基 本 工 程 项目 质量情况 等级 12345678910 焊缝外观 允 许 偏 差 工 程 项目 允许偏差 (mm) 实测值(mm) 12345678910 1 对 接 焊 缝 焊缝余高 (mm) b<20 一级0.5~2.0 二级0.5~

钢结构焊接分项工程质量检验评定表(整理) (2)
格式:pdf
大小:28KB
页数:1P
4.6
建8-1-1 钢结构焊接分项工程质量检验评定表 工程名称:部位: 保 证 工 程 项目质量情况 1 焊条、焊剂、焊丝和施焊地保护气体必须符合设计要求和钢结 构焊接地专门规定 2焊工必须经考试合格,有相应施焊条件地合格证 3 受拉(压)与母材等强度焊缝必须经超声、x射线探伤检验, 其结果必须符合设计要求、施工规范和钢结构焊接地专门规 定. 4 焊缝表面严禁有裂纹、夹渣、焊瘤、烧穿、弧坑、针状气孔和 熔合性飞溅等缺陷.气孔、咬边必须符合施工规范地规定 基 本 工 程 项目 质量情况 等级 12345678910 焊缝外观 允 许 偏 差 工 程 项目 允许偏差 (mm) 实测值(mm) 12345678910 1 对 接 焊 缝 焊缝余高 (mm) b<20 一级0.5~2.0 二级0.5~
钢结构焊接贴角焊、T型接头焊质量检验评定表精华文档

钢结构焊接分项工程质量检验评定表
格式:pdf
大小:28KB
页数:1P
4.5
建8-1-1 钢结构焊接分项工程质量检验评定表 工程名称:部位: 保 证 项 目 项目质量情况 1 焊条、焊剂、焊丝和施焊的保护气体必须符合设计要求和钢结 构焊接的专门规定 2焊工必须经考试合格,有相应施焊条件的合格证 3 受拉(压)与母材等强度焊缝必须经超声、x射线探伤检验, 其结果必须符合设计要求、施工规范和钢结构焊接的专门规定。 4 焊缝表面严禁有裂纹、夹渣、焊瘤、烧穿、弧坑、针状气孔和 熔合性飞溅等缺陷。气孔、咬边必须符合施工规范的规定 基 本 项 目 项目 质量情况 等级 12345678910 焊缝外观 允 许 偏 差 项 目 项目 允许偏差 (mm) 实测值(mm) 12345678910 1 对 接 焊 缝 焊缝余高 (mm) b<20 一级0.5~2.0 二级0.5~2

9.1.4钢筋焊接接头质量检验评定表
格式:pdf
大小:26KB
页数:1P
4.4
钢筋焊接接头质量检验评定表 单位工程分部工程 部位数量jtj221-98表9.1.4 项目质量情况检验意见 主 要 项 目 1 钢筋的品种、规格和质量,焊条、焊剂 的牌号和性能,必须符合设计要求和国 家现行有关标准规定。 2钢筋焊接接头的机械性能必须符合现 行有关技术规范的规定。 项 目 一 般 钢筋焊接接头的外观应符合本标准第 9.1.3条的要求。 允 许 偏 差 项 目 项目 允许偏差实测偏差值 对焊电弧焊 电渣 压力焊 气压焊12345678910 1 接头处钢筋 轴心偏移 0.1d且 ≯2mm 0.1d且 ≯3mm 0.1d且 ≯2mm 0.15d且 ≯4mm 2接头处弯折4444 3帮条沿接头 中心线偏移 /0.5d// 4焊缝长度
5.分项工程焊接接头表面质量检验评定表
格式:pdf
大小:32KB
页数:1P
4.6
分项工程焊接接头表面质量检验评定表 共页第页 工程名称质量验评标准编号 分项 工程名称 工程类别 姓 名焊 件 钢号 焊接 材料 焊丝检验 比例 (%) 应检 数量钢 印 规格焊条 序 号 检 验 验评指 标 结果 焊缝号 焊 缝 成 型 焊 缝 余 高 焊 缝 宽 窄 差 焊 脚 尺 寸 未 焊 透 咬 边 错 口 弯 折 裂 纹 弧 坑 气 孔 夹 渣 单个检查 表面质量 评定等级 1 2 3 4 5 6 7 8 9 10 实检 焊 点数 (个) 合格优 良 率 (%) 分项工程 接头表面 质量评定 等级备注优良 注:验评结果符合合格级标准者,在相应检验指标下记“√”;优良者记“δ”。 合格级与优良级标准相同亦记“δ”。 公司质检员: 年月日 工程处技术负责人: 年月日 工程处质检员: 年月日 班组长: 年月日

