

管管45度焊接汇总()
格式:pdf
大小:172KB
页数:9P
人气 :53
 4.4
4.4
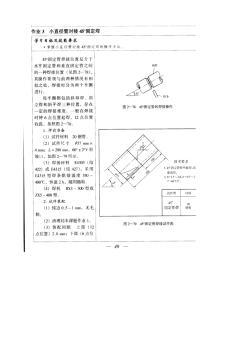
附: 水平固定质量检测 2012年河北省中等职业学校学生焊工操作技能比赛 要求、试题及评分标准 一、操作项目 本次比赛项目为:板状横焊 2G(焊条电弧焊) 、管状 45 o固定焊 6G (焊条电弧焊)。 实际操作试件规格见附图。 二、试件组对 1、参赛选手按抽签的比赛轮次及工位号到指定地点进行试件组对。 2、出示抽签单领取试件和焊材,自行进行试件组对。 3、每位选手所领用试件,在组对前应检查是否符合要求,一般不准 调换,若有异议,由裁判长决定是否调换。 4、试件在组对过程中如不慎装废,选手可以自行修复,但不得调换。 5、参赛选手应按规定穿戴劳动保护用品,辅助工具自备(见选手允 许自带工具规定) 。 6、监考及工作人员对每名选手的各道工序应认真填写试件流转卡, 对认可合格的应签上姓名,对不符合组对要求的应通知选手重新组对,未 经检查合格认可的试件,一律不能用于比赛。 7、试件组对规定如下:



管管45度焊接
附: 水平固定质量检测 2012年河北省中等职业学校学生焊工操作技能比赛 要求、试题及评分标准 一、操作项目 本次比赛项目为:板状横焊2g(焊条电弧焊)、管状45o固定焊 6g(焊条电弧焊)。 实际操作试件规格见附图。 二、试件组对 1、参赛选手按抽签的比赛轮次及工位号到指定地点进行试件组 对。 2、出示抽签单领取试件和焊材,自行进行试件组对。 3、每位选手所领用试件,在组对前应检查是否符合要求,一般 不准调换,若有异议,由裁判长决定是否调换。 4、试件在组对过程中如不慎装废,选手可以自行修复,但不得调 换。 5、参赛选手应按规定穿戴劳动保护用品,辅助工具自备(见选 手允许自带工具规定)。 6、监考及工作人员对每名选手的各道工序应认真填写试件流转 卡,对认可合格的应签上姓名,对不符合组对要求的应通知选手重新 组对,未经检查合格认可的试件,一律不能用于比赛。 7、试
编辑推荐下载
钢管对接45°固定焊
格式:pdf
大小:27KB
页数:2P
4.4
科目焊接课题钢管对接45°固定焊授课人孙生荣 课型新授课 授课 班级 2012秋焊接时间2012-11-22 实训 目标 1.掌握管子对接45°固定焊的操作方法。 2.要求管子内部成形良好,焊缝表面焊波均匀,宽度基本一致,高地基 本均匀,不能有气孔、夹渣、裂纹、咬边等缺陷。 实训 重点 1、装配定位焊 2、打底焊 实训 难点 正确掌握管对接45°固定焊的打底焊操作和盖面层操作 实训 方法 本节课采用学生观察、教师讲解、演示操作、师生互动、学生互评、 教师点评综合的示范性教学法和情景教学法。 课时1课时 实 训 过 程 一、【课前准备】 1)、教学准备:提前布置授课场地,备好焊接材料及示范管材 2)、学生准备:统一着装,劳保及清渣工具。 3)、试件材料及尺寸:q235或20g无缝钢管,管子外径φ (51-60)mm,壁厚δ=(3.5-5)
 管道对接全熔透埋弧焊焊接
管道对接全熔透埋弧焊焊接 管道对接全熔透埋弧焊焊接
格式:pdf
大小:88KB
页数:2P
4.6
分析了管道i形坡口对接全熔透埋弧焊的技术难点,提出了技术解决方案,并根据技术解决方案成功地进行了运河循环水管道的焊接。
管管对接45度焊接汇总热门文档
20钢管-管对接的焊接工艺 20钢管-管对接的焊接工艺
格式:pdf
大小:85KB
页数:1P
4.8
分析了国产天然气压缩机组的工艺气管路的的材质及焊接性,阐明了20钢管子焊接时,采用钨级气体保护焊打底(gtaw),焊条电弧焊(smaw)填充和盖面焊接工艺的可行性,实践证明该工艺是可行的,接头性能满足使用要求。
20钢管-管对接的焊接工艺
格式:pdf
大小:22KB
页数:3P
4.3
