

钢管对接45°固定焊
格式:pdf
大小:27KB
页数:2P
人气 :88
 4.4
4.4
科目 焊接 课题 钢管对接 45°固定焊 授课人 孙生荣 课型 新授课 授课 班级 2012秋焊接 时间 2012-11-22 实训 目标 1. 掌握管子对接 45°固定焊的操作方法。 2. 要求管子内部成形良好,焊缝表面焊波均匀,宽度基本一致,高地基 本均匀,不能有气孔、夹渣、裂纹、咬边等缺陷。 实训 重点 1、装配定位焊 2、打底焊 实训 难点 正确掌握管对接 45°固定焊的打底焊操作和盖面层操作 实训 方法 本节课采用学生观察、教师讲解、演示操作、师生互动、学生互评、 教师点评综合的示范性教学法和情景教学法。 课时 1课时 实 训 过 程 一、【课前准备 】 1)、教学准备:提前布置授课场地,备好焊接材料及示范管材 2)、学生准备:统一着装,劳保及清渣工具。 3)、试件材 料及 尺寸 : Q235 或 20g 无缝 钢管 ,管 子外径Φ (51-60)mm,壁厚δ=(3.5-5 )



管管45度焊接汇总()
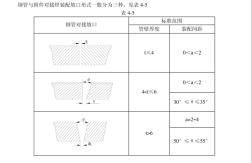
附: 水平固定质量检测 2012年河北省中等职业学校学生焊工操作技能比赛 要求、试题及评分标准 一、操作项目 本次比赛项目为:板状横焊2g(焊条电弧焊)、管状45o固定焊6g (焊条电弧焊)。 实际操作试件规格见附图。 二、试件组对 1、参赛选手按抽签的比赛轮次及工位号到指定地点进行试件组对。 2、出示抽签单领取试件和焊材,自行进行试件组对。 3、每位选手所领用试件,在组对前应检查是否符合要求,一般不准 调换,若有异议,由裁判长决定是否调换。 4、试件在组对过程中如不慎装废,选手可以自行修复,但不得调换。 5、参赛选手应按规定穿戴劳动保护用品,辅助工具自备(见选手允 许自带工具规定)。 6、监考及工作人员对每名选手的各道工序应认真填写试件流转卡, 对认可合格的应签上姓名,对不符合组对要求的应通知选手重新组对,未 经检查合格认可的试件,一律不能用于比赛。 7、试件组对规定如下:
编辑推荐下载
管管45度焊接
格式:pdf
大小:1.9MB
页数:15P
4.7
附: 水平固定质量检测 2012年河北省中等职业学校学生焊工操作技能比赛 要求、试题及评分标准 一、操作项目 本次比赛项目为:板状横焊2g(焊条电弧焊)、管状45o固定焊 6g(焊条电弧焊)。 实际操作试件规格见附图。 二、试件组对 1、参赛选手按抽签的比赛轮次及工位号到指定地点进行试件组 对。 2、出示抽签单领取试件和焊材,自行进行试件组对。 3、每位选手所领用试件,在组对前应检查是否符合要求,一般 不准调换,若有异议,由裁判长决定是否调换。 4、试件在组对过程中如不慎装废,选手可以自行修复,但不得调 换。 5、参赛选手应按规定穿戴劳动保护用品,辅助工具自备(见选 手允许自带工具规定)。 6、监考及工作人员对每名选手的各道工序应认真填写试件流转 卡,对认可合格的应签上姓名,对不符合组对要求的应通知选手重新 组对,未经检查合格认可的试件,一律不能用于比赛。 7、试
小径低碳钢管对接垂直固定气焊
格式:pdf
大小:25KB
页数:4P
4.8
小径低碳钢管对接垂直固定气焊 摘要:小径钢管的垂直固定气焊在生产中经常遇到,气焊时为横焊缝,横向 焊接的操作较难掌握,因此掌握好焊接操作要领和制定的合理的焊接工艺,可以 有效的提高焊接质量。文中主要讲述了小径钢管对接垂直固定气焊操作要领及焊 接缺陷防止措施。 关键词:垂直固定;横焊缝;质量 前言 气焊具有设备简单、操作方便、成本低、适应性强等优点,因此被广泛应用 于工业生产中。在各种焊接位置的操作中,小径钢管横焊时焊嘴角度难以掌握, 容易出现焊接缺陷,一旦出现缺陷,会削减焊缝的有效强度,降低焊缝的质量。 通过在工作实践中不断摸索,总结了一些焊接方面操作要领和注意事项,希望对 提高焊缝质量有所帮助。 1.焊前准备 1.1试件材质与尺寸 采用q235无缝钢管2件,其规格为φ60mm×4mm×100mm。坡口形式及尺 寸如图1所示 图1试件的坡口形式及尺寸 1.2焊接