分项工程焊接接头表面质量检验评定表(完成)
格式:pdf
大小:266KB
页数:9P
4.6
钢号牌号 规格规格 检验指标 a1-1-3△△△//△△△△△△△△ a1-8△△△//△△△△△△△△ a1-13-15△△△//△△△△△△△△ a2-6-10△△△//△△△△△△△△ a2-14-17△△△//△△△△△△△△ a3-7-11△△△//△△△△△△△△ a3-12-16△△△//△△△△△△△△ 以下空白 合格 优良 注:验评结果符合合格级标准者,在相应检验指标下记“√”;优良者记“△”。合格者与优良级标准相同记“△”。 公司(处)质检代表:工地(队)技术负责人: 工地(队)质检员:班(组)长:验评日期:2007年04月20日 实检焊点数26 / 26 优良率 (%)10
钢结构焊接贴角焊、T型接头焊质量检验评定表最新文档
钢筋笼焊接质量检验评定表
格式:pdf
大小:38KB
页数:2P
4.7
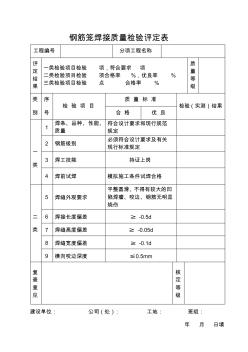
钢筋笼焊接质量检验评定表 工程编号分项工程名称 评 定 结 果 一类检验项目检验项,符合要求项 二类检验项目检验项合格率%,优良率% 三类检验项目检验点合格率% 质 量 等 级 类 别 序 号 检验项目 质量标准 检验(实测)结果 合格优良 一 类 1 焊条、品种、性能、 质量 符合设计要求和现行规范 规定 2钢筋级别 必须符合设计要求及有关 现行标准规定 3焊工技能持证上岗 4焊前试焊模拟施工条件试焊合格 二 类 5焊缝外观要求 平整圆滑、不得有较大的凹 陷焊瘤、咬边、钢筋无明显 烧伤 6焊接长度偏差≥-0.5d 7焊缝高度偏差≥-0.05d 8焊缝宽度偏差≥-0.1d 9横向咬边深度≤0.5mm 复 查 意 见 核 定 等 级 建设单位:公司(处):工地:班组: 年月日填 钢筋笼制作质量检验评

钢筋焊接质量检验评定表1
格式:pdf
大小:28KB
页数:2P
4.7
1 不应有 不应有 相邻两点 不应有 不应有 允许轻微 不应有 3电弧焊不应有 4接触埋弧焊不应有 12345678910 1 2 3 4 5 6 7 8 9 10 11 12 13 14 评 定 等 级 核 定 等 级 认 定 等 级 项目经理: 班组长: 年月日 质量检查员: 年月日 建设(监理)单位意见: 代表: 年月日 保证项目 基本项目 允许偏差项目 实测项,合格项。 实测项,合格项。 实测点,其中合格点,合格率%。 检 查 情 况 周边两行 中间部分 ⅰ、ⅱ、ⅲ级钢筋 ⅳ级钢筋 热轧钢筋 切断机切断 折角 偏移 焊缝表面 气孔和夹渣 预埋件规格尺寸 2个、6mm2 实测值(mm) 质量情况 3 0、-5 电弧焊 折角 偏移 2d长度上 直径 -0.1d -0.5d 0.05d、0.5

现浇接缝、接头质量检验评定表
格式:pdf
大小:21KB
页数:1P
4.5
现浇接缝、接头质量检验评定表 单位工程分部工程 部位数量jtj221-98表10.3.10 项目质量情况检验意见 主 要 项 目 1混凝土所用的水泥、水、骨料、外加剂等, 必须符合规范和有关标准规定。 2混凝土的配合比、配料计量偏差和拌和物的 质量必须符合规范规定。 3混凝土养护和施工缝处理必须符合规范规 定。 4混凝土的抗压强度必须符合设计要求和本 标准10.1.4条的规定。 5混凝土的抗冻等级必须符合设计要求和本 标准10.1.6条的规定。 6混凝土的抗渗等级必须符合设计要求和本 标准10.1.7条的规定。 7混凝土的弯拉强度必须符合设计要求和本 标准10.1.8条的规定。 8 对于设计不允许有裂缝的结构,严禁出现裂 缝。设计允许出现裂缝的结构,其裂缝宽度 必须符合设计要求。 一般 项目 混凝土应密实,不得出现

