

低碳钢-铝青铜复合板与铝黄铜管的焊接
格式:pdf
大小:375KB
页数:3P
人气 :92
 4.7
4.7
我厂在承接某冷凝器的试制任务中,遇到了低碳钢—铝青铜复合材料与铝黄铜的焊接难题。该冷凝器两端的管板是A3—QA19-2复合材料,其主体材料是A3钢,外径为450mm,厚度(加工后)为36mm。复合层为QA19-2,它是经外协采用爆炸焊接与A3钢板焊牢的,复合层加工后的厚度为5mm。每块管板上钻φ14.5mm孔,共320个,各孔之间的中心距均为



 铜-铝-铜复合板导电特性的模拟
铜-铝-铜复合板导电特性的模拟 铜-铝-铜复合板导电特性的模拟
利用有限元分析软件ansys,模拟计算了铜-铝-铜复合板参数对内部涡流电流的影响。模拟结果表明,在铜铝复合板整体厚度一定的前提下,存在适宜的厚度比;铜-铝-铜复合板的导电效率随复合板宽度的增加而提高;同时,铜铝复合板的外形对复合板的内部涡流也有很大的影响,圆边的双面复合板优于直边,且优于同尺寸四边覆铜的直边板。
换热器黄铜管与爆炸复合板焊接工艺的研究 换热器黄铜管与爆炸复合板焊接工艺的研究
采用手工氩弧焊的方法,研究了换热器hsn70-1b黄铜换热管与16mn+hsn62-1复合板的焊接工艺。结果表明,通过工艺评定,所选用的焊接工艺是合适的,为黄铜的异种焊接提供了一个可行的试验方案。
编辑推荐下载
铝黄铜管的磨蚀与防护 铝黄铜管的磨蚀与防护
格式:pdf
大小:552KB
页数:5P
4.5
汽轮机凝汽器黄铜管入口端的冲刷损坏现象,过去不很为人重视。但是随着冷却水流速的提高,逐渐变得引人注目起来。一些研究者认为,这是大的空气泡冲击在铜管入口端而碎成小气泡时破坏了保护膜的结果。对这种损坏现象称为“冲击腐蚀”或“腐蚀—磨损”,也有称作“溃蚀”者。为了对抗腐蚀—磨损,国外发展一种新的管材即铝黄铜,在日本和西欧这种管材使用得很普遍。我国近十年来也大量生产和使用。在使用中,作者观察到恰恰是这种管材最不耐腐蚀—磨损。为了解决已出现的铝黄
凝汽器铝黄铜管的磨蚀与防护 凝汽器铝黄铜管的磨蚀与防护
格式:pdf
大小:515KB
页数:3P
4.5
一、铝黄铜管的磨蚀情况近几年来,京津唐电网内各发电厂有十余台汽轮机凝汽器的铝黄铜管,在循环水入口的管段上,发生了冲刷损坏。损坏较严重的呈马蹄形蚀坑,损坏较轻的则呈现为密集的针尖状麻坑,铜管表面光亮,无腐蚀产物。损坏的范围一般均发生在循环水进口端的管段上,距离管口在200毫米范围以内。根据损坏情况的分析
低碳钢铝青铜复合板与铝黄铜管焊接热门文档
超低碳钢与铜管钎焊接头的裂纹分析 超低碳钢与铜管钎焊接头的裂纹分析
格式:pdf
大小:354KB
页数:2P
4.7
通过对超低碳钢brc3钎焊裂纹构件的成分及组织分析,发现合金元素及杂质在晶界的析出,是brc3钢抗晶间腐蚀能力下降,从而造成其钎焊裂纹的主要原因之一。
铝青铜
格式:pdf
大小:5KB
页数:1P
4.6
