

串铸工艺在铸钢件接线弯头上的应用
格式:pdf
大小:350KB
页数:2P
人气 :95
 4.7
4.7
采用水玻璃石灰石砂CO_2硬化制型、芯,合理选择造型方法,采用组芯水平串铸工艺,充分利用浇道补缩铸件,生产操作方便,所获得的接线弯头性能等各项指标,均达到技术要求。



铸钢件工艺
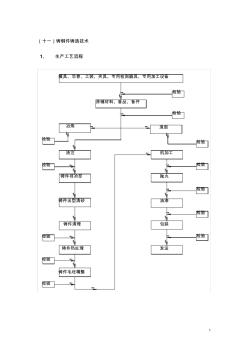
1 (十一)铸钢件铸造技术 1、生产工艺流程 模具、芯骨、工装、夹具、专用检测器具、专用加工设备 原辅材料、备品、备件 检验 检验 冶炼造型 浇注 铸件待冷却 铸件出型清砂 铸件清理 铸件热处理 铸件毛坯精整 机加工 发运 包装 油漆 抛丸 检验 检验 检验 检验 检验 检验 检验 检验 检验 检验 2 2、产品主要成份、性能、技术质量指标 (1)材质要求具体化学成份为(%):c0.17~0.23;si≤0.60; mn1.0~1.50;p≤0.020;s≤0.015;cr≤0.30;mo≤0.15;ni≤0.40; al≤0.020;re0.2~0.35(加入量) (2)机械性能要求 屈服强度≥230mpa抗拉强度≥450mpa 延伸率≥22%冲击功≥40j 1)按gb11352标准要求随炉提取试样,每一个炉号制备二组试 样,其中一组备查。
腾飞铸钢铸钢件生产铸钢件大型铸钢件铸钢件厂家电话
铸钢件生产铸钢件大型铸钢件铸钢件厂家电话 铸钢件加工产品的表面处理,可以用喷砂、砂轮打磨,或者 用机械加工的方法,清除妨碍探伤的附着物。铸钢件加工应在外 观检查合格后进行超声探伤,铸钢件探测面其背面影响超声检测 的物质应予清除。当被检测铸钢件的探伤面较粗糙时,可以使用 有软保护膜的探头。铸钢件主要用于机器零部件的毛坯或者直接 用作机器零部件。机械产品中铸件开始越来越占比例,用量也是 逐年增加,铸钢件的形状、品种也在不断变化。 国内铸钢件加工企业的节能减排工作任务非常紧迫,势在必 行。推动我国铸钢件加工的节能减排工作应从技术改造和政策引 导两方面入手。 ①铸钢件在技术改造方面:要着力提高铸钢件加工质量,改 造落后设备,推广使用节能减排设备,提高企业的铸造工艺技术 水平。 ②在政策引导方面:一要加快产业结构调整。 生产的铸钢件有良好的机械操作特性、物理特性,
编辑推荐下载
串铸工艺在铸钢件接线弯头上应用热门文档
铸钢件的焊接
格式:pdf
大小:7KB
页数:3P
4.3
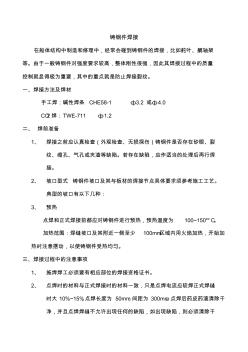
铸钢件焊接 在船体结构中制造和修理中,经常会碰到铸钢件的焊接,比如舵叶、艉轴架 等。由于一般铸钢件对强度要求较高,整体刚性很强,因此其焊接过程中的质量 控制就显得极为重要,其中的重点就是防止焊接裂纹。 一、焊接方法及焊材 手工焊:碱性焊条che58-1ф3.2或ф4.0 co2焊:twe-711ф1.2 二、焊前准备 1、焊接之前应认真检查(外观检查、无损探伤)铸钢件是否存在砂眼、裂 纹、缩孔、气孔或夹渣等缺陷。若存在缺陷,应作适当的处理后再行焊 接。 2、坡口型式铸钢件坡口及其与板材的焊接节点具体要求须参考施工工艺。 典型的坡口有以下几种: 3、预热 点焊和正式焊接前都应对铸钢件进行预热,预热温度为100~150°c。 加热范围:焊缝坡口及其附近一侧至少100mm区域内用火焰加热,开始加 热时注意摆动,以使铸钢件受热均匀。 三、焊接过程中的注
铸钢件的生产
格式:pdf
大小:15KB
页数:2P
4.4
