

德国DIN6700焊接标准评审过程和要求
格式:pdf
大小:12KB
页数:5P
人气 :70
 4.5
4.5
德国 DIN6700焊接标准评审过程和要求 材料 :满足 EN10204要求 . 焊工 :EN287-1( 钢)/EN287-2( 铝 ) 焊接工艺评定 (WPS):满足 EN288-3/ISO15614-1 无损探伤人员 :EN473 DIN6700 的标准 焊接质量要求 金属材料的熔焊的全面质量要求 DIN EN 729-2 英文版 本标准与 1994 年 11月版的 DIN EN729-3 和 DIN EN 729-4 取代 1978 年 10 月版的 DIN8563-2 。 描述词:焊接,熔焊,质量保证,要求 欧洲标准 EN729-2: 1994年为 DIN 标准 前言 本标准由 CEN/TC 121 准备。负责准备本标准的机构是德国焊接标准委员会。 本标准的和第一部分为基本资料, 提供焊接工艺的质量保证要求选择和应用的一般原则。 随后的三个部分进一步 补充和说明不同目的的



DIN6700标准
din6700的标准 焊接质量要求 金属材料的熔焊的全面质量要求 dinen729-2英文版 本标准与1994年11月版的dinen729-3和dinen729-4取代1978年10月版的din8563-2。 4r$m7j2}k!y2f8|&`$l,j,} 描述词:焊接,熔焊,质量保证,要求,^-v'm5m3@&k6h"k7q1s4b:s&t*^ 欧洲标准en729-2:1994年为din标准 前言7m,p-~#v0e)s+n'o2n.d4z 本标准由cen/tc121准备。负责准备本标准的机构是德国焊接标准委员会。 本标准的和第一部分为基本资料,提供焊接工艺的质量保证要求选择和应用的一般原则。随 后的三个部分进一步补充和说明不同目的的质量要求。本标

DIN6700
焊接质量要求 金属材料的熔焊的全面质量要求 dinen729-2英文版 本标准与1994年11月版的dinen729-3和dinen729-4取代1978年10月版的din8563-2。 描述词:焊接,熔焊,质量保证,要求 欧洲标准en729-2:1994年为din标准 前言 本标准由cen/tc121准备。负责准备本标准的机构是德国焊接标准委员会。 本标准的和第一部分为基本资料,提供焊接工艺的质量保证要求选择和应用的一般原则。随后的 三个部分进一步补充和说明不同目的的质量要求。本标准与iso3834-2一致。 在本校准第2-4部分中规定的质量要求水平考虑到了焊接结构的广泛应用并提供了关于该结构 所暴露和所含隐患的应力的评估方法。 本标准的其它部分包括: 选择和使用的一般准则(第一部分) 标准质量要求(第三部分)
编辑推荐下载
EN15085(DIN6700)标准介绍要点
格式:pdf
大小:17KB
页数:13P
4.6
en15085(din6700)标准介绍 前言:en15085标准是欧洲轨道车辆及其部件焊接的系列标准, 由五个标准组成: en15085-1总则 en15085-2焊接企业的质量要求和资格认证 en15085-3设计要求 en15085-4生产要求 en15085-5检验试验与文件 一、en15085-1总则 1、本标准适用于轨道车辆及其部件的制造和维修过程中金属 材料的焊接。 2、术语及定义: 2.1企业认证机构:经国家安全监督机构在认可并授权机构。 2.2认证级别:cl1~cl4 2.3焊缝质量等级:cpa~cpd 2.4焊缝检验等级:ct 二、en15085-2焊接企业的质量要求和资格认证: 1、人员要求: 1.1焊工和操作工 焊接企业应具有en287-1、en9606-2资质证书的焊工和操作 工。 资格范围应该覆盖产品的焊接工艺、材料组别、接头类型
德国焊接标准(DINweldingstandards)
格式:pdf
大小:983KB
页数:68P
4.3
编号中文名称英文名称 din11851-1998 食品,化学和医药工业用管接头.不锈钢制螺纹管 连接件.滚压和焊接连接的设计 fittingsforfood,chemicalandpharmaceuticalindustry- stainlesssteelscrewedpipeconnections-designforrolling inandwelding-on din11852-2009 食品业、化工业用装置不锈钢装置焊接用三通 管、弯头和异径接头 fittingsforthefoodandchemicalindustries-fittingsof stainlesssteel-tees,bendsandreducersforwelding din11865-2003无菌、化学工业和
德国DIN6700焊接标准评审过程和要求热门文档

