

地德式热风炉箱形梁焊接工艺及变形控制
格式:pdf
大小:407KB
页数:3P
人气 :94
 4.8
4.8
针对意大利某钢厂地德式热风炉箱形梁的质量要求及制作难点,经采取合理的焊接工艺措施,控制了焊接变形,保证了焊接质量,达到了产品质量要求。



 高炉、热风炉壳体施工工艺孔洞焊接工艺
高炉、热风炉壳体施工工艺孔洞焊接工艺 高炉、热风炉壳体施工工艺孔洞焊接工艺
高炉、热风炉施工工艺孔洞的焊接目前没有相应的标准、规范要求,在实际工作中做法不统一,在一些高炉工程中出现了焊接失效的问题。本文从孔洞应力及焊接应力分析,制定合理的补板形式及焊接工艺,并通过实际工程的检验,作为同类结构的技术指导。
编辑推荐下载

热风炉论文
格式:pdf
大小:299KB
页数:8P
4.8
1 “卡鲁金”顶燃式热风炉筑炉施工技术浅析 彭强 摘要热风炉是为高炉提供高温热风的主要附属设备。筑炉专业的施工对 确保一代炉龄具有非常重要的作用。本文主要介绍“卡鲁金”顶燃式热风炉筑炉 施工技术。 关键词热风炉顶燃式筑炉施工 一、前言 热风炉是高炉的主要附属设备。它是利用高炉煤气燃烧的热量,借助砖格子 的热交换作用为高炉提供高温的热风。由俄罗斯kalugin公司设计的称为“卡鲁 金”顶燃式热风炉。空气、煤气自热风炉顶部的空气支管及煤气支管进入预燃室 混合均匀后,在热风炉顶部燃烧。由于热风炉在高温条件下工作,炉料砌筑施工 质量要求较高。如:砌缝、泥浆的饱满度,膨胀缝的合理留设等。各种耐火材料 之间衔接部位缝隙处理,特别是炉顶、热风口等区域的施工质量对保证炉衬的整 体质量至关重要。因此,只有采用科学合理的施工方法,才能达到降低成本、缩 短工期、确保质量和安全的目的。 二、
地德式热风炉箱形梁焊接工艺及变形控制热门文档
高炉热风炉修补焊接方案
格式:pdf
大小:181KB
页数:7P
4.6
2#高炉热风炉焊缝裂纹修复及挖补施工方案 一、工程概述 京唐2#高炉1#-4#热风炉主体焊缝发现多处漏点,焊缝 问题均发现在炉壳的第十三带、十四带、十五带等热变形较 大的区域内。主体母材材质q345c,板材厚度36mm、45mm、 60mm。属于中厚板焊接,焊接应力大,另外清除裂纹过程中, 裂纹有可能继续延展,造成裂纹扩大,处理难度很大。另外 1#热风炉现有三处因炉壳温度较高本体现已变型,需要进行 挖补更换。为确保返修质量,特编制处理方案如下,要求返 修人员必须严格按返修工艺执行,最终按质按量完成返修。 二、焊缝裂纹施工方法及步骤 1、对各焊缝裂纹的处理,首先通过超声波检测,确定各焊 缝裂纹源的长度及深度,在裂纹源前10mm-20mm处打φ10mm 左右的止裂孔,如现场钻孔有困难,可采用碳弧气刨在焊缝 裂纹端源处起往回进行清根,可以防止裂纹扩展。如裂纹长 度较长,可将裂纹

