




 单体液压支柱镶不锈钢套修复技术的应用
单体液压支柱镶不锈钢套修复技术的应用 单体液压支柱镶不锈钢套修复技术的应用
突破以27simn为基本材质的缸体、活塞及三通孔等部位因不耐腐蚀而导致单体支柱锈蚀、报废的问题,成为单体液压支柱保证修理质量的一大技术难题。而引入镶不锈钢套修复技术,对单体液压支柱活柱体φ80孔、φ42孔、油缸内壁、活柱表面进行镶嵌不锈钢套处理,恢复由于腐蚀、磨损、磕碰等原因形成的缺陷表面,达到了保压和防腐效果,从而有效地解决了这一难题。
不锈钢薄壁焊接及镶衬技术在单体液压支柱中的应用 不锈钢薄壁焊接及镶衬技术在单体液压支柱中的应用
针对dz型单体液压支柱的修理问题,对比分析了目前国内常用的几种修复工艺,介绍了六枝工矿集团公司采用的不锈钢薄壁焊接及镶衬修复工艺的技术难点和主要工艺流程,分析论证了该技术良好的社会效益和经济效益。
编辑推荐下载
DWX型(柱塞悬浮式)单体液压支柱 DWX型(柱塞悬浮式)单体液压支柱
格式:pdf
大小:68KB
页数:1P
 4.3
4.3
dwx型(柱塞悬浮式)单体液压支柱是中国矿业大学研制的一种新一代工作面单体支护产品(获国家发明和实用新型专利,专利号为:97107063.6等10项国家专利)。该产品已通过了由国家煤矿支护设备质量监督检验中心根据mt112-93《矿用单体液压支柱》国家标准所做的性能测试和寿命试验,并取得了《煤安标志证书》。曾被国家科学技术部列为"十五"国家科技成果重点推广计划项目。
柱塞悬浮式单体液压支柱在高普工作面的应用 柱塞悬浮式单体液压支柱在高普工作面的应用
格式:pdf
大小:125KB
页数:3P
4.5
针对柱塞悬浮式液压支柱在高普工作面的应用情况,进行了详细阐述和分析;通过较长时间的实践,从安全性、技术特性和经济效益等方面,与活塞式液压支柱的应用进行了对比。
单体液压支柱油缸镶不锈钢套工艺热门文档
DW·X柱塞悬浮式单体液压支柱的研制 DW·X柱塞悬浮式单体液压支柱的研制
格式:pdf
大小:673KB
页数:4P
4.4
本文介绍了研制适用于煤矿井下安全生产的柱塞悬浮式单体液压支柱。这种新型单体液压支柱采用密封补偿和密封胀紧技术,密封性能好。油缸内无活塞,没有内泄漏,避免了因内泄漏造成的支柱虚顶、脱顶造成的人事伤亡事故。
高低压自动换向阀在单体液压支柱组装线上的应用 高低压自动换向阀在单体液压支柱组装线上的应用
格式:pdf
大小:198KB
页数:3P
4.3
文章叙述了"矿用单体液压支柱"组装后进行试压、检验的技术特性,介绍了新型高、低压自动换向阀的结构和功能,并对改进后的试压系统的效果做出了评价。
DZ型单体液压支柱设计(机械CAD图纸)资料
格式:pdf
大小:1.1MB
页数:44P
4.5
摘要 本论文所设计的是适用于大倾角煤层使用的单体液压支柱,主要目的是 为了保证工作人员的安全。大倾角煤层下很容易发生倾倒、下滑现象,有时 甚至会发生冒顶事故。普通的单体液压支柱不能满足要求,所以要对其进行 改进,本次主要改进的部位是顶盖部分,由原来的通用式改为现在的防倒式。 通过楔卡的安装,其独特的“l”型设计,可以卡住顶梁底部的“л”型扁钢, 实现了支柱与顶梁的相互结合,这样便在很大程度上缓解了以上可能发生的 事故。其次,本次设计除了采用传统的绘图工具autocad实现二维制图外, 还利用pro/engineer软件进行三维实体造型,充分发挥出了pro/engineer的 优点,使商家与使用者对产品在感观上有更进一步认识和了解。 关键词:大倾角;顶盖;防倒式;楔卡;三维实体造型。 abstract thispaperisdesignedforlar