铸钢件的生产 铸钢优点:力学性能高,特别是塑性和韧度比铸铁高,如σb=400~650n/mm2, δ=10%~25%,αku=20~60j/cm2。焊接性能优良,适于采用铸、焊联合工 艺制造重型机械。但铸造性能、减震性和缺口敏感性都比铸铁差。 铸钢用途:承受重载荷及冲击载荷的零件,如铁路车辆上的摇枕、侧架、车轮及 车钩,重型水压机横梁,大型轧钢机机架、齿轮等。 铸钢分类:碳素铸钢、低合金铸钢和高合金铸钢等。 (一)铸钢的铸造工艺特点 铸造性能差:熔点高,钢液易氧化;流动性差;收缩较大,体收缩约为灰铸铁的 三倍,线收缩约为灰铸铁的两倍。因此铸钢较铸铁铸造困难,为保证铸件质量, 避免出现缩孔、缩松、裂纹、气孔和夹渣等缺陷,必须采取更为复杂的工艺措施。 (1)型砂的强度、耐火度和透气性要高 原砂要采用耐火度很高的人造石英砂。中、大件的铸型一般都采用强度较高的 co2硬化水玻璃砂
铸钢件补焊通用工艺
格式:pdf
大小:59KB
页数:3P
4.3
世林(漯河)冶金设备有限公司铸钢件补焊通用工艺规程 第1页共3页 1.主要内容和适用范围 本通用工艺规程规定了涉及我公司铸钢件等缺陷的清除、补焊技术要求和工艺管理,确保补焊后符合 质量要求。适用于铸造碳钢件、铸造不锈钢件、铸造高锰钢件缺陷的清除、补焊。 2.引用标准、法规 jb/t5000.7-1998《重型机械通用技术条件铸钢件补焊》jb3223-96《焊接材料质量管理规程》 gb/t5117-1995《碳钢焊条》astma217/a217m-2007《美国材料与实验协会》 jb/t9625-1999《锅炉管道附件承压铸钢件技术条件》 jb/t6902-1993《阀门铸钢件液体渗透检查、超声波检查方法》 3.补焊前缺陷判定、清理和坡口形式的确定 3.1缺陷判定 3.1.1对于铸钢件阀门壳体,需在水压试验(prt)的基础上,配合超声波探伤(ut
大型铸钢件工艺
格式:pdf
大小:16KB
页数:6P
4.7
大型铸钢件工艺设计的关键技术 武汉钢铁重工集团铸钢车间孙凡 摘要:简要介绍大型铸钢件的铸造工艺设计的铸件的工艺性分析、铸造工艺方案 选择、铸造工艺参数的选定、铸件成形的控制、铸件的热处理技术、铸造工艺装 备的设计、铸件的后处理技术及计算机数值模拟技术等关键技术。 1零件的工艺性研究 铸造工艺设计时,首先要仔细地阅读和研究铸件的制造或采购技术条件、质 量要求。如探伤要求,表面质量要求,机械性能要求,特殊热处理要求等,其次, 要研究零件的结构特点,如质量要求高的表面或主要的加工面,主要的尺寸公差 要求等,再次,研究材料化学成分,特别是铸造合金中含碳量,合金元素含量作 用和机理。这些对下一步的工艺设计有直接影响。需格外重视,做好零件的工艺 性研究,能为工艺设计奠定良好的开端。 1.1材料的工艺性分析 在大型铸件的制造中,材料的物理性能和机械性能,对工艺参数的选定、

铸钢件的优点
格式:pdf
大小:5KB
页数:1P
4.7
铸钢件的优点 铸钢件的优点之一是设计的灵活性,设计员对铸件的形状和尺寸有最大的设计选择自由,特 别是形状复杂和中空截面的零件,铸钢件可采用组芯这一独特的工艺来制造。其成形和形状 改变十分容易,从图样到成品的转化速度很快,有利于快速报价响应和缩短交货期。形状和 质量的完善化设计(stateoftheart)、最小的应力集中系数以及整体结构性最强等特点,都 体现铸钢件设计的灵活性和工艺优势。 其二是铸刚件冶金制造适应性和可变性最强,可以选择不同的化学成分和组织控制,适应于 各种不同工程的要求。可以通过不同的热处理工艺在较大的范围内选择力学性能和使用性 能,并有良好的焊接性和加工性。 其三是铸钢材料的各向同性和铸钢件整体结构性强,因而提高了工程可靠性。再加上减轻重 量的设计和交货期短等优点,在价格和经济性方面具有竞争优势。 其四是铸钢件的重量可在很大的范围内变动。
串铸工艺在铸钢件接线弯头上应用精华文档