焊接基础知识38-标准-焊接标准和质量等级要求
格式:pdf
大小:147KB
页数:3P
4.5
?焊接知识来自twi狮子十之八九 标准-常用标准和质量等级要求 焊接知识38 在dennis轨道工厂制造 实际应用的标准和规程是确保结构或部件达到一定的质量等级,以满足其使用的要求。 本文将焊接工艺方面、焊工考试和焊缝质量等级方面的标准放在一起介绍。需要注意的是本文使用欧洲标准介绍相关的试验和文件方面的问题。相应的其它标 准包括asme,也包括质量控制方面的内容。 应用标准和规程 制造中有三种类型的标准使用: ?应用领域标准和设计标准 ?焊接工艺规程和焊接工艺评定标准 ?焊工资质标准 这些标准覆盖了母材、填充材料、焊接设备和健康安全方面的规定。英国标准用于规范要求,例如,合格的工艺评定并不是由规程批准,而是由授权的机构批 准,即意味满足的法律的规定。健康安全标准和规程也是需要遵守的标准。h 应用指南不同于标准,因为它们的目的是提供建议和指导,例如,关于焊接电

DIN6700-2
格式:pdf
大小:99KB
页数:18P
4.5
德国标准07.06.2000 铁路车辆和车辆部件焊接din6700-2 第二部分:部件类别,焊接工厂认证,合格评估 叙词:焊接,铁路车辆,铁路车辆零件,质量保证,资格 铁路车辆和车辆部件焊接-第二部分:部件类别,焊接工厂认证,合格评估 目录 1.范围 2.标准参考 3.基本术语 4.零件类别 5.焊接工厂要求 6.焊接工厂认证 7.焊接零件合格评估 附录a(标准) 分类,焊接工厂要求 页 2 2 3 4 6 10 11 14 附录b(标准) 焊接工厂描述,表 附录c(标准) din6700-2鉴定,表 附录d(标准) 焊接测试内容 附录e(标准) 样本焊接测试范围 附录f(标准) 试件要求 附录g(标准) 参考文献 页 15 20 21 22 24 27 前言 本标准由铁路车辆标准委员会(fsf
007栓钉焊焊接标准
格式:pdf
大小:42KB
页数:3P
4.5
1 栓钉焊焊接标准(ldzg-gx-007) 1.范围:本标准适用于各类钢框架混凝土结构中需进行栓钉焊接施工的构件的焊接 操作。 2.施工准备: 2.1焊前检查: 2.1.1焊接前,应对焊钉进行检查,并保证无锈蚀、氧化皮、油脂、受潮或其他对焊接 质量造成影响的缺陷。 2.1.2焊接用的瓷环应保持干燥,若由于包装损坏而导致瓷环受潮,则应在焊前进行烘 干,烘干温度为120℃,保温两小时。 2.1.3在焊钉施焊处50mm范围内不应有氧化皮、锈或潮湿等影响焊接质量的有害物质。 2.1.4馈电导线长度小于50mm时,其截面不应小于35mm 2 ;同时,必须采用足够容量的 专用电源,其容量一般为100kva—150kva,并应防雨和防晒,配电箱应在栓焊机 附近,便于出现故障时迅速切断电源。焊机机体距离墙体或其他障碍物的最小距 离为20cm,以保证焊机周围空气流通,有利于散