单体液压支柱支撑力测试记录表解读
格式:pdf
大小:25KB
页数:2P
4.7
单体液压支柱支撑力测试记录表 测试时间∶2010年月日时分班次∶测试人∶测试工具∶dn25型支撑力测试器、红旗牌压力表 测试单体柱编号(#)出厂初撑力(kn)出厂工作液压(mpa)测试结果测试等级 备注测试简要情况说明∶ 初撑力(kn)工作液压(mpa)初撑力工作液压 dn25—250/10068.65---78.4539.3 单体液压支柱支撑力测试记录表 二0一0年月
液压支架立柱缸体不锈钢镶套修复 液压支架立柱缸体不锈钢镶套修复
格式:pdf
大小:183KB
页数:3P
4.5
为解决缸体修复利用,研究制定出不锈钢滚压复合镶套工艺技术方法。计算分析了镶套修复液压支架立柱缸体的可行性与可靠性;得出镶套修复缸体的最小壁厚、缸孔最大极限尺寸、安全系数、不锈钢套最大厚度等关键技术参数及计算分析方法。制定工艺路线,试制出样机,进行了试验室试验。实现不锈钢与合金结构钢性能的复合优化。批量投入综采面生产应用表明:工作性能稳定,使用寿命提高近2倍,经济技术效益显著。同时,为拓展不锈钢滚压复合镶套工艺技术方法的应用空间,打下了可靠的技术理论基础。
单体液压支柱油缸镶不锈钢套工艺精华文档
3、不锈钢套技术交底
格式:pdf
大小:38KB
页数:3P
4.6
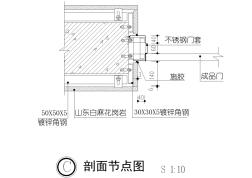
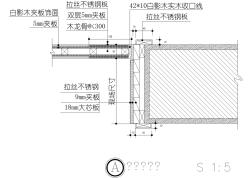
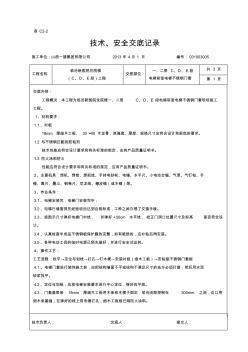
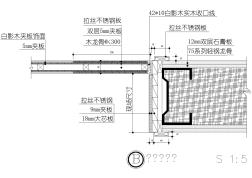
表c2-2 技术、安全交底记录 施工单位:山西一建集团有限公司2013年4月1日编号:031003005 工程名称 临汾新医院住院楼 (c、d、e段)工程 交底部位 一、二层c、d、e段 电梯前室电梯不锈钢门套 共3页 第1页 技术负责人:交底人:接交人: 交底内容: 工程概况:本工程为临汾新医院住院楼一、二层c、d、e段电梯前室电梯不锈钢门套现场施工 工程。 1、材料要求: 1.1、衬板 18mm厚细木工板、30×40木龙骨,其强度、厚度、规格尺寸应符合设计和规范的要求。 1.2与不锈钢匹配的胶粘剂 技术性能应符合设计要求和有关标准的规定,应有产品质量证明书。 1.3防火涂料防火 性能应符合设计要求和有关标准的规定,应有产品质量证明书。 2、主要机具;焊机、焊钳、焊把线、手持电砂轮、电锤、水平尺、小电动台锯、气泵、气钉枪、手 锤、靠尺、墨斗、
不锈钢套筒阀-巨锋阀门
格式:pdf
大小:1.7MB
页数:4P
4.4
不锈钢套筒阀 使 用 说 明 书 巨锋阀门 产品名称;不锈钢套筒阀 产品型号:tf 产品规格:dn100-dn1000 公称压力:0.1mpa 也称套筒排泥阀 产品用途:套筒阀适用于反应池,滤池,沉淀池等排 泥管道上。当水深h超过3米时需另外注明。 本tf不锈钢套筒阀结构简单,(套筒阀)工作可靠, 是反应池的理想的产品。一般用于小型工程沉淀池 的池内排泥,安装于形成锥底面(以便使池中底泥完 全排除)池底,一般与启闭机配套使用。启闭力小 的可直接配套加长手轮使用,使用形式有一台多台排 列,主体材料一般为碳钢、不锈钢。 1.开度可调,能实现同规格不同排量。 2.自带导向,操作力小。 3.密封性能好,使用经济。 4.若配套电动启闭机则可实现自动控制。