20钢管-管对接的焊接工艺 摘要分析了国产天然气压缩机组的工艺气管路的的材质及焊接性,阐明了 20钢管子焊接时,采用钨级气体保护焊打底(gtaw),焊条电弧焊(smaw) 填充和盖面焊接工艺的可行性,实践证明该工艺是可行的,接头性能满足使用要 求。 关键词焊接工艺;无损检测;压力试验 今年我公司承接了40多台天然气压缩机组。天然气压缩机组主要包括压缩 主机、缓冲罐、分离器和空冷器等设备。其中容器之间采用管子连接,管子材质 为20钢,管子直径在φ=89~168mm范围内,工作介质为天然气,工作压力3.4 mpa。因此,对20钢管对接的焊接工艺性能进行研究,对保证生产质量有着重 大的意义。 120钢管子焊接性分析 20钢管为输送流体用无缝钢管,制造标准gb/t8163,其化学成份(%):c 含量0.20%,si含量0.24%,mn含量0.53%,
![焊接工艺卡[对接]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABIAAAASCAYAAABWzo5XAAAB9klEQVQ4T7WUT0iTcRjHP++r01Kbf5p2iHWoTDGbLPpLsboEHgYxhtdUCJGtjA5Z0ugQKyuLmoF0S+oSGnqxOgQSHioWlcIoRBFaVM65tjVTt3ftjfcXQcOW2Oq5/n7fD8+f7/NINQ2+PEP5/BUV9YiEVMoKQkUNS0h3ZoMF7ZKl1XsDmRMr0P/uq0eyOLxhoCRLUEQDqVlChPz/gEybiqg0FjL8MkQ4liRfJ2PdV04wkmBkVOsA7DeVUFyUy4Ons2mFpGV0aOdaXE0bcfdO8fhFiF01erqcVURiCofPjArhvfMm3k0vcLpnIjOoTK9j4GIdgyMzePr8OO1G6ncb0Bfm0uj2EZ1TGOw00zPgp284kBmkvdw+W4uSTNFy+Q29rlpejX/BZqnA0+9nJpygs7WS5gs+pj4u/Bl0zG7EdmAdTW4fd89to+36W5z2DXwKxXkfWBQ9s3X8KPPXWDK1vVuLueTYwsNnQQ6ay7C2v+aodT31ewxMfpgnOpcUPVwWtDpfZqhrO/FEirHJGB23JthRrefa8Sq+Ln7jZr+fR8/TJ5bRR90nq6nbvEaI7j8JCBsMXTWjy5FpcI0JOyybkfZB80nBqhw+RxXiSkpoKkrzkGWYDi2F/HNnZ7204pxYHF4P0Jbl4nZLPw8b0PgX5yQCaIft1HcN4svVcEsFowAAAABJRU5ErkJggg==)

顶管管道焊接方案 (2)
格式:pdf
大小:87KB
页数:10P
4.7
目录 一、工程概况......................................................................................1 二、施工部署......................................................................................1 三、施工准备......................................................................................1 1、作业准备..................................................................................1 2、生产准备....

顶管管道焊接方案
格式:pdf
大小:87KB
页数:10P
4.7
目录 一、工程概况......................................................................................1 二、施工部署......................................................................................1 三、施工准备......................................................................................1 1、作业准备..................................................................................1 2、生产准备....