青铜/铝青铜棒板jmc-13-lc6161アルミニウムの青銅 qa15/qa17/qa19-2/qa19-4/qa110-3-1.5/qa110-4-4 ●主要化学成份(主要な化学の成分): 合金の商標化学の成分 articlescomposition sn(锡)al(铝)mn(锰)fe(铁)pb(铅)si(硅)p(磷)cu(铜) 不純物 qal5<0.14.0-6.0<0.5<0.5<0.03<0.1<0.01余量<1.6 qal7<0.16.0-8.0<0.5<0.5<0.03<0.1<0.01余量<1.6 qal9-2<0.18.0-10.01.5-2.5<0.5<0.03<0.1<0.01余量<1.7 qa
镍铝青铜C95800的焊接 镍铝青铜C95800的焊接
格式:pdf
大小:121KB
页数:2P
4.4
2012年抚顺某单位承揽了美国一家公司一批铸管及泵头的制造任务。该批设备的主体材料为astmb-148unsc95800,系镍铝青铜铸件,铸件最大厚度为18mm,服役环境为海水及浓盐水等。由于工作环境的特殊,设备制造图纸对其技术要求很高。为保证制造质量,在经过查阅的相关资料[1]以及严格的焊接工艺评定,最后确定了c95800材料的氩弧焊接工艺。1焊接接头的性能要求设备制造图纸对焊接接头的力学性能、耐腐蚀性能要求均需满足asme规范第ⅷ卷和相关工程标准的技术要求。
紫铜板与低碳钢焊接工艺 紫铜板与低碳钢焊接工艺
格式:pdf
大小:421KB
页数:3P
4.8
在充分实践的基础上,介绍了紫铜板与低碳钢板在仰焊位置施焊时如何防止或减少未焊透、冷热裂纹、气孔和外观缺陷而采取的工艺措施,并在理论和实际施焊两方面进行了分析和探索。
低碳钢铝青铜复合板与铝黄铜管焊接精华文档
紫铜管与低碳钢管焊接件开裂分析 紫铜管与低碳钢管焊接件开裂分析
格式:pdf
大小:748KB
页数:3P
4.5
某紫铜管与低碳钢管焊接件焊接后在焊接接头靠近紫铜管侧出现了大量开裂现象,通过对开裂部位紫铜管部分进行宏观分析、化学成分分析、扫描电镜断口观察及金相检验,对焊接件的开裂原因进行了分析。结果表明:紫铜管原材料中氧含量超标以及焊接温度过高共同引起晶界弱化,致使在焊接接头处叠加了较大的组织应力和热应力,当叠加应力大于材料的承受能力时就会引起晶界破裂,导致焊接件开裂。最后在分析的基础上提出了改进措施。
 低碳钢焊条焊接薄壁紫铜管
低碳钢焊条焊接薄壁紫铜管 低碳钢焊条焊接薄壁紫铜管
格式:pdf
大小:135KB
页数:1P
4.3
紫铜零件的焊接,根据技术要求不同,可采用碳弧焊、手工氮弧焊或者使用铜芯焊条的手工电弧焊。而对于壁厚为0.8~2毫米的紫铜管,通常则采用气焊。但是,气焊的约束条件比较多,比如硼砂、铜条、电石、氧气,缺一不可。为此,我厂采用了低碳钢焊条焊接薄壁紫铜管。经三年的生产
磷青铜能不能替代铝青铜
格式:pdf
大小:60KB
页数:9P
4.3
磷青铜能不能替代铝青铜 相关性能和了解更多加工性能可以百度绿兴金属找到我们。 不能替代的,磷青铜是做弹性材料,铝青铜是耐磨材料,性能不一样的 磷铜(磷青铜)(锡青铜)(锡磷青铜)由青铜添加脱气剂磷p含量0.03~0.35%, 锡含量5~8%及其它微量元素如铁fe,锌zn等组成延展性,耐疲劳性均佳可 用于电气及机械材料,可靠度高于一般铜合金制品。 磷铜简介 磷铜,磷和铜的合金。代替纯磷用于还原黄铜和青铜合金,在制造磷青铜时作为 加磷用。它分为5%,10%和15%的级别,并可直接加入熔化的金属中。其作用 是强还原剂,而且磷使青铜变硬。即使在铜或青铜中加入少量的磷也能提高其疲 劳强度。制造磷铜,需把磷块压入熔化的铜里,直到反应停止。磷在铜中的比例 在8.27%之内时可溶,形成cu3p,其熔点为707℃。含10%磷的磷铜熔点为 850℃,含15%磷的熔点为102