钢管对接45度固定焊热门文档
 20钢管-管对接的焊接工艺
20钢管-管对接的焊接工艺 20钢管-管对接的焊接工艺
格式:pdf
大小:85KB
页数:1P
4.8
分析了国产天然气压缩机组的工艺气管路的的材质及焊接性,阐明了20钢管子焊接时,采用钨级气体保护焊打底(gtaw),焊条电弧焊(smaw)填充和盖面焊接工艺的可行性,实践证明该工艺是可行的,接头性能满足使用要求。
20钢管-管对接的焊接工艺
格式:pdf
大小:22KB
页数:3P
4.3
20钢管-管对接的焊接工艺 摘要分析了国产天然气压缩机组的工艺气管路的的材质及焊接性,阐明了 20钢管子焊接时,采用钨级气体保护焊打底(gtaw),焊条电弧焊(smaw) 填充和盖面焊接工艺的可行性,实践证明该工艺是可行的,接头性能满足使用要 求。 关键词焊接工艺;无损检测;压力试验 今年我公司承接了40多台天然气压缩机组。天然气压缩机组主要包括压缩 主机、缓冲罐、分离器和空冷器等设备。其中容器之间采用管子连接,管子材质 为20钢,管子直径在φ=89~168mm范围内,工作介质为天然气,工作压力3.4 mpa。因此,对20钢管对接的焊接工艺性能进行研究,对保证生产质量有着重 大的意义。 120钢管子焊接性分析 20钢管为输送流体用无缝钢管,制造标准gb/t8163,其化学成份(%):c 含量0.20%,si含量0.24%,mn含量0.53%,
钢管对接焊缝水平固定单面焊双面成型焊接操作技术 钢管对接焊缝水平固定单面焊双面成型焊接操作技术
格式:pdf
大小:209KB
页数:2P
4.5
主要介绍了钢管对接焊缝水平位置固定单面焊双面成型的焊接特点;钢管接头坡口形式以及组对要求;不同管径接头定位焊接时的不同技术措施要求,接头中不同层焊缝的操作技术要点及工艺措施。
 对接管件水平固定焊的工艺及方法
对接管件水平固定焊的工艺及方法 对接管件水平固定焊的工艺及方法
格式:pdf
大小:1.3MB
页数:2P
4.4
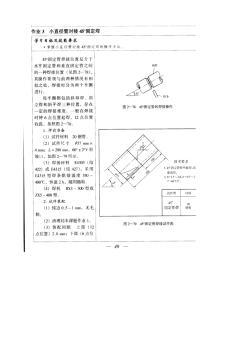
我公司在制作气体汇流排和气体管道输送的过程中经常会遇到对接管件的水平固定焊,现结合经验和实际操作讨论一下氩弧焊管对管的连接工艺。本文所述的管件是规格为φ53mm×4mm的20#钢无缝输送流体管。1.焊前准备
钢管对接45度固定焊精华文档
精确对接钢管焊口方法介绍 精确对接钢管焊口方法介绍
格式:pdf
大小:393KB
页数:2P
4.5
钢管焊接质量的好坏直接影响钢管使用的可靠性和抗腐蚀性,由于种种原因,钢管端部的圆度往往不能满足焊接要求。提出用千斤顶、适当长度的枕木和钢垫片或木垫片等材料辅助拼接的操作方法保证钢管的圆度,以使接头部位很好地重合,保证钢管的施工质量
20钢管道对接埋弧自动焊接温度场模拟 20钢管道对接埋弧自动焊接温度场模拟
格式:pdf
大小:883KB
页数:4P
4.6
管道焊接过程中,温度场的分布对焊接的质量有重要影响.本文采用有限元法,建立了20钢管道对接焊接接头有限元计算模型,通过设置一定的焊接电压、焊接速度以及热源有效利用率,对在不同焊接电流输入条件下的三维瞬态温度场进行了模拟.计算得到了焊接熔池不同位置的热循环曲线,同时还得到了热影响区的热循环曲线.通过改变焊接电流调试能量输入,最终获得最佳焊接电流选取范围为720~800a,对焊接工艺参数的选取起到导向作用.