水箱制作焊接工艺及变形控制
格式:pdf
大小:25KB
页数:5P
4.4
1 3600m3水箱制作焊接工艺及变形控制 吴新章刘增文 (辽宁省大连市红沿河镇河北电建一公司核电项目部;邮编:116319) 摘要:本文以3600m3水箱制作安装过程为实例,分析了水箱安装变形控制的难点.提出了变形控制和矫 正变形的方法和措施,阐述了永箱焊接和防控变形措施的应用。为同类施工活动提供参考和指导。 关键词:水箱安装;变形控制;矫正变形 o引言 某核电站一期bop海水淡化工程安装制作13个除盐水水箱,有容量200m3、800m3、1500m3、3600m3 四种规格。该类水箱为薄擘钢结构大型容器,制作安装过程中防变形控制是安装焊接质量工作控制的重 点。现以3600m3水箱为例阐明焊接防变形措施的应用。 3600m3水箱直径d为16.1m,高度h=19m,箱底壁厚§=12mm,箱壁壁厚1层§=16mm,2、3层§ =14mm,4层§
箱形柱的焊接工艺及焊接变形控制 箱形柱的焊接工艺及焊接变形控制
格式:pdf
大小:168KB
页数:3P
4.4
结合莱钢信息能源管控中心工程实例,对箱形柱的制作工艺过程进行了分析和探讨。从配料、组装、焊接等工序制订了合理有效的防止焊接变形的控制措施,取得了很好的效果。
高炉热风炉炉壳制作工艺
格式:pdf
大小:114KB
页数:7P
4.4
攀钢2#高炉热风炉炉壳制作工艺 徐小勇(攀冶修建分公司机械工程项目部邮编617023) 摘要:介绍了2#高炉热风炉炉壳的特点,制作热风炉炉壳的工艺流程和制作工艺。认为借鉴转炉 炉壳的制作工艺,再辅之以切合实际的技术措施,能够保证热风炉炉壳的制作质量。 关键词:热风炉炉壳制作流程成型校正 1.引言 在高炉生产过程中,热风炉设备是高炉生产系统的重要设备。修建公司自从1996年年 初开始承担了炼铁厂2#高炉3座热风炉炉壳结构制作安装任务以来,依次进行了炼铁厂三 座高炉的热风炉炉壳的制作安装。在首次承担的炉壳制作量就达537t,其中2#高炉的1#热 风炉仅制作炉帽部分,共计四带;2#和3#热风炉为整座炉皮制作(两座炉结构完全一样), 每座共计二十四带。三座热风炉均由圆锥体、圆筒体和双曲面体组成。就修建公司而言,当 时制作2#高炉热风炉
热风炉-开题报告
格式:pdf
大小:43KB
页数:5P
4.6
湘潭大学 机械工程学院 本科毕业设计(论文)开题报告 题目热风炉的设计及流动、燃烧的数值模拟 姓名李先捷学号2007501506 专业热能与动力工程班级07级热能 指导教师王志奇职称讲师 填写时间2011年3月13日 2011年3月 说明 1.根据湘潭大学《毕业设计(论文)工作管理规定》,学生必须撰 写《毕业设计(论文)开题报告》,由指导教师签署意见,系主任批 准后实施。 2.开题报告是毕业设计(论文)答辩委员会对学生答辩资格审 查的依据材料之一。学生应当在毕业设计(论文)工作前期内完成, 开题报告不合格者不得参加答辩。 3.毕业设计(论文)开题报告各项内容要实事求是,逐条认真填 写。其中的文字表达要明确、严谨,语言通顺,外来语要同时用原文 和中文表达。第一次出现缩写词,须注出全称。 4.本报告中,由学生本人
地德式热风炉箱形梁焊接工艺及变形控制精华文档
热风炉技术标
格式:pdf
大小:184KB
页数:29P
4.5
山西太钢不锈钢股份有限公司 四高炉大修五标段工程 管道专业施工组织设计 (技术标) 山西钢建安装工程公司管道分公司 2011年8月8日 目录 一.工程概况 二.劳动力投入计划 三.管道拆除、安装工程主要工程量 四.投入的主要施工机械设备表 五.施工总平面布置图 六.施工进度计划 七.施工进度工期保证措施 八.具体施工方案 九.供应材料、设备和工程的质量保证措施 十.各工序的协调措施 十一.管道工程雨季施工措施 十二、施工安全保证措施 十三、现场文明施工措施 一、工程概况 1、基本概况 太钢四高炉大修五标段工程主要包括热风炉本体、热风炉系统耐 材砌筑及钢结构、机械、电气、管道等设备安装、调试等内容。热风 炉系统建安工程主要包括:基础施工;热风炉炉壳制作安装;筑炉工 程;热风主管制作安装和主管砌筑;以及主管上热风阀、补偿器等附 属件安装;冷风管、