10--分项工程焊接接头表面质量检验评定表(焊接模板)10
格式:pdf
大小:34KB
页数:1P
4.7
国电荥阳煤电一体化有限公司一期2×600mw机组工程 分项工程焊接接头表面质量检验评定表 工程编号: 分项工程名称工程类别 施焊焊工的 钢印代号 焊 件 钢号 焊接 材料 牌号 应检查 数量 规格规格 检验指标 验评结果 焊 缝 成 型 焊 缝 余 高 焊 脚 尺 寸 焊 缝 宽 窄 差 未 焊 透 夹 渣 咬 边 错 口 弯 折 裂 纹 弧 坑 气 孔 单个检 查表面 质量评 定等级焊缝编号 以下空白 实检焊点数(个) 合格优良 率% 分项工程焊接接头 表面质量评定等级优良 注:验评结果符合合格级标准者,在相应检验指标下记“√”;优良者记“△”,合格级与优良级 标准相同亦记“△”。 项目质检代表工地技术负责人 工地质检员班长验评日期
#2机组焊接专业分项工程焊接接头表面质量检验评定表卷内目录
格式:pdf
大小:25KB
页数:2P
4.6
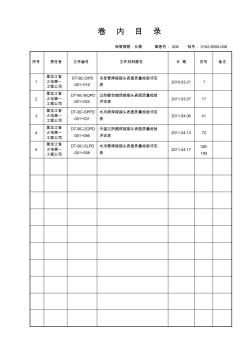
卷内目录 保管期限:长期案卷号:008档号:0102-8055-008 序号责任者文件编号文件材料题名日期页号备注 1 黑龙江省 火电第一 工程公司 dt-bc-dpd -001~016 吊挂管焊接接头表面质量检验评定 表 2010.03.211 2 黑龙江省 火电第一 工程公司 dt-bc-bqpd -001~024 过热器包墙焊接接头表面质量检验 评定表 2011.03.0717 3 黑龙江省 火电第一 工程公司 dt-bc-sppd -001~031 水冷屏焊接接头表面质量检验评定 表 2011.04.0641 4 黑龙江省 火电第一 工程公司 dt-bc-zgpd -001~056 中温过热器焊接接头表面质量检验 评定表 2011.04.1372 5 黑龙江省 火电第一 工程公司 dt-bc-slpd -001~05
【工程常用表格】钢筋焊接(点焊)质量检验评定表
格式:pdf
大小:25KB
页数:1P
4.4
序 号 12345678 3 4 6 2 焊接 骨架 长度 宽度 高度 焊点抗剪力指标 5 受力 主筋 间距 技术负责人:年月日质检员:填表人: 1第7.2.1条 焊接之前必须清除钢筋、钢丝或钢板焊接部位的铁锈、水锈和 油污等;钢筋端部的扭曲、弯折应予以矫直或切除。 1 焊接 网片 长度 宽度 网格尺寸 质保资料 承 包 单 位 自 评 意 见 监 理 意 见 年月日年月日 平均 合格率 (%) 项目负责人:监理工程师:评定 等级 符合表7.2.4-2规定 ±10 排距±5 骨架箍筋间距±10 网片对角线之差10 ±5 ±5 ±10 ±10 ±10 ±10 必须符合相关管理法规和质量标准的要求。 序 号 实测项目 规定值或 允许偏差(mm) 实测值或实测偏差值 (mm) 应 检 点 数 合 格 点 数 合 格 率 % 2第7.2.4条
【工程常用表格】钢筋焊接(电弧焊)质量检验评定表(二)
格式:pdf
大小:25KB
页数:1P
4.5
序 号 12345678 1 2 3 4 5 6 7 8 技术负责人: 项目负责人:监理工程师: 年月日年月日 承 包 单 位 自 评 意 见 评定 等级 0.1d且不大于3.0mm -0.05d -0.1d 0.05d且不大于 1.0mm -0.5d 不多于2个 不大于3.0mm 质检员:填表人:年月日 监 理 意 见 规定值或 允许偏差(mm) 实测值或实测偏差值 (mm) 合 格 率 % 平均 合格率 (%) 接头处钢筋轴线的偏移 焊缝高度 焊缝宽度 0.5d 0.1d 不大于4 o 9 焊缝表面上气 孔及夹渣 在2d长度上 直径 咬肉深度 焊缝长度 帮条对焊接接头中心线的 纵向偏移 钢模、铜模对焊接接头中心线的 纵向偏移 接头处钢筋轴线的曲折 序 号 实测项目 应 检 点 数 合 格 点 数 1第5.5.6条 主要工程数量 检查项目
T型接头横角焊实作
格式:pdf
大小:1.0MB
页数:12P
4.4
第1页共12页 教学组织设计 学习领 域(课 程) 焊接工艺制定及实施 学习情境 (章节) 焊接基础实训 任务单 元 t型接头横角焊缝实作学时6序号4 授课班 级 焊接0901日期1月13日任课教师张宏 学习目 标 专业能力目标:1.掌握焊条电弧焊基础知识 2.掌握焊接安全防护及环境知识 3.掌握t型接头平角焊的技术要求及操作要领 4.会制定t型接头平角焊的装-焊方案 5.会选择t型接头平角焊的焊接参数 6.能按焊接安全、清洁和环境要求,严格按焊接工艺完成 焊接操作,制作出合格的t型接头平角焊焊接工件 7.能对t型接头平角焊焊接工件进行质量检测 方法能力目标:1、具有较强的理论联系实际的能力 2、刻苦钻研,精益求精,认真做事的工作态度。 社会能力目标:1、具有较强的安全意识和环保意识; 2.、具有良好的职业素质