常用焊接标准
格式:pdf
大小:10KB
页数:7P
4.5
常用焊接标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/―1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/焊接质量保证金属材料的熔化焊第4部分:基本质量要求 gb/t12469--90焊接质量保证钢熔化焊接头的要求和缺陷分级 gbl0854--90钢结构焊缝外形尺寸 gb/t16672
常用焊接标准 (2)
格式:pdf
大小:19KB
页数:12P
4.6
常用焊接标准 标准分类:综合基础?? 标准编号:039?? udc:?? ?? 主题内容与适用范围 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指 南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第
德国DIN6700焊接标准评审过程和要求精华文档
常用焊接标准
格式:pdf
大小:11KB
页数:6P
4.5
常用焊接标准 常用焊接标准 主题内容与适用范围 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/tl2468.4--1998焊接质量保
焊接标准大全
格式:pdf
大小:17KB
页数:8P
4.3
焊接标准大全 希望对大家有用。 【焊接基础通用标准】 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/tl2468.4--1998焊接质量保证金属材料的熔化焊第4部分:基

焊接标准汇编
格式:pdf
大小:36KB
页数:6P
4.6
焊接标准汇编 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/tl2468.4--1998焊接质量保证金属材料的熔化焊第4部分:基本质量
焊接标准大全
格式:pdf
大小:22KB
页数:5P
4.3
1 焊接标准大全 【焊接基础通用标准】13 1、gb/t3375--94焊接术语 2、gb324--88焊缝符号表示法 3、gb5185--2005t金属焊接及钎焊方法在图样上的表示代号 4、gb12212--2012技术制图焊缝符号的尺寸、比例及简化表示法 5、gb4656--2008技术制图棒料、型材及其断面的简化表示法 6、gb/t985.1-2008气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口 8、gb/t985.2-2008埋弧焊的推荐坡口 9、gb/t985.3-2008铝及铝合金气体保护焊的推荐坡口 10、gb/t985.4-2008复合钢的推荐坡口 11、gb/t12467金属焊接质量等级标准 12、gbl0854--89钢结构焊缝外形尺寸 13、gb/t16672—1996焊缝----工作位置----倾角和转角的定义 【焊
焊接标准汇编
格式:pdf
大小:16KB
页数:14P
4.8
本篇是《焊接材料资料汇编》第五篇。本篇主要收集了与焊接 有关的技术条件、焊接检验、焊接工艺、焊接评定等方面的标 准。本标准集含8个支集,132个标准。 本篇主要考虑焊接技术、检验人员使用,销售人员应掌握其中 主要检验方法的知识。 本篇基本包括了焊接材料产品标准中提及的引用标准(除化学 试验)部分;产品标准中引用的化学试验标准,将在以后的篇 章中予以汇编。 本篇包含的标准目录如下: 一、焊接术语、工艺代号、焊缝符号、坡口形式: 1、gb324-88焊缝符号表示法 2、gb985-88气焊、手工电弧焊及气体保护焊焊缝坡口 的基本形式与尺寸 3、gb986-88埋弧焊焊缝坡口的基本形式和尺寸 4、gb/t3375-1994焊接术语 5、gb/t5185-2005焊接及相关工艺方法代号 6、gb/t19804-2005焊
德国DIN6700焊接标准评审过程和要求最新文档
焊接标准综合
格式:pdf
大小:134KB
页数:19P
4.4
标准分类:综合基础 标准编号:039udc: 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/tl2468.4--199
焊接标准大全 (2)