热风炉论文解读
格式:pdf
大小:307KB
页数:8P
4.7
1 “卡鲁金”顶燃式热风炉筑炉施工技术浅析 彭强 摘要热风炉是为高炉提供高温热风的主要附属设备。筑炉专业的施工对 确保一代炉龄具有非常重要的作用。本文主要介绍“卡鲁金”顶燃式热风炉筑炉 施工技术。 关键词热风炉顶燃式筑炉施工 一、前言 热风炉是高炉的主要附属设备。它是利用高炉煤气燃烧的热量,借助砖格子 的热交换作用为高炉提供高温的热风。由俄罗斯kalugin公司设计的称为“卡鲁 金”顶燃式热风炉。空气、煤气自热风炉顶部的空气支管及煤气支管进入预燃室 混合均匀后,在热风炉顶部燃烧。由于热风炉在高温条件下工作,炉料砌筑施工 质量要求较高。如:砌缝、泥浆的饱满度,膨胀缝的合理留设等。各种耐火材料 之间衔接部位缝隙处理,特别是炉顶、热风口等区域的施工质量对保证炉衬的整 体质量至关重要。因此,只有采用科学合理的施工方法,才能达到降低成本、缩 短工期、确保质量和安全的目的。 二、
热风炉喷涂工艺施工方案
格式:pdf
大小:115KB
页数:13P
4.6
1 xxx高炉工程热风炉系统 喷涂工艺施工方案 1.工程简介 xxxxxx 3 高炉工程的热风炉系统,分别由4座高架外燃式热风炉、热风管道、 烟气管道、预热装置等部分组成。每座热风炉包括蓄热室、燃烧室两个炉体,各 炉体之间通过联络管连接成一体。 热风炉的炉壳及管道内壁,采用半干法喷涂不定形耐火喷涂料。根据现有的 “热风炉炉体喷涂施工图”,共有两种喷涂料,总重量为736.8吨(系一座高炉 的4座热风炉炉体的理论用量)。由于“管道喷涂施工图”尚未下达,其喷涂料 的材质及数量均不明确。按照现场施工部署,先喷涂a高炉的热风炉系统,后喷 涂b高炉的热风炉系统。每座高炉的热风炉系统拟安排两条喷涂线作业,其中热 风炉炉蹄施工绝对工期为60天。 2.喷涂施工具备的条件 2.1炉壳、管道结构安装、焊接除锈完毕,并办理中间工序交接资料及喷涂料 金属支承件(锚固件)的
焊接工艺对T形结构焊接变形的影响 焊接工艺对T形结构焊接变形的影响
格式:pdf
大小:605KB
页数:4P
4.4
对t形结构焊缝横向收缩和纵向收缩引起的弯曲变形进行了研究。实验材料为q235b,焊接材料选用e4303,直径分别为2.5、3.2和4.0mm。实验结果表明,焊缝横向收缩引起的t形结构弯曲变形,对于底板尺寸600mm×100mm×(4~5)mm的t形结构,焊接线能量越大,产生的焊接弯曲变形越小;而焊缝纵向收缩引起的弯曲变形,随着焊接线能量的增加,焊接弯曲变形越大;在4100~5400j/cm线能量下,采用分散跳焊的焊接顺序所产生的焊接变形小,采用从一端连续直通焊时焊接变形最大。
地德式热风炉箱形梁焊接工艺及变形控制最新文档
热风炉炉壳力学分析
格式:pdf
大小:196KB
页数:7P
4.4
热风炉炉壳力学分析 热风炉是高炉炼铁生产中的关键没备,它是一种蓄热式的热交换器。按照燃烧室和蓄热 室的布置形式不同,热风炉分为内燃式、顶燃式及外燃式[1]。热风炉炉壳采用厚度不等的 钢板制成,内衬为耐火材料,同时亦承受内压,在菜种意义上来说热风炉炉壳亦属于压力容 器范畴的工艺钢结构。 由于热风炉炉壳结构形式及受力状况复杂,开孔多且大,按现有kd经验公式很难 进行精确计算。近年来,随着冶炼强度的不断提高,对热风炉提出了更高的要求,既要满足 工艺的高温(拱顶最高温度可达l450℃)、高压(可达0.45mpa)要求,又要满足长寿要求。目前, 国内热风炉大都使用两代炉龄以上,达25~30年。因此,有必要对热风炉炉壳受力状况进行 系统分析,优化炉型构造,以满足冶炼工艺的要求,并按照《钢铁企业冶炼工艺炉技术规范》 (讨论稿)的要求,采用有限元进行分析,


