

传动轴总成滑移端壳体-法兰激光深熔焊接试验研究
格式:pdf
大小:239KB
页数:4P
人气 :55
 4.8
4.8
为了解决传统焊接工艺(填丝TIG焊)焊接传动轴总成滑移端壳体-法兰存在的焊缝余高太高,造成应力集中;焊缝熔化不均匀、气孔,造成壳体和法兰在传递扭力时脱落;整体焊缝外观成型质量差;焊丝损耗比较大;焊接效率低等问题。采用激光深熔焊接对传动轴总成滑移端壳体-法兰进行焊接,并研究激光焊接后焊缝表面形貌、焊缝宽度和热影响区宽度、焊缝熔深、焊缝余高和焊缝显微硬度。结果表明:激光深熔焊接后,传动轴总成滑移端壳体-法兰焊缝熔化均匀、无气孔等缺陷;焊缝表面形貌美观,热影响区以及焊缝宽度远小于传统工艺焊接时的热影响区及焊缝宽度,焊缝和热影响区的硬度均高于母材,热影响区未出现软化,焊接熔深达到焊接要求,焊缝余高为0.3mm,同时激光焊接效率较高,满足传动轴总成滑移端壳体-法兰的焊接要求。



 高功率光纤激光深熔焊接小孔特征直接观测
高功率光纤激光深熔焊接小孔特征直接观测 高功率光纤激光深熔焊接小孔特征直接观测
为了进一步解决深熔焊接小孔难以进行观测的问题,本文通过"三明治"的方法,从而针对10kw光纤激光深熔焊接小孔进行了非常明显的观测,从而观察到在激光深熔焊接的小孔内部以及孔壁出现液体流动的现象。对于小孔前沿壁上面的液体流动的"台阶"以及伴随着流动物理学和蒸汽现象进行同步观察之后,进一步发现了金属微滴脱离小孔壁的整个过程以及产生蒸汽爆发的现象。
环形激光光内同轴送丝焊接试验研究 环形激光光内同轴送丝焊接试验研究
激光填丝焊是一种具有广泛应用领域的焊接工艺。针对现有旁送丝填焊工艺存在的不足,提出了光束中空、正向同轴送丝创新方案。利用所研制的光内同轴送丝焊接装置进行了焊接试验。结果表明,同轴送丝焊接具有光丝耦合姿态固定、热源对称、能量分布合理等突出优势。焊缝表面光滑平整,截面形状对称。焊缝质量各向同性,适用于一维和多维焊接。对变动激光功率、扫描速度和送丝速度进行了工艺试验,获得了一组优化的工艺参数。焊缝的扫描电镜(sem)分析和拉伸试验表明,激光光内同轴送丝所获得的焊道组织致密、均匀,无气孔、夹渣等缺陷,是理想的激热激冷组织;焊缝与基材结合牢固,结合区无明显缺陷。
编辑推荐下载
角接头激光无填充焊接成形试验研究 角接头激光无填充焊接成形试验研究
格式:pdf
大小:1.1MB
页数:5P
4.8
多边形异形管被广泛应用在航空等领域,为解决其角接头无填充焊接问题,分析了激光热源角接头形式,控制能量输入得到完全熔透模式。采用焊件背面辅以支撑以及先点焊后缝焊的方法,实现多边形异形管激光无填充焊接。试验得到连接质量满足技术要求的三边形、五边形和六边形异形管。角接头激光无填充焊接方法,为角接头焊接和异形管的成形提供理论基础和试验依据。
烧结不锈钢滤芯的法兰焊接试验 烧结不锈钢滤芯的法兰焊接试验
格式:pdf
大小:220KB
页数:3P
4.6
通过试验研究了金属多孔管与致密法兰间的联接形式、焊接工艺、焊缝热处理和焊缝质量评价方法,对滤芯焊缝处的热影响区、熔深和外观质量进行综合考虑,提出了法兰焊接的合理工艺。
法兰激光深熔焊接试验研究热门文档
基于实测小孔的激光深熔焊接三维传热模型 基于实测小孔的激光深熔焊接三维传热模型
格式:pdf
大小:632KB
页数:5P
4.3
激光深熔焊接的传热过程包括热传导和焊接熔池内熔融材料的对流流动。考虑了熔池的对流和材料热物性参数的温度依存性,建立了激光深熔焊接的三维传热模型,以试验所得小孔为原型;考虑了熔池中流质的轴向流动及轴向的温度变化;采用了"固液同一法",让温度低于液相线的材料粘性系数趋于无限大,而高于液相线的材料则采用实际值。采用有限单元法对模型数值求解的结果表明,激光焊接温度中的等温线为一组类似椭圆的曲线;小孔前沿的温度梯度、速度梯度大;后沿的温度梯度、速度梯度小;焊接熔池中的对流流动是在表面张力驱动下产生的。