格式:pdf
大小:14KB
页数:11P
4.6
本篇是《焊接材料资料汇编》第五篇。本篇主要收集了与焊 接有关的技术条件、焊接检验、焊接工艺、焊接评定等方面 的标准。本标准集含8个支集,132个标准。 本篇主要考虑焊接技术、检验人员使用,销售人员应掌握其 中主要检验方法的知识。 本篇基本包括了焊接材料产品标准中提及的引用标准(除化 学试验)部分;产品标准中引用的化学试验标准,将在以后 的篇章中予以汇编。 本篇包含的标准目录如下: 一、焊接术语、工艺代号、焊缝符号、坡口形式: 1、gb324-88焊缝符号表示法 2、gb985-88气焊、手工电弧焊及气体保护焊焊缝坡 口的基本形式与尺寸 3、gb986-88埋弧焊焊缝坡口的基本形式和尺寸 4、gb/t3375-1994焊接术语 5、gb/t5185-2005焊接及相关工艺方法代号 6、gb/t19804-2005焊
焊接标准大全-焊接国家标准汇总
格式:pdf
大小:11KB
页数:6P
4.7
焊接国家标准总汇 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式 和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用 指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2
焊接标准大全-焊接国家标准汇总
格式:pdf
大小:41KB
页数:7P
4.8
. '. 焊接国家标准总汇 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表 示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化 表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝 坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使 用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量 要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量 要求 gb/tl2468.4--1998焊接质量保证金属材料
005电渣焊焊接标准BZ-005
格式:pdf
大小:77KB
页数:3P
4.4
1 电渣焊焊接标准(ldzg-gx-001) 1.范围:本标准适用于建筑钢结构工程电渣焊焊接施工工艺。 2.施工准备: 2.1电渣焊采用的设备:采用台湾欧淬纵向box流水线或熔嘴电渣焊机。 2.2熔丝电渣焊焊丝选用jw-7,熔嘴电渣焊选用φ2.4mm的h10mn2焊丝,焊丝质量符合 标准《熔化焊用钢丝》(gb/t14957-94)的规定。 2.3熔嘴电渣焊所用的熔化嘴(φ10*3或φ12*3)焊前需经250℃×1h烘培;焊剂选用 kf600,焊剂质量符合标准《低合金钢埋弧焊用焊剂》(gb/t12470-90)的规定,焊 剂使用前必须在200-250℃温度下烘干1h,没有烘干的焊剂严禁使用。 2.4钻电渣焊孔应采用摇臂钻,钻孔过程当中应使用空气冷却,不允许采用水冷却,根 据不同厚度的隔板应采用不同的孔径加工,如下图所示: 2.5电渣焊钻孔工序时,孔加工好
ASME焊接规范和国家焊接标准研讨会资料
格式:pdf
大小:1.5MB
页数:54P
4.8
asme焊接规范和国家焊接标准及装备研讨会 资料 中石协asme规范产品协作网(caci) 2008.9.25~28 南京国际展览中心 asme焊接规范和国家焊接标准及装备研讨会资料asme焊接规范介绍 asme焊接规范介绍 兰州兰石机械设备有限责任公司赵孟显 联系电话:0898-66514856email:zmxian@163.com 引言 asme锅炉及压力容器规范第ix卷的内容:是关于焊工、焊机操作工、钎接工、钎机操作工的 评定,以及按照asme锅炉及压力容器规范和asmeb31压力管道规范所采用的焊接或钎接工艺的 评定。 第ix卷建立焊接和钎接的基本准则,在编制焊接和钎接工艺评定及技能评定的要求时是应当遵 守的。 应该在这里特别强调,除了第ix卷的基本要求外,在产品卷中还可能提出对焊接评定的附加要 求,也是必须遵守的,如在