低碳钢铝青铜复合板与铝黄铜管焊接最新文档
铝黄铜管和铜镍合金管规格
格式:pdf
大小:21KB
页数:1P
4.4
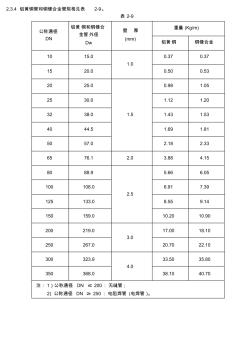
2.3.4铝黄铜管和铜镍合金管规格见表2-9。 表2-9 重量(kg/m) 公称通径 dn 铝黄铜和铜镍合 金管外径 dw 壁厚 (mm) 铝黄铜铜镍合金 1015.00.370.37 1520.0 1.0 0.500.53 2025.00.981.05 2530.01.121.20 3238.01.431.53 4044.51.691.81 5057.0 1.5 2.182.33 6576.12.03.884.15 8088.95.666.05 100108.06.917.39 125133.08.559.14 150159.0 2.5 10.2010.90 200219.017.0018.10 250267.0 3.0 20.7022.10 300
用低碳钢焊条焊接紫铜 用低碳钢焊条焊接紫铜
格式:pdf
大小:195KB
页数:3P
4.7
在工业生产中,经常遇到紫铜和紫铜,紫铜和钢的焊接。目前,紫铜焊接一般采用气焊,或用铜107焊条以直流焊机进行电焊,有条件的单位也可以用氩弧焊、等离子焊等方法。但一般工厂都没有这些焊机,铜107焊条在交流弧焊机上又不能使用,如果能使用交流弧焊机,用普通低碳钢焊条对紫铜进行焊接,则一般单位都具备条件。但是,由于铜散热快,铜液流动性
铜管焊接工艺
格式:pdf
大小:84KB
页数:4P
4.4
铜管焊接工艺 1、总论 制冷空调中的制冷系统,一般用铜铝等有色金属材料,在制造、安装和维修过程中,管 道的焊接是关键的一环,它不但影响美观,更重要的是影响到系统能否正常工作灯问题,必 须引起高度重视。 2、焊料的选用 制冷空调的管件多是用铜(紫)管材,常用的焊料类型有铜磷焊料、银铜焊料、铜锌焊 料等。在焊接时要根据管道材料的特点,正确的选择焊料及熟练地操作,以确保焊接的质量。 2.1对同类材料的焊接 2.1.1铜与铜的钎焊 可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这种焊料价格较为 便宜,且有良好的溶液,采用填缝和湿润工艺,不需要焊剂。 2.1.2钢与钢的焊接 可选用黄铜条焊料加适当的焊剂。焊接时。将焊料加热到一定温度后插放在焊剂中,使 焊剂溶化后附着在焊料上,但焊后必须将焊口附近的残留焊剂用热水或水蒸气刷洗干净,防 止产生腐蚀。在使

铜管焊接工艺
格式:pdf
大小:8KB
页数:3P
4.5