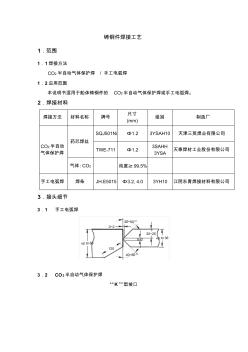
铸钢件焊接工艺
格式:pdf
大小:76KB
页数:3P
4.7
铸钢件焊接工艺 1.范围 1.1焊接方法 co2半自动气体保护焊/手工电弧焊 1.2应用范围 本说明书适用于船体铸钢件的co2半自动气体保护焊或手工电弧焊。 2.焊接材料 焊接方法材料名称牌号 尺寸 (mm) 级别制造厂 co2半自动 气体保护焊 药芯焊丝 sqj501niф1.23ysah10天津三英焊业有限公司 twe-711ф1.2 3sahh 3ysa 天泰焊材工业股份有限公司 气体:co2纯度≥99.5% 手工电弧焊焊条jh.e5015ф3.2,4.03yh10江阴东青焊接材料有限公司 3.接头细节 3.1手工电弧焊 upto60 20~25 40~50° 40~50° 0~2 0~3 120 upto36 3.2co2半自动气体保护焊 “k”型坡口 0~3 120 60 30~40° 20 3~4 30~40° 36
铸钢件技术条件
格式:pdf
大小:134KB
页数:7P
4.5
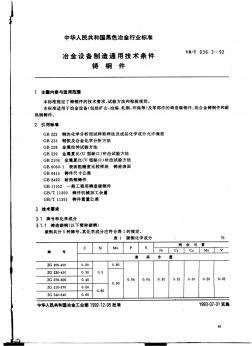
版次年月日日期 哈尔滨电机厂 有限责任公司 共页第页 ⅲ-49 0ea.640.133-2000 代替0ea.640.133-93 71 铸钢件技术条件 1范围 本标准规定了一般工程用碳素、低合金、合金铸钢件(以下简称铸件)的通用技术条件。 本标准适用于砂型铸造铸钢件。 2引用标准 gb/t5613-1995铸钢牌号表示方法 gb/t222-1984钢的化学分析用试样的取样法及成品化学成分允许偏差 gb/t223.7-1981合金及铁粉中铁量的测定 gb/t228-1987金属拉伸试验方法 gb/t229-1994金属夏比缺口冲击试验方法 gb/t231-1984金属布氏硬度试验方法 gb/t6060.1-1997表面粗糙度比较样块铸造表面 gb/t11350-1989铸件机械加工余量 g
 外冷铁在大型铸钢件生产中的应用
外冷铁在大型铸钢件生产中的应用 外冷铁在大型铸钢件生产中的应用
格式:pdf
大小:21KB
页数:2P
4.7
介绍外冷铁在大型铸钢件生产中工艺设计时的分析方法、设计计算公式及生产应用效果,全面提升了外冷铁在铸钢件设置的科学性。
串铸工艺在铸钢件接线弯头上应用最新文档
铬铁矿砂在大型铸钢件上的应用 铬铁矿砂在大型铸钢件上的应用
格式:pdf
大小:432KB
页数:4P
4.6
通过对铬铁矿呋喃树脂砂的基础试验和生产实践,发现在大型铸钢件的厚大表面、热节及冒口根部采用铬矿呋喃树脂砂作面砂能有效的防止金属渗透粘砂,且型砂成本变化不大。
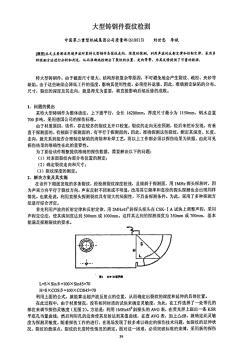
大型铸钢件裂纹检测
格式:pdf
大小:810KB
页数:4P
4.4
大型铸钢件裂纹检测 作者:刘世忠,李斌 作者单位:中国第二重型机械集团公司质量部,618013 本文读者也读过(10条) 1.林俊明.赖传理.任吉林铁磁性管件涡流检测中缺陷相位分辨的实验研究[会议论文]-2010 2.李伟.陈国明.齐玉良.liwei.chenguoming.qiyuliang交流电磁场裂纹检测反演算法研究[期刊论文]-中国机 械工程2007,18(1) 3.刘宇.唐健钢结构件"t"型焊接接头超声波探伤[会议论文]-2006 4.涂铮铮.吴海滨.罗斌.tuzheng-zheng.wuhai-bin.luobin轮辋裂纹检测方法研究[期刊论文]-计算机工程与 应用2006,42(34) 5.杨理践.杨洋.高松巍钢板应力集中区域的磁检测技术[会议论文]-2010 6.韩捷.廖述

铸钢件冒口的设计规范.