20钢管道对接埋弧自动焊接温度场模拟
格式:pdf
大小:437KB
页数:4P
4.6
文章编号:1003-1251(2007)02-0038-04 20钢管道对接埋弧自动焊接温度场模拟 董 洁,莫春立,单庆成,王琛元 (沈阳理工大学材料科学与工程学院,辽宁沈阳110168) 摘 要:管道焊接过程中,温度场的分布对焊接的质量有重要影响.本文采用有限元法, 建立了20钢管道对接焊接接头有限元计算模型,通过设置一定的焊接电压、焊接速度 以及热源有效利用率,对在不同焊接电流输入条件下的三维瞬态温度场进行了模拟.计 算得到了焊接熔池不同位置的热循环曲线,同时还得到了热影响区的热循环曲线.通过 改变焊接电流调试能量输入,最终获得最佳焊接电流选取范围为720~800a,对焊接工 艺参数的选取起到导向作用. 关键词:焊接;温度场;有限元;热循环 中图分类号:tg444 文献标识码:a thesim
不锈钢管对接焊接工艺评定报告 (2)
格式:pdf
大小:202KB
页数:11P
4.8
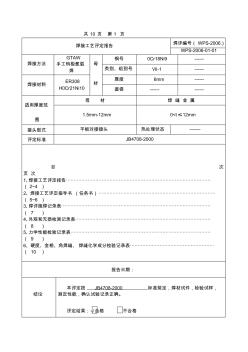
共10页第1页 焊接工艺评定报告焊评编号(wps-2006.) wps-2006-01-01 焊接方法 gtaw 手工钨极氩弧 焊 母 材 钢号0cr18ni9------ 类别、组别号ⅶ-1------ 焊接材料 er308 h0cr21ni10 厚度6mm------ 直径------------ 适用厚度范 围 母材焊缝金属 1.5mm-12mm0<t≤12mm 接头型式平板对接接头热处理状态------- 评定标准jb4708-2000 目次 页次 1、焊接工艺评定报告⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ (2~4) 2、焊接工艺评定指导书(任务书)⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ (5~6) 3、焊评施焊记录表⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
不锈钢管对接焊接工艺评定报告
格式:pdf
大小:200KB
页数:11P
4.8
共10页第1页 焊接工艺评定报告焊评编号(wps-2006.) wps-2006-01-01 焊接方法 gtaw 手工钨极氩弧 焊 母 材 钢号0cr18ni9------ 类别、组别号ⅶ-1------ 焊接材料 er308 h0cr21ni10 厚度6mm------ 直径------------ 适用厚度范 围 母材焊缝金属 1.5mm-12mm0<t≤12mm 接头型式平板对接接头热处理状态------- 评定标准jb4708-2000 目次 页次 1、焊接工艺评定报告⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ (2~4) 2、焊接工艺评定指导书(任务书)⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ (5~6) 3、焊评施焊记录表⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
钢管对接45度固定焊最新文档
 薄不锈钢覆层的20钢管对接TIG焊工艺
薄不锈钢覆层的20钢管对接TIG焊工艺 薄不锈钢覆层的20钢管对接TIG焊工艺
格式:pdf
大小:386KB
页数:2P
4.7
介绍了一种规格为!86mm×(3+0.5)mm的0cr18ni9+20复合管的tig焊工艺,从焊接材料选择、焊接工艺评定等方面进行了分析和论证。
 紫铜管与不锈钢管对接焊焊接工艺
紫铜管与不锈钢管对接焊焊接工艺 紫铜管与不锈钢管对接焊焊接工艺
格式:pdf
大小:377KB
页数:3P
4.7
通过对紫铜与不锈钢的焊接性能分析和试验,确定了合理的tig焊焊接工艺,获得了优质的焊接接头,解决了紫铜管与不锈钢管对接焊接的技术难题。