一、焊接 总要求:保证管路不泄漏,焊接管路横平竖直焊液均匀分布于焊缝。保证各部件的功 能完好无损,注意各阀件的方向性。 1.铜管下料 a.工具:割管刀,卷尺,线号笔,锉 b.步骤: ①根据图纸要求的尺寸和管径,用卷尺量取相应的长度,并用线号笔记下位置 ②较粗的铜管要固定后,再用割刀拆下,要保证割口平齐,不变形 ③用锉把割口毛边锉平,并用抹布擦拭干净 2.焊接 a.工具:焊枪,乙炔瓶,氧气瓶,氮气瓶 b.步骤: ①检查氧气瓶和乙炔瓶内的量是否足够 ②根据图纸要求来进行焊接 ③在焊接电磁阀时,应把电磁阀的线圈拆下,以防毁坏,并注意其流向 ④焊接其它部件,如液镜、膨胀阀、单向阀等应注意焊接时受热损坏,必要时可把 可拆部件卸下,并用湿棉布包裹被焊阀体 ⑤焊接时应在被焊管内通低速氮气,防止氧化 ⑥焊接完毕后,冷却,用干燥氮气清理管内氧化物和焊渣 二、焊接 1.0焊
TIG焊在45号钢与铝青铜焊接中的应用 TIG焊在45号钢与铝青铜焊接中的应用
格式:pdf
大小:494KB
页数:2P
4.6
我公司承制的某车型行走系统油气悬挂装置中的活塞采用的是45号钢与铝青铜qal9-2焊接而成,活塞是该系统的重要组成部分,其产品精度和质量要求高,该件为焊后加工而成,加工余量较小,焊接质量要求很高,必须一次施焊完成,没有返修余地,由于铜和钢两种金属的焊接属于异种金属焊接,焊接性较差,焊接难度大。主要问题在于铜与钢的熔点、导热系数、线膨胀系数和力学性能等都有很大的不同,容易在焊接接头中产生应力集中,导致各种焊接裂纹,焊接接头力学性能减低等焊接缺陷和焊道塌陷,气孔等其他常见缺陷。故而必须选择合适的焊接方法来保证一次焊接到位。
紫铜管与低碳钢的钎焊 紫铜管与低碳钢的钎焊
格式:pdf
大小:137KB
页数:未知
4.5
冰箱压缩机壳体的组装焊接中,机壳与紫铜管是焊接在一起的。机壳采用08a1深冲板(或08f),因拉伸后内应力大,且因含合金元素a1,若采用大参数焊接可能在机壳近缝区产生渗透裂纹,因此必须采用小参数焊接。加热温度控制在800℃以下。由于紫铜管的熔点,导电性和线膨胀系数等热物理性能与机壳的差异,使其焊接性变差。紫铜管与机壳的焊接,要求焊缝成形美观,疲劳强度高,气密性好,为达此目的,现选用中温钎焊工艺,具体介绍如下。
电弧喷涂铁铬铝/铝青铜复合涂层组织及性能研究 电弧喷涂铁铬铝/铝青铜复合涂层组织及性能研究
格式:pdf
大小:430KB
页数:2P
4.3
采用超音速电弧喷涂技术制备铁铬铝/铝青铜金属复合涂层。利用光学显微镜、扫描电镜、能谱分析方法对涂层微观组织和相组成进行了分析。结果表明:铁铬铝/铝青铜复合涂层呈典型的层状结构,在铁铬铝/铝青铜的部分结合界面处有氧化铝。铁铬铝/铝青铜复合涂层的抗高温氧化性能的测试结果显示,铁铬铝/铝青铜复合涂层的抗氧化性能明显优于20钢。
焊接黄铜管快速再结晶退火工艺 焊接黄铜管快速再结晶退火工艺
格式:pdf
大小:81KB
页数:未知
4.8
本文对焊后不同冷变形度的黄铜管采和在450-700℃,保温时间0.5-2分钟的16个工艺进行了快速再结晶火工艺试验。结果表明,黄铜管快速再结晶退火后,其金相组织、晶金相组织、晶粒尺寸、显微硬度和外观质量均能达到普通退火的要求,退火时间可由普通退火的90分钟缩短到1.5-2分钟。
低碳钢铝青铜复合板与铝黄铜管焊接相关
文辑推荐
知识推荐
百科推荐


职位:暖通设计员
擅长专业:土建 安装 装饰 市政 园林