黄铜-紫铜异种材料激光焊接试验研究 黄铜-紫铜异种材料激光焊接试验研究
格式:pdf
大小:769KB
页数:4P
4.4
采用2000wnd:yag激光器焊接壁厚1.1mm的黄铜与壁厚1.5mm的紫铜搭接接头管材。研究结果表明:黄铜由于富含低熔沸点合金元素锌,易于实现激光深熔焊接,其深熔阈值低于铝合金。紫铜对yag激光的反射率极高,虽然焊接困难,但采用黄铜在上、紫铜在下的搭接接头形式,激光束则深入到紫铜基体内部实现了深熔焊接。在合适的工艺参数下,可得到成形良好的焊接接头。
激光焊接A3厚钢板的试验研究 激光焊接A3厚钢板的试验研究
格式:pdf
大小:1.0MB
页数:3P
4.7
采用5kw高功率横流co2激光器加工系统对a3低碳厚钢板进行焊接试验,研究了工艺参数对激光深熔焊的焊缝的影响,并进一步进行了优化试验,对试样进行了拉伸试验、金相分析和显微硬度分析。
长颈铜法兰和铜管焊接接头强度试验研究 长颈铜法兰和铜管焊接接头强度试验研究
格式:pdf
大小:132KB
页数:4P
4.4
对焊根部位存在未熔透缺陷的长颈铜法兰和铜管焊接接头,进行了应力测试、超压试验和有限元应力分析。研究表明:焊根部位内表面受到轴向压缩应力的作用,深度在2mm以内的未熔透缺陷有闭合趋势,对焊接接头的强度影响很小,焊接接头仍可在正常工作条件下安全运行
法兰、垫片及法兰的焊接形式
格式:pdf
大小:8KB
页数:2P
4.4
法兰:使管子与管子相互连接的零件,连接于管端。法兰上有孔眼,螺栓使两法兰紧连。 法兰间用衬垫密封。 法兰管件:指带有法兰(突缘或接盘)的管件。它可由浇铸而成,也可由螺纹连接或焊接 构成。 法兰联接:由一对法兰、一个垫片及若干个螺栓螺母组成。垫片放在两法兰密封面之间, 拧紧螺母后,垫片表面上的比压达到一定数值后产生变形,并填满密封面上凹凸不平处,使 联接严密不漏。法兰联接是一种可拆联接。按所联接的部件可分为容器法兰及管法兰。 按结构型式分:有整体法兰、活套法兰和螺纹法兰。常见的整体法兰有平焊法兰及对焊 法兰。平焊法兰的刚性较差,适用于压力p≤4mpa的场合;对焊法兰又称高颈法兰,刚性较 大,适用于压力温度较高的场合。 法兰按与管子的连接方式可分为五种基本类型:平焊法兰、对焊法兰、螺纹法兰、承插 焊法兰、松套法兰。 平焊法兰:平焊法兰简称平板,又称搭焊法兰。平焊法兰与管道的连接
法兰激光深熔焊接试验研究精华文档
铝合金薄板激光焊接试验 铝合金薄板激光焊接试验
格式:pdf
大小:445KB
页数:3P
4.3
工艺试验的目的是寻求相对经济实用的铝合金激光焊接方法,为现代工业装配生产提供新的工艺思路,促进生产效率的提升和成本的降低。分析了铝合金激光焊接的工艺特性、技术难点和解决思路,记录利用300w激光对铝合金进行单光束焊接的有关参数和焊接效果,搭建双光束激光焊接试验平台,记录较高功率双光束和总量约500w激光分成双光束焊接试验过程及有关参数。进行了激光、氩弧混合焊接试验。对部分焊接样品进行了定量分析。经过分析研究,提出了铝合金激光焊接工艺改进意见。
焊接法兰 (2)
格式:pdf
大小:33KB
页数:2P
4.6
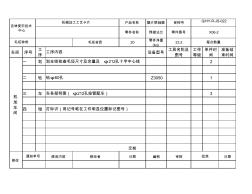
产品名称膜片联轴器受控号 零件名称焊接法兰零件图号 毛坯材质20零件净重 (kg) 23.2 车间序号 工 序 设备型号 工具名称及 图号 工作 等级 单件时 间 准备结 束时间 一划2 二钻z30501 三车3 四钳 修改内容修改者日期编制审核日期 机 加 车 间 修改 吉林昊宇技术 中心 交检 通知单号批准 打标识(用记号笔在工件明显位置标记图号) 工序内容 划全线检查毛坯尺寸及余量及φ212孔十字中心线 钻φ60孔 车各部符图(φ212孔按管配车) 机械加工工艺卡片q/hy-r-js-022 x06-2 毛坯种类每台数量 工令号 3 定额员 第1页 共1页