韶钢1号高炉热风炉改造实践
格式:pdf
大小:75KB
页数:3P
4.7
对韶钢1号高炉热风炉大修改造进行了总结分析.通过吸取国内外热风炉的先进技术进行合理改造:采用高效能陶瓷燃烧器、ds旋流格子砖、烟气均匀配气装置、冷风均匀配气装置等技术,改造后在单烧高炉煤气的情况下,送风平均风温大于1100℃.
高炉工程热风炉壳体施工
格式:pdf
大小:11KB
页数:5P
4.4
秦皇岛安丰450m3高炉工程 热风炉壳体施工方案 一、工程概况: 本工程是安丰450m3高炉二期工程的一个单项工程,单座制作安装量约为 150吨,总高度为24米,炉壳的下部直径为φ7310mm,最大直径为φ8290mm, 顶部为半径r=2650mm球帽,其中有炉底弧段、下s段、炉体过渡弧、上s段、 拱顶需外委加工,使用钢板厚度分别为δ30,δ25,δ20,δ14。整个炉体有24个 地脚螺栓(m36)、1个烟气出口、2个人孔、1个顶部人孔、2个卸球孔、2个 空气、煤气口、1个热风出口、3个装球孔。本工程共有3个炉体,本施工方 案中有数据除特殊说明外均为一个炉体用量。 二、编制依据 1、《热风炉炉壳施工图》rfs450土1及变更。 2、《钢结构工程施工质量验收规范》gb50205-2001。 3、《冶金机械设备安装工程施工验收规范》ybj208-
4BF热风炉筑炉监理细则
格式:pdf
大小:26KB
页数:12P
4.7
编号:bgjl/bcs200123224/xz-1 宝钢二号高炉易地大修热风炉 筑炉工程 监理实施细则 工程名称:宝钢二号高炉易地大修工程 建设单位:宝钢集团宝钢股份有限公司 施工单位:中国第十九冶金建设有限公司 监理单位:上海宝钢建设监理有限公司 监理合同号:bcs 总监理工程师: 编制人: 编制日期:2003年10月 热风炉筑炉工程质量监理实施细则 1.工程概况及特点 1.1工程概况 宝钢二号高炉易地大修工程由中冶赛迪工程技术股份有限公司(重钢院)負責工厂设 计。工程规模:年产生铁350万吨,水碴115.3万吨,高炉煤气5250x106nm3。建筑 用地总面积13.8万m2;总建筑面积38000m2。热风炉本体工程由四座新日铁高架外 燃式热风炉、热风管道、烟道和80m烟囱一座等项目组成。热风炉筑炉工程主要
谈热风炉壳复合钢板的制作与焊接 谈热风炉壳复合钢板的制作与焊接
格式:pdf
大小:169KB
页数:未知
4.8
结合工程实例,对热风炉壳复合钢板的制作工艺流程进行了介绍,并对复合板坡口加工,单筒节纵缝焊接及焊后应力消除技术进行了阐述,分析了复合板焊接工艺的技术要点,以供类似工程施工参考。
锅炉焊接工艺卡
格式:pdf
大小:1.5MB
页数:74P
4.8
焊接工艺卡 q.jdj1/qeo-hjj001 同煤项目1#机2012年02月21日no. 工程 项目 名称 集中下水管材质 sa-106c 规 格 φ558.8×55焊 口 数 26 焊前 准备 人员资质是否合格□焊机型号zx7-400stg材料是否检验合格□ 环境温度应不小于0℃工前练习是否合格□坡口型式u坡 口清理无油、污、锈、水份等杂质。 间隙2-3mm钝边0.5-1mm偏折<1%错口≤10%壁厚 且不大于1mm氩气纯度≥99.99%。 焊条烘烤350/1-2℃/h焊条放在80-110℃保温桶,焊丝清理干 净。 对口简图焊道简图 焊 接 工 艺 材质规格焊接方法焊丝焊条焊接电流极性 焊接速 度 层/道数 sa-106cφ558.8×55ws tig-j50 φ2.5 /