管管对接45度焊接汇总精华文档
钢管管口焊接作业指导手册
格式:pdf
大小:33KB
页数:6P
4.7
1.目的和适用范围 1.1目的:控制钢管管口焊接质量 1.2适用范围:适用于钢管(含碳量小于或等于0.30%的碳素钢、低合金结构钢、低 温钢、耐热钢、不锈钢、耐热耐蚀高合金钢)管道接口焊接。 2.编制依据 《工业金属管道工程施工及验收规范》(gb50235-97) 《现场设备、工业管道焊接工程施工及验收规范》(gb50236-98) 3.作业前准备 3.1人员:焊接技术人员—具有1年以上焊接实践; 焊接质检人员—具有焊接经验和技术水平; 无损探伤人员—经国家授权的专业考核机构考核合格; 焊接人员—经相关部门培训并考试合格的焊工; 焊接热处理人员—经专业培训。 3.2焊接设备:电焊机、角磨机、千斤顶、电缆等满足焊接所需要数量的设施设备。 3.3材料:焊条、焊丝、焊剂。材料符合设计文件的规定。材料必须具有制造厂的质量 证明书,其质量不得低于国家现行标准的规定。 3.4

对接焊焊接工艺评定
格式:pdf
大小:323KB
页数:10P
4.5
焊接工艺评定资料 (wpq) 编号:dz/wpq-17 名称:wcb与a105 用j422手工电弧焊的对接焊工艺评定 执行标准:asme锅炉及压力容器规范1x 《焊接和钎焊评定标准》 母材型号:wcb与a105 焊材型号(牌号):e4303(j422) 完成日期: 大众阀门集团有限公司 wpq资料目录 序号资料名称资料编号页数 1焊接工艺指导书(wps)w/j4-173 2焊接工艺评定报告(pqr)dz/pqr- 17 3 3 评定检验原始记录与报告pqr附录7 ①机械性能报告附-11 ②质量证明书附-21 ③焊工技能资格评定记录附-31 ④试样外观检查记录附-41 ⑤焊材化学成分分析附-51 ⑥焊接操作记录附-61 焊接工艺指导书 wps 编号:w/j4-17 执行标准
20钢管道对接埋弧自动焊接温度场模拟 20钢管道对接埋弧自动焊接温度场模拟
格式:pdf
大小:883KB
页数:4P
4.6
管道焊接过程中,温度场的分布对焊接的质量有重要影响.本文采用有限元法,建立了20钢管道对接焊接接头有限元计算模型,通过设置一定的焊接电压、焊接速度以及热源有效利用率,对在不同焊接电流输入条件下的三维瞬态温度场进行了模拟.计算得到了焊接熔池不同位置的热循环曲线,同时还得到了热影响区的热循环曲线.通过改变焊接电流调试能量输入,最终获得最佳焊接电流选取范围为720~800a,对焊接工艺参数的选取起到导向作用.
20钢管道对接埋弧自动焊接温度场模拟
格式:pdf
大小:437KB
页数:4P
4.6
文章编号:1003-1251(2007)02-0038-04 20钢管道对接埋弧自动焊接温度场模拟 董 洁,莫春立,单庆成,王琛元 (沈阳理工大学材料科学与工程学院,辽宁沈阳110168) 摘 要:管道焊接过程中,温度场的分布对焊接的质量有重要影响.本文采用有限元法, 建立了20钢管道对接焊接接头有限元计算模型,通过设置一定的焊接电压、焊接速度 以及热源有效利用率,对在不同焊接电流输入条件下的三维瞬态温度场进行了模拟.计 算得到了焊接熔池不同位置的热循环曲线,同时还得到了热影响区的热循环曲线.通过 改变焊接电流调试能量输入,最终获得最佳焊接电流选取范围为720~800a,对焊接工 艺参数的选取起到导向作用. 关键词:焊接;温度场;有限元;热循环 中图分类号:tg444 文献标识码:a thesim
管管对接45度焊接汇总最新文档
管材热熔对接焊接参数表
格式:pdf
大小:23KB
页数:1P
4.6
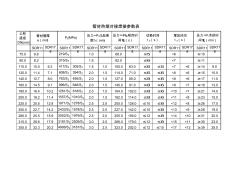
公称 直径 dn(mm) sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 75.06.8219/s21.068.0≤5<6≥10 90.08.2315/s21.582.0≤6<7≥11 110.010.06.3417/s2305/s21.51.0100.063.0≤6≤5<7<6≥149.0 125.011.47.1608/s2394/s22.01.5114.071.0≤6≤6<8<6≥1510.0 140.012.78.0763/s2495/s22.01.5127.080.0≤8≤6<8<6≥1711.0 160.0
多层波纹管直边段对接的焊接工艺评定 多层波纹管直边段对接的焊接工艺评定
格式:pdf
大小:107KB
页数:2P
4.4
近年来,多层膨胀节的应用十分广泛。多层波纹管与单层波纹管相比.有较大的变形补偿能力与强度,同时还可用不同的材料制作波纹管的内层和外层,以适应管道的不同使用环境.尤其在温差较大的换热设备和管道中.多层与单层波纹管相比有更多的优越性.
