

复杂气动阀体熔模铸造加工工艺研究
格式:pdf
大小:507KB
页数:3P
人气 :83
 4.7
4.7
针对气动阀体的复杂结构,提出了熔模铸造-机加工的加工方法,并编制了合理的工艺规程,完成了阀体的铸造加工工艺编制研究,对气动阀的加工及气动技术的国产化具有实际指导意义.



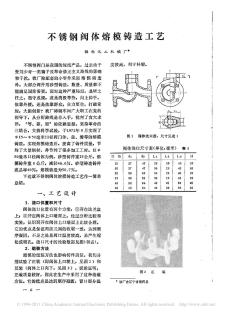
 法兰闸阀阀体熔模铸造工艺改进
法兰闸阀阀体熔模铸造工艺改进 法兰闸阀阀体熔模铸造工艺改进
就法兰闸阀阀体熔模铸造工艺改进进行了讨论,通过对其使用状态和结构分析,指出了该壳体件工艺设计的重点,以及围绕这个重点采取的工艺措施。模具设计中平均尺寸的确定和蜡模关键尺寸的控制保证了铸件尺寸的合格。将原中口垂直向下或向上改为水平向外并辅以补贴设计,改善了制壳时模组的干燥条件和铸件浇注后的散热条件,缩短了浇冒口到铸件热节的补缩距离,使补缩通道更为畅通,消除了铸件的缩孔缺陷。
编辑推荐下载
低温阀体用LCB钢的熔模铸造工艺探讨 低温阀体用LCB钢的熔模铸造工艺探讨
格式:pdf
大小:548KB
页数:3P
4.8
对低温阀体用lcb钢的熔模精密铸造生产实践进行了总结。实践表明,选择合理的化学成分和铸造工艺,对保证lcb钢的低温性能及生产合格阀体具有重要作用。
闸阀阀体加工工艺设计说明书
格式:pdf
大小:2.4MB
页数:28P
4.7
i 目录 一前言······························································1 二设计任务··························································1 三闸阀阀体的工艺分析及生产类型的确定································2 (一)闸阀阀体的用途··············································2 (二)闸阀阀体的技术要求··········································3 (三)审查闸阀阀体的工艺性········································3 (四)确定闸阀阀体的生产类型·····
复杂气动阀体熔模铸造加工工艺热门文档
选择性激光烧结复杂液压阀体砂型/芯及浇注工艺 选择性激光烧结复杂液压阀体砂型/芯及浇注工艺
格式:pdf
大小:738KB
页数:5P
4.7
液压阀体结构复杂,在对阀体的结构特点和铸造难点等分析之后,对多种铸造工艺方法进行了比较,得出用选择性激光烧结(sls)成形技术烧结覆膜砂,直接制备复杂液压阀体的砂型及砂芯是最佳的方案。激光烧结最佳工艺参数和后固化温度为,预热温度60℃~70℃,激光功率40w,辅粉层厚0.25mm,扫描速度2500mm/s,扫描间距0.2mm,后固化温度170℃。通过3次浇注实验,成功解决了浇注过程中发气量大,砂芯细长强度低等难题,得到了合格的ht200液压阀体铸铁件。
 复杂回转体工件数控磨削加工建模
复杂回转体工件数控磨削加工建模 复杂回转体工件数控磨削加工建模
格式:pdf
大小:294KB
页数:3P
4.3
以一曲线方程已知的复杂回转体内圆曲面加工为例,阐述了一种优化的磨削加工模型,以数学理论和运动合成法建立了精密数控磨床加工复杂旋转体的数学模型,得到了高精度数控加工模型,提高了数控加工工件的加工质量,并对模型做了误差分析。表明模型误差均在允许范围内,且修正模型提高了精度。
CY-209型电磁阀阀体加工工艺的改进研究 CY-209型电磁阀阀体加工工艺的改进研究
格式:pdf
大小:1.5MB
页数:2P
4.6
该文主要对cy-209型电磁阀阀体的加工工艺改进进行研究,作者通过多年的实践经验,对原有的加工工艺进行研究、分析,充分利用数控加工的特点,编制了新的工艺流程。大大节约了cy-209型电磁阀阀体的生产成本。
复杂气动阀体熔模铸造加工工艺精华文档