单体液压支柱油缸镶不锈钢套工艺最新文档

详解液压油缸轴镍钴铁代铬工艺流程
格式:pdf
大小:248KB
页数:2P
4.8
详解液压油缸轴镍钴铁代铬工艺流程 该技术属高效清洁表面处理技术工艺,能耗低,无电镀污泥产生,实 现了废水零排放。结合基础研究成果,目前已成功实现镍钴铁代铬表面工 程新技术的产业化。尤其在连铸结晶器铜管,液压油缸轴行业已实现产业 化生产。整个工艺流程分为镀前处理、电镀镍钴铁和镀后处理三部分,工 艺流程如下: 各主要工序的情况介绍如下: (1)电解除油1:15分钟,7-10a/dm2除去工件表面剩余的污渍,使表面 净化。dw-2012a专用电解除油粉 (2)热水洗:55℃热水除皂化膜,洗涤用水可长期利用。 (3)电解除油2:1-3分钟,7-10a/dm2活化基体。dw-2012b专用电解 除油粉 (4)冷水洗:常温,净化基体表面。 (5)活化酸洗:10%稀硫酸,15-30秒,活化基体表面。最好使用活化酸 盐dw-2012活化酸盐 (6)去离子水洗:净化表面,循环
一种不锈钢套零件的内孔磨削夹具设计 (2)
格式:pdf
大小:57KB
页数:3P
4.8
一种不锈钢套零件的内孔磨削夹具设计 摘要:该不锈钢套的加工精度要求较高,根据加工经验及对该零件的充分分 析,设计工装夹具,该夹具的设计不仅提高了加工精度,并且操作简单,提高了 工作效率。 关键词:磨削不锈钢内孔夹具 中图分类号:tg75文献标志码:a designofinnerholegrindingfixtureforstainless steelsleeveparts xiongtingchaohuangxuqi abstract:thestainlesssteelsleevemachininghighprecision,accordingtothe workingexperienceandfullanalysisoftheparts,hydraulicdesignoffixture,
不锈钢镶套技术在单体支柱油缸上的应用 不锈钢镶套技术在单体支柱油缸上的应用
格式:pdf
大小:168KB
页数:未知
4.7
单体支柱是大同矿务局采煤支护中使用量很大的支护用品,全局循环租赁使用的单体支柱2.2万根左右.每年可修复的数量在1.5~1.6万根,其余的6000多根单柱都做了报废处理.为了保证正常的支护需求,该局每年都要补充购进新单柱5000~6000根,花费资金50多万元.在报废的单柱中,由于油缸内壁严重腐蚀而报废的比例最大约占85%左右.目前,该局单体支柱的大修对油缸的处理办法采用树脂喷涂工艺.这种工艺修复油缸有三个缺陷,一是成品率低,约为85%~90%;二是使用寿命短,仅半年左右;三是不能再次返修.经过多年的摸索和考察,最近大同矿务局技术中心和局器材处一道,引进了单柱油缸用薄壁不锈钢管在油缸内镶套的新工艺,该项技术是山西中通工贸公司高技术公司开发的,该项技术具有以下几方面的优点:1、修复材质优良,采用0.5mm厚含acr18ni9ti和ocr18ni9等板材,生产出的硬度高、防腐防锈性能强的油缸内衬套.2、修复技术独特,在原有单体支柱的基础上,分别对4个关键部位的抗腐能力及强度性能上作彻底处理.3、修复使用的单柱寿命长.可连续使用5a.
单体液压支柱油缸镶不锈钢套工艺相关
文辑推荐
知识推荐
百科推荐


职位:港口与巷道监理工程师
擅长专业:土建 安装 装饰 市政 园林