热风炉炉壳及框架安装方案1
格式:pdf
大小:2.0MB
页数:23P
4.7
热风炉炉体及框架结构安装方案目录 1.编制依据.......................................................................................................................................1 2.工程简介.......................................................................................................................................1 2.1工程概况..................................................................................
热风炉设备的安装
格式:pdf
大小:178KB
页数:3P
4.5
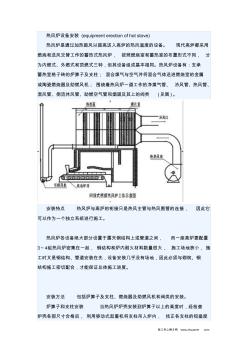
找工作上铸才网www.***.*** 热风炉设备安装(equipmenterectionofhotstove) 热风炉是通过加热鼓风以提高送入高炉的热风温度的设备。现代高炉都采用 燃烧和送风交替工作的蓄热式热风炉,按照燃烧室和蓄热室的布置形式不同,分 为内燃式、外燃式和顶燃式三种,但其设备组成基本相同。热风炉设备有:支承 蓄热室格子砖的炉箅子及支柱;混合煤气与空气并将混合气体送进燃烧室的金属 或陶瓷燃烧器及助燃风机;围绕着热风炉一道工作的净煤气管、冷风管、热风管、 混风管、倒流休风管、助燃空气管和烟道及其上的阀类(见图)。 安装特点热风炉与高炉的衔接只是热风主管与热风围管的连接,因此它 可以作为一个独立系统进行施工。 热风炉各设备绝大部分设置于露天钢结构上或管道之间,而一座高炉要配置 3~4组热风炉密集在一起,钢结构和炉内耐火材料数量很大,

硅砖热风炉降温方案
格式:pdf
大小:33KB
页数:4P
4.4
1 硅砖热风炉凉炉技术方案 1.引言 日钢营口中板钢铁公司2300m3高炉,根据生产需要硅砖热风炉要进行凉炉操作。 因硅砖内残余石英的晶体转换过程中,其膨胀系数较大,导致硅砖的强度消弱,存在 较大风险。热风炉降温不合理,也容易损坏砌体,影响到热风炉使用寿命,因此,对 热风炉的降温从曲线的制定及降温速度的控制均要严格的要求。特制订此方案。 2.热风炉凉炉准备工作 1)三座热风炉及热风管道施工完毕,凉炉期间不允许施工作业。 2)热风炉系统(包括本体、热风管道)的冷态强度试验及严密性试验完毕,达到 设计要求。 3)热风炉煤气管道严密性试验合格,高炉煤气,焦炉煤气引到热风炉前。水封 注满水,达到设计要求具备生产条件。 4)冷却系统软水闭路循环投入正常使用,监测装置调试完毕,工作可靠,达到 设计要求。 5)两台助燃风机及燃烧炉小助燃风机达到生产要求。 6)各计器仪表和
地德式热风炉箱形梁焊接工艺及变形控制相关
文辑推荐
知识推荐
百科推荐


职位:消防施工团队
擅长专业:土建 安装 装饰 市政 园林