气动阀课件
格式:pdf
大小:483KB
页数:7P
4.7
一.叶滤机使用的蝶阀 安装: 1、安装前检查气动蝶阀各部分部件无缺失,型号无误,检查阀体内无杂物, 电磁阀和消音器内无阻塞 2、将阀门和汽缸均置于关闭状态。 3、将汽缸装到阀门上,(安装方向与阀体平行或垂直都可以),再看螺丝 孔是否对正,不会有太大偏差,如有少许偏差,将气缸体转动一点就可以了, 然后将螺丝紧固。 4、安装完毕后,对气动蝶阀进行调试(正常情况下供气压力为 0.4~0.6mpa),调试运行时须手动操作电磁阀启闭(将电磁阀线圈失电后手动 操作方可有效),观察气动蝶阀的启闭情况。如果在调试运行过程中发现阀门 在启闭过程初始时有些吃力,之后正常,则需要将气缸行程调小(把气缸两端 行程调节螺丝同时往里调一点,调整时需将阀门运行到开位置,然后将气源关 掉再调),直至阀门启闭动作顺滑且关闭无泄漏。还需要注意的是,可调型消 音器可以调节阀门的启闭速度,但不可调得过小,否则可能引起阀门不动作
复杂气动阀体熔模铸造加工工艺最新文档
品牌气动阀
格式:pdf
大小:1.8MB
页数:100P
4.5
品牌气动阀 0.226亿吨,地质资源探明程度尚不足1%,具有较大的勘探潜力。 免维护长寿命阀门首次在广州试用 广州开发区供水管理中心近期顺利完成了科学城大口径直埋式阀门更换工程,更换后阀门井盖占地面积 仅为原普通阀门的九分之一,有效避免因井盖丢失带来的马路陷阱伤人事故。据悉,这种新型大口径阀 门首次应用在国内市政供水管道,该种阀门在国外目前也处于试验研究阶段。 据业内人士介绍,传统的给水阀门安放在阀门井中,阀门井容易积水腐蚀阀门,阀门设计寿命一般为 10年左右。 这种新式阀门不用设置阀门井,直接埋设于地下,开挖宽度仅为..6米,建好后井盖直径仅为200mm, 有效避免因井盖丢失带来的马路陷阱伤人事故。另外其是一次性建设,终身免维修,实现"零"维护。该 种阀门设计寿命为至少30年。 国产核级阀门配套巴基斯坦核电c2项目 在日前举办的对外援建巴基斯坦核电站c2项目合

气动阀原理
格式:pdf
大小:13KB
页数:3P
4.4
气动阀门工作原理 更新时间:2010-10-2115:40:42发布企业:浙江省永嘉县三精阀门有限公司 利用压缩空气推动执行器内多组组合气动活塞运动,传力给横梁和内曲线轨道的特性,带动空芯主轴作旋转运动,压缩空 气气盘输至各缸,改变进出气位置以改变主轴旋转方向,根据负载(阀门)所需旋转扭矩的要求,可调整气缸组合数目,带动负 载(阀门)工作。 两位五通电磁阀通常与双作用气动执行机构配套使用,两位是两个位置可控:开-关,五通是有五个通道通气,其中1个与 气源连接,两个与双作用气缸的外部气室的进出气口连接,两个与内部气室的进出气口接连,具体的工作原理可参照双作用气 动执行机构工作原理。由于现在的控制方式和手段越来越多,在实际工业生常和工业控制中,用来控制气动执行机构的方法也 很多,常用的有以下几种。 (一)基于单片机开发的智能显示仪控制 智能显示仪是用来监
熔模铸造厂房工艺设计_刘洪
格式:pdf
大小:437KB
页数:5P
4.8
2014重庆市铸造年会论文集 323 熔模铸造厂房工艺设计 刘洪周恩俊杨棣华王冬方易峰 中机中联工程有限公司(原机械工业第三设计研究院),重庆,400000 摘要:本文以某新建熔模铸造项目为例,介绍了熔模铸造工艺的主要流程和工艺布局,结合生产情况,提出了熔 模铸造环境保护的相关措施。 关键词:熔模铸造;工艺设计;工艺布局 abstract:inthispaper,anewcastingprojectasanexample,introducesthemainprocessandprocesslayoutofinvestment castingprocess,combinedwiththeproductionsituation,putsforwardsomeproposedmeasuresforthe