焊接法兰
格式:pdf
大小:33KB
页数:2P
4.6
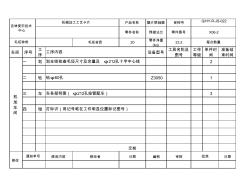
产品名称膜片联轴器受控号 零件名称焊接法兰零件图号 毛坯材质20零件净重 (kg) 23.2 车间序号 工 序 设备型号 工具名称及 图号 工作 等级 单件时 间 准备结 束时间 一划2 二钻z30501 三车3 四钳 修改内容修改者日期编制审核日期 机 加 车 间 修改 吉林昊宇技术 中心 交检 通知单号批准 打标识(用记号笔在工件明显位置标记图号) 工序内容 划全线检查毛坯尺寸及余量及φ212孔十字中心线 钻φ60孔 车各部符图(φ212孔按管配车) 机械加工工艺卡片q/hy-r-js-022 x06-2 毛坯种类每台数量 工令号 3 定额员 第1页 共1页
法兰焊接工艺
格式:pdf
大小:8KB
页数:1P
4.4
法兰焊接工艺 所需设备及工具手工电焊设备一套,手柄式角磨机一台,电动气锤一把,平 面尺一把。 焊前准备:1、检查调试设备,确保设备正常运转;2、准备φ4.0j506焊条 最好在300℃-350℃烘干一小时。 焊接过程:1、组装把椎体和大法兰按图纸要求组装在一起,再平均把大法兰 分成8等份。2、焊接由于法兰较厚,坡口较大,因此采用分段对称、多层焊接。 焊缝质量:要求焊缝强度至少达到母材强度。焊缝表面平整光滑,无烧穿、 气孔、焊漏、夹渣、咬边、未焊满等缺陷。余高小于2mm。 注意事项:1、打底时一定使用j506焊条手工堆焊,并采用小电流焊接。严 格按照焊接工艺焊接。2、再每焊接完一个位置,都要用水平尺卡一下法兰平面 的变形量。3、一边焊接一边用气锤锤击焊缝,以达到消除应力的作用。
6法兰筒体焊接
格式:pdf
大小:24KB
页数:1P
4.5
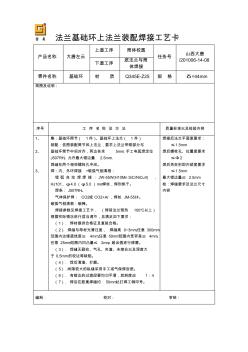
法兰基础环上法兰装配焊接工艺卡 产品名称大唐左云 上道工序筒体校圆 任务号 山西大唐 /201006-14-08 下道工序 底法兰与筒 体焊接 零件名称基础环材质q345e-z25规格δ=44mm 简图及说明: 序号工序名称及方法质量标准以及检验内容 1、 2、 3、 集:基础环筒节(1件)、基础环上法兰(1件) 装配:依图装配筒节和上法兰,要求上法兰带颈部分与 基础环筒节中间对齐,两边各余5mm,手工电弧焊定位 j507rh。允许最大错边量2.5mm. 焊缝在两个相邻螺栓孔中间。 焊:内、外环焊接+碳弧气刨清根: 埋弧自动焊焊接:jw-55w(h10mnsicrnicuii), hj101..φ4.0(φ5.0)mm焊丝,焊剂烘干。 焊条:j507rh。 气体保护焊:co2或co2+ar,焊丝jm-55ⅱ
法兰激光深熔焊接试验研究最新文档
异种钢及法兰焊接
格式:pdf
大小:118KB
页数:8P
4.3
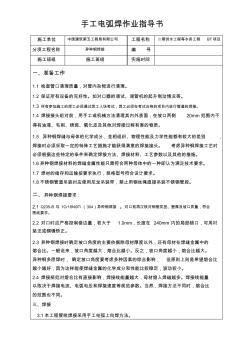
手工电弧焊作业指导书 施工单位中国建筑第五工程局有限公司工程名称二期供水工程等水务工程bt项目 分项工程名称异种钢焊接编号 施工班组施工班组实施时间 一、准备工作 1.1检查管口清理质量,对管内杂物进行清理。 1.2保证所有设备的完好性。如对口器的调试、调管机的起升制动情况等。 1.3所有参加施工的焊工必须通过焊工入场考试,焊工必须在考试合格的项目内进行管道的焊接。 1.4焊接接头组对前,用手工或机械方法清理其内外表面,在坡口两侧20mm范围内不 得有油漆、毛刺、锈斑、氧化皮及其他对焊接过程有害的物质。 1.5异种钢焊缝与母体的化学成分、金相组织、物理性能及力学性能都有较大的差别, 焊接时必须采取一定的特殊工艺措施才能获得满意的焊接接头。考虑异种钢焊接工艺时 必须根据这些特定的条件来确定焊接方法、焊接材料、工艺参数以及其他的措施。 1.6异种钢焊接材料的焊