管道焊接标准 (2)
格式:pdf
大小:284KB
页数:21P
4.5
管道焊接技术标准 金属管道种类繁多、数量大,使用工况千差万别。我国不同行业采用不同的应用标准体系,标准之间差别 很大。当然,由于金属管道的工况,如温度、压力、介质、环境等不同,标准有差距是客观存在的。例如, 电力电站管道高压、高温、蒸汽介质居多;石化、石油管道受压、腐蚀介质居多;化工行业管道还有剧毒 介质(如氯气);机械行业压力容器,按使用情况及工况分成低压、中压、高压、超高压,按容器类别分 成第一类压力容器、第二类压力容器、第三类压力容器。船舶管道有高压的蒸汽管道、主机冷却的海水管 道(承压及受腐蚀)、污水管道(承压及受高温)、燃油输送管道、压缩空气管道等,在不同的工况条件 下运行。以下择要介绍一些基本标准。 一、压力管道分类 1.压力管道的定义 压力管道是指在生产、生活中使用的可能引爆或中毒等危险性较大的特种设备及管道。 ①输送gb5044①《职业性接触毒物性危害程度分级》中
管道焊接标准 (2)
格式:pdf
大小:109KB
页数:7P
4.4
1管道焊接技术标准 金属管道种类繁多、数量大,使用工况千差万别。我国 不同行业采用不同的应用标准体系,标准之间差别很 大。当然,由于金属管道的工况,如温度、压力、介质、 环境等不同,标准有差距是客观存在的。例如,电力电 站管道高压、高温、蒸汽介质居多;石化、石油管道受 压、腐蚀介质居多;化工行业管道还有剧毒介质(如氯 气);机械行业压力容器,按使用情况及工况分成低压、 中压、高压、超高压,按容器类别分成第一类压力容器、 第二类压力容器、第三类压力容器。船舶管道有高压的 蒸汽管道、主机冷却的海水管道(承压及受腐蚀)、污 水管道(承压及受高温)、燃油输送管道、压缩空气管 道等,在不同的工况条件下运行。以下择要介绍一些基 本标准。 一、压力管道分类 1.压力管道的定义 压力管道是指在生产、生活中使用的可能引爆或中毒等 危险性较大的特种设备及管道。 ①输送gb5044①《职业性接触
车架焊接标准
格式:pdf
大小:1.4MB
页数:6P
4.6
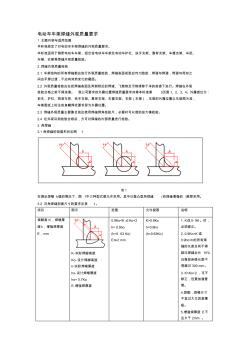
电动车车架焊缝外观质量要求 1主题内容与适用范围 本标准规定了对电动车车架焊缝的外观质量要求。 本标准适用于钢质电动车车架、铝合金电动车车架及电动车护杠、扶手支架、靠背支架、车筐支架、车把、 车梯、衣架等焊缝外观质量检验。 2焊缝外观质量检验 2.1车架结构的所有焊缝都应进行外观质量检验,焊缝表面成型应均匀致密,焊道与焊道,焊道与母材之 间应平滑过渡,不应有突然变化的截面。 2.2外观质量检验应在把焊缝表面及两侧附近的焊渣、飞溅物及污物清除干净的前提下进行。焊缝在外观 检验合格之前不得涂漆。我公司要求的外露位置焊接质量要求如第本标准第5页图1、2、3、4。外露部位为: 前叉、护杠、简易车把、扶手支架、靠背支架、车筐支架、支架(车梯),车架的外露位置以车架图为准, 车架图纸上标注的鱼鳞焊纹要求即为外露位置。 2.3焊缝外观质量主要靠目测及使用焊缝焊角检验尺,必要时可以借助放大

ISO焊接标准体系
格式:pdf
大小:92KB
页数:7P
4.3
分类序号标准编号标准名称 1iso544:2003焊接材料——焊接填充材料的技术供货条件——产品类型、尺寸、公差及标记 2iso636:2004焊接材料——非合金钢及细晶粒钢钨极气体保护焊焊丝、填充丝及熔敷金属——分类 3iso864:1988弧焊——碳钢及碳锰钢实芯焊丝和药芯焊丝——焊丝及焊丝盘的尺寸 4iso1071:2003焊接材料——铸铁熔化焊用焊条、焊丝、填充丝及药芯焊丝——分类 5iso2401:1972涂料焊条--焊条效率,金属回收率及熔敷系数的测定 6iso2560:2002焊接材料——非合金钢及细晶粒钢手工焊焊条-分类 7iso3580:2004焊接材料——耐蠕变钢焊条——分类 8iso3581:2003焊接材料——不锈钢及耐热钢焊条——分类 9is
德国DIN6700焊接标准评审过程和要求相关
文辑推荐
知识推荐
百科推荐


职位:弱电工程师
擅长专业:土建 安装 装饰 市政 园林