下向焊大口径管对接接头焊接缺陷分析 下向焊大口径管对接接头焊接缺陷分析
格式:pdf
大小:659KB
页数:3P
4.4
为提高下向焊大口径管的焊接质量,针对下向焊大口径管的焊接工艺特点,选择适当的射线透照工艺和技术参数,对下向焊大口径管对接焊缝进行100%x射线探伤。通过所拍x光底片,分析焊接时生成缺陷的类型、位置以及产生原因。
45号(45#)圆钢是怎么焊接加工的
格式:pdf
大小:724KB
页数:2P
4.8
首先,普及下焊接知识:焊接是通过加热、加压,或两者并用,使两工件 产生原子间结合的加工工艺和联接方式。焊接应用广泛,既可用于金属,也可用 于非金属。金属焊接方法有40种以上,主要分为熔焊、压焊和钎焊三大类。熔 焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊 时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动, 冷却后形成连续焊缝而将两工件连接成为一体。在熔焊过程中,如果大气与高 温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水 蒸汽等进入熔池,还会在随后冷却过程中在焊缝中形成气孔、夹渣、裂纹等缺陷, 恶化焊缝的质量和性能。为了提高焊接质量,人们研究出了各种保护方法。例 如,气体保护电弧焊就是用氩、二氧化碳等气体隔绝大气,以保护焊接时的电弧 和熔池率;又如钢材焊接时,在焊条药皮中加入对氧亲和力大的钛
焊接标准大全-焊接国家标准汇总
格式:pdf
大小:11KB
页数:6P
4.7
焊接国家标准总汇 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式 和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用 指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2
连续油管管-管对接焊接头质量保证体系探讨 连续油管管-管对接焊接头质量保证体系探讨
格式:pdf
大小:102KB
页数:未知
4.6
在分析连续油管焊接必要性和重要性的基础上,总结了连续油管管-管对接焊接头质量保证体系的五个重要组成部分,探讨了各部分的主要内容及技术要求,所得结论对于连续油管的现场焊接质量保证具有重要的意义。
20钢蒸汽管道对接焊焊接工艺 20钢蒸汽管道对接焊焊接工艺
格式:pdf
大小:109KB
页数:未知
4.5
焊接20钢的蒸汽管道时采用氩弧焊打底,焊条电弧焊盖面的焊接工艺,减少了气孔、夹渣和未焊透等缺陷的出现几率,提高了焊接质量和接头的合格率,为以后此类压力管道焊接提供了详实的资料,此工艺经济适用,很有推广价值。
连续油管管-管对接焊工艺方法分析 连续油管管-管对接焊工艺方法分析
格式:pdf
大小:402KB
页数:未知
4.7
在分析连续油管工况条件的基础上,考虑到连续油管的使用要求,提出了推荐的连续油管焊接操作步骤。讨论分析了连续油管焊接过程中的主要工艺参数,并对连续油管焊接工艺进行了总结。
焊接标准大全-焊接国家标准汇总
格式:pdf
大小:41KB
页数:7P
4.8
. '. 焊接国家标准总汇 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表 示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化 表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝 坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使 用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量 要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量 要求 gb/tl2468.4--1998焊接质量保证金属材料
45#钢管焊接热裂纹产生的原因及对策 45#钢管焊接热裂纹产生的原因及对策
格式:pdf
大小:108KB
页数:1P
4.6
45#钢总体来说焊接性不算好,若焊材的选择不当或工艺处理不当都会导致焊接热裂纹的出现,热裂纹的产生主要与焊材或母材中碳、硫、磷含量过高有关,为避免热裂纹的出现,必须减少碳、硫、磷溶入焊缝,采用抗裂性好碱性焊条焊接或tig。
管管对接45度焊接汇总相关
文辑推荐
知识推荐
百科推荐


职位:公路工程
擅长专业:土建 安装 装饰 市政 园林