T型接头横角焊
格式:pdf
大小:1.2MB
页数:10P
4.5
第1页共11页 第2页共11页 (一)资讯 1.教师讲解 (1)焊接的特点、分类及应用 ①焊接的特点②焊接的分类及应用 (2)焊条电弧焊 ①焊接过程②焊接电弧的引燃③焊条电弧焊的电源及工具④焊条的分类、选用与保管 (3)劳动保护和安全检查 ①劳动保护②安全用电③场地设备及工具、夹具的安全检查 ④焊接实训中心规章制度的学习(安全、设备、质量、卫生、规范化管理制度) (4)焊缝标注及焊件技术要求,明确t型接头平角焊相关焊接标准 (5)t型接头平角焊焊接特点、操作要领以及相关技术要求 2.学生根据实作施工图及技术要求阅读相关标准,收集相关信息,为实作方案和工艺制定做好准备。 (二)决策 学生根据相关信息制定实作方案,在教师组织下进行讨论并确定实作实施方案;教师安排实作分组组成、 轮换方式等。 (三)计划 学生根据确定的实作实施方案,分组讨论并确定小组分工、设备等设施分配

钢结构焊接评定
格式:pdf
大小:196KB
页数:10P
4.4
建筑钢结构焊接工艺评定报告 编号: 编制: 焊接责任(技术)人员: 批准: 单位: 日期:年月日 焊接工艺评定报告目录 序号报告名称报告编号页数 1焊接工艺评定报告 2焊接工艺指导书 3焊接工艺评定记录表 4焊接工艺评定检验结果 5q345b钢板原材质保书 6j506焊条质保书 7 8 9 10 11 12 13 14 15 16 17 18 焊接工艺评定报告 共2页第1页 工程(产品)名称 台州市体育中心顶棚钢结构网架 钢板角接焊接 评定报告编号东南-pd1098 委托单位 浙江东南网架集团有限公 司 工艺指导书编号东南-zd1098 项目负责人徐春祥依据标准 《建筑钢结构焊接技术规程》 jgj81-2002 试样焊接单位 浙江东南网架集团有限公 司 施焊日期2002.12.10 焊工彭胜林
钢结构焊接贴角焊、T型接头焊质量检验评定表相关
文辑推荐
知识推荐
百科推荐


职位:地铁安全监理工程师
擅长专业:土建 安装 装饰 市政 园林