基于SLA的复杂零件低压熔模快速铸造工艺
格式:pdf
大小:430KB
页数:4P
4.7
结合3d打印技术中的sla技术(光固化成形工艺),制得叶轮铸件的原型,组合蜡模浇注系统,通过型壳制备、低压浇注、脱壳清理、无损探伤等过程,最终获得了性能良好的通风机叶轮铸件。经核算,运用该技术制得的叶轮相较于传统铸造技术,其实际成本仅为传统铸造技术成本的1/3,耗时仅为1/5。
空压机减荷阀体加工工艺及工装设计
格式:pdf
大小:26KB
页数:2P
4.3
山东建筑大学毕业设计任务书 班级 机械工程 及自动化 学生姓名张晨铭指导教师赵文波 设计题目空压机减荷阀体加工工艺及工装设计 设计 原始 参数 技术参数: 阀体材料:ht200 硬度:190~210hb 年产量为4000件,设其备品率为4%,机械加工废品率为 1%。 设计 工作 内容 1、零件的工艺分析及工艺规程制订 2.专用夹具设计 3.翻译外文资料一篇 4.撰写约2万字的毕业设计说明书。 设计工作 基本要求 1.查阅文献,写出不少于3000字的文献综述; 2.提出可行性方案,并写出开题报告; 3.设计出合理的部件方案; 4.零件工艺规程设计、专用夹具设计 5.设计图纸应包括零件三维造型、专用夹具图等。 6.进度安排 6周零件的工艺分析 7-8周确定切削用量及基本工时 10-12周零件工艺规程设计 13-14周专用夹具设计 15-16周
复杂箱体铸件低压铸造工艺改进
格式:pdf
大小:1.1MB
页数:2P
4.4
针对铸件在低压铸造过程中产生的气孔、缩松等情况,通过对原工艺的缺点分析,针对其缺点以及铸件特点提出了新的设计方案,成功解决了铸件气孔及缩松等缺陷,生产出满足使用要求的优质铸件.
大型球铁阀门阀体的铸造工艺 大型球铁阀门阀体的铸造工艺
格式:pdf
大小:338KB
页数:2P
4.7
详述日本久保田2500阀体的铸造工艺设计及现场品质控制,采用独特的球化处理与浇注工艺,2个浇包分别完成底注与顶注,解决铸件的充型与补缩问题,成功地用5t/h冲天炉生产出质量达6t的球铁阀体铸件。
波涌换向阀的阀体的铸造工艺设计 波涌换向阀的阀体的铸造工艺设计
格式:pdf
大小:153KB
页数:未知
4.3
波涌换向阀是波涌灌溉系统的核心设备。现有的波涌换向阀结构复杂,体积庞大,本波涌换向阀阀体采用了轴向剖分,很好的保证了分离面的精度。换向阀体采用分开铸造的方式,简化了零件的加工过程,使阀体整体结构紧凑,更加适合在我国大部分地区推广使用。
复杂气动阀体熔模铸造加工工艺相关
文辑推荐
知识推荐
百科推荐


职位:主任建筑师
擅长专业:土建 安装 装饰 市政 园林