焊接法兰
格式:pdf
大小:22KB
页数:1P
4.8
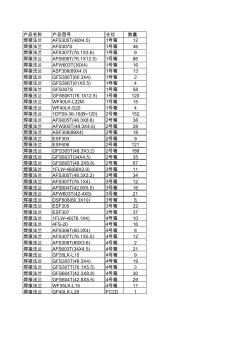
产品名称产品型号仓位数量 焊接法兰afs305t(48x4.5)1号箱12 焊接法兰afs307s1号箱46 焊接法兰afs307t(76.1x3.6)1号箱9 焊接法兰afs606t(76.1x12.5)1号箱86 焊接法兰afw603t(30x4)1号箱16 焊接法兰asf308(89x4.0)1号箱13 焊接法兰gfs306t(60.3x4)1号箱2 焊接法兰gfs306t(61x5.5)1号箱4 焊接法兰gfs307s1号箱58 焊接法兰gfs606t(76.1x12.5)1号箱120 焊接法兰wf40lk-l22m1号箱15 焊接法兰wf40lk-s201号箱4 焊接法兰1dfs9-36-16(b=120)2号箱152 焊接法兰afs605t(48.3x8.8)2号箱38 焊接
法兰变送器超薄膜片激光焊接工艺 法兰变送器超薄膜片激光焊接工艺
格式:pdf
大小:1.1MB
页数:3P
4.6
通过对法兰焊接坡口、工装夹具的合理设计及工艺参数的优化选取,成功完成了法兰变送器超薄膜片的激光焊接工艺研发。此工艺对同类仪表制造的焊接过程具有较高的参考价值。
法兰自动焊接系统的研究与设计 法兰自动焊接系统的研究与设计
格式:pdf
大小:220KB
页数:2P
4.7
对人工操作的法兰焊机的工作过程进行仔细研究后,提出了一套方案来设计相应的法兰自动焊机,文中主要介绍所设计的法兰自动焊机系统的结构及工作原理。
钛合金电子束深熔焊接头的组织及缺陷 钛合金电子束深熔焊接头的组织及缺陷
格式:pdf
大小:1.2MB
页数:5P
4.7
对大厚度钛合金电子束焊接接头的显微组织、相组成和冷隔缺陷进行研究。结果表明,焊缝区组织为马氏体α′相;热影响区由细晶区和粗晶区两部分组成,细晶区组织为初生α相+β相+等轴α相,粗晶区组织为少量的初生α相+针状α′相;母材区组织基本上都是长条状和块状的初生α相,其间分布着少量残余β相。对冷隔的形成原因进行了分析,并提出了预防措施。
 法兰盘焊接手法圆管焊接手法
法兰盘焊接手法圆管焊接手法 法兰盘焊接手法圆管焊接手法
格式:doc
大小:66KB
页数:4P
4.9
焊接法兰盘和圆管是工业制造中的常见任务,它需要精确的手法和专业的技能。这篇文章将深入探讨法兰盘和圆管的焊接方法,帮助你更好地理解和执行这些焊接任务。我们将从基础理论开始,然后详细解释实际的焊接步骤和技巧,确保你能够安全、高效地完成工作。

法兰为承插焊接SW法兰为RF面
格式:pdf
大小:370KB
页数:1P
4.8
折流板高度由300改 为500 法兰标准为美标,法兰为承插 焊接sw,法兰为rf面, 深度由600改为1000 此处短节口径由 dn80改为dn50, 方形门中性线改为以折流板为垂直中,宽度 由750改为900
焊接FORD法兰专用焊条研制
格式:pdf
大小:173KB
页数:3P
3
焊接ford法兰专用焊条研制——提出了对焊接ford法兰专用焊条的要求,介绍了研制新焊条的技术途径.通过对法兰制作符合艺流程进行试验,结果表明新研制焊条xfs016各项性能优良,达到了预期目的.经对法兰接口实际焊接,其x射线探伤为i级合格.
焊接FORD法兰专用焊条研制 焊接FORD法兰专用焊条研制
格式:pdf
大小:499KB
页数:3P
4.8
提出了对焊接ford法兰专用焊条的要求,介绍了研制新焊条的技术途径.通过对法兰制作各工艺流程进行试验,结果表明,新研制焊条xe5016各项性能优良,达到了预期目的.经对法兰接口实际焊接,其x射线探伤为ⅰ级合格.
法兰激光深熔焊接试验研究相关
文辑推荐
知识推荐
百科推荐


职位:预结算员造价工程师
擅长专业:土建 安装 装饰 市政 园林