焊接钢管 (4)
格式:pdf
大小:10KB
页数:3P
4.7
焊接钢管基本知识 焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。 随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢 管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为 直缝焊管和螺旋焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管 的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料 生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产 速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。1. 低压流体输送用焊接钢管(gb/t3092-1993)也称一般焊管,俗称黑管。是用于输送水、煤 气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通 钢管和加
15CrMo钢管对接水平固定焊技能教学 15CrMo钢管对接水平固定焊技能教学
格式:pdf
大小:91KB
页数:未知
4.4
"固定管焊"是中级焊工焊条电弧焊技能训练的一个重点课题,15crmo钢是应用最为广泛的珠光体热强钢之一,本文将我校使用15crmo无缝钢管进行对接水平固定焊的成功教学实践加以总结,与广大焊接职业教育同行交流学习。
管对接水平固定焊仰焊位循环练习法探析 管对接水平固定焊仰焊位循环练习法探析
格式:pdf
大小:199KB
页数:3P
4.7
管对接水平固定单面焊双面成形操作过程中,仰焊位的焊接是最难控制的区域,采用常规的焊接练习方法,技能提高慢,效率低下,材料浪费严重。采用仰焊位循环练习法,使焊缝不良缺陷基本消除,练习周期相对缩短,节省了练习材料,仰焊位焊缝及对接接头合格率显著提高,具有较好的训练效果。
对接管件水平固定焊的工艺及方法 对接管件水平固定焊的工艺及方法
格式:pdf
大小:708KB
页数:未知
4.3
我公司在制作气体汇流排和气体管道输送的过程中经常会遇到对接管件的水平固定焊,现结合经验和实际操作讨论一下氩弧焊管对管的连接工艺。本文所述的管件是规格为咖53mm×4mm的20^#钢无缝输送流体管。
45#钢管焊接热裂纹产生的原因及对策 45#钢管焊接热裂纹产生的原因及对策
格式:pdf
大小:108KB
页数:1P
4.6
45#钢总体来说焊接性不算好,若焊材的选择不当或工艺处理不当都会导致焊接热裂纹的出现,热裂纹的产生主要与焊材或母材中碳、硫、磷含量过高有关,为避免热裂纹的出现,必须减少碳、硫、磷溶入焊缝,采用抗裂性好碱性焊条焊接或tig。

钢结构焊接(对接焊)质量检验评定表
格式:pdf
大小:26KB
页数:2P
4.5
序号 12345678910 气孔 咬边 2 3 4 实测值或实测偏差值(mm) cjj2—90 第10.3.1条 年月日 技术负责人:质检员:填表人:年月日 监理工程师: 年月日 平均 合格率 (%) 项目负责人: 评定 等级 承 包 单 位 自 评 意 见 监 理 意 见 质量情况 对所有焊缝都应进行外观检查,内部检查以超声波探伤为主 超声波检验 焊缝错边 焊缝余高 焊缝凹面值 焊缝 质量 检验 级别 序号实测项目规定值或 允许偏差(mm) x射线检验 1 外观 检查 检查项目质量要求 应检 点数 合格 点数 合 格 率 (%) 在双侧贴角焊缝时,焊缝不必将板全厚熔透,箱型组合构件用单侧焊缝连 接时,其未熔透部分的厚度不大于0.25倍板厚,最大不大于4.0mm 质
钢管对接45度固定焊相关
文辑推荐
知识推荐
百科推荐

职位:幕墙安全员
擅长专业:土建 安装 装饰 市政 园林