格式:pdf
大小:334KB
页数:13P
4.8
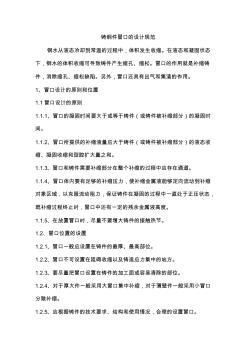
铸钢件冒口的设计规范 钢水从液态冷却到常温的过程中,体积发生收缩。在液态和凝固状态 下,钢水的体积收缩可导致铸件产生缩孔、缩松。冒口的作用就是补缩铸 件,消除缩孔、缩松缺陷。另外,冒口还具有出气和集渣的作用。 1、冒口设计的原则和位置 1.1冒口设计的原则 1.1.1、冒口的凝固时间要大于或等于铸件(或铸件被补缩部分)的凝固时 间。 1.1.2、冒口所提供的补缩液量应大于铸件(或铸件被补缩部分)的液态收 缩、凝固收缩和型腔扩大量之和。 1.1.3、冒口和铸件需要补缩部分在整个补缩的过程中应存在通道。 1.1.4、冒口体内要有足够的补缩压力,使补缩金属液能够定向流动到补缩 对象区域,以克服流动阻力,保证铸件在凝固的过程中一直处于正压状态, 既补缩过程终止时,冒口中还有一定的残余金属液高度。 1.1.5、在放置冒口时,尽量不要增大铸件的接触热节。 1.2、冒口位置的设置 1.2.1、冒口一般应

铸钢件规格重量表
格式:pdf
大小:80KB
页数:4P
4.6
铸钢件规格重量表 序号型号规格重量(kg/件)备注 16zl601-3600×150车轮230 2yzl701-3700×170车轮320 3yzl701-3700×190车轮350 46zl801-3800×150车轮400 56zl801-3800×170车轮458 66zl503-3500单边轮135 76zl501-3500×150车轮183 86zl501-3500×130车轮160 96zl353-3350单边轮a60 106zl353-3350单边轮d65 116zl253-3250单边轮30 126jt808-3内齿307 136jt856-3内齿290 146jt504-3内齿110 156jt381-3内齿50 166jt656-3内
金属型复砂工艺在铸钢件生产上的应用 金属型复砂工艺在铸钢件生产上的应用
格式:pdf
大小:283KB
页数:未知
4.5
我厂铸钢车间金属型试验三结合小组,发扬敢想敢干的革命精神,于一九七一年试验成功了用金属型浇注球磨机中空轴。几年来的生产实践表明,金属型使用寿命太短,一般使用40多次就开裂,而大的中空轴金属型仅使用10多次就开裂了。如何解决金属型寿命短的问题呢?我们认真总结了经验,经过几个月的试验,在
铸钢件材料及其熔炼
格式:pdf
大小:653KB
页数:12P
4.4
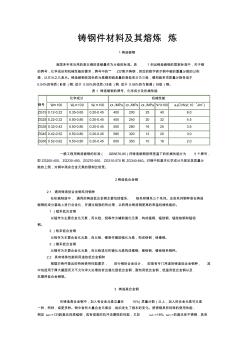
铸钢件材料及其熔炼炼 1铸造碳钢 我国多年来沿用的是以钢的含碳量作为分级的标准。表1列出铸造碳钢的国家标准中,关于钢 的牌号,化学成份和机械性能的要求,牌号中的“zg"表示铸钢,其后的数字表示钢中碳的重量分数的公称 值,以万分之几表示。铸造碳钢依其杂质元素磷和硫含量的高低而分为三级,磷和硫单项质量分数各低于 0.04%的特质(ⅰ级)钢;低于0.05%的优质(ⅱ级)钢.低于0.06%的为普通(ⅲ级)钢。 表1铸造碳钢的牌号、化学成分及机械性能 钢号 化学成分机械性能 wc×100wmn×100wsi×100σb/mpaσs/mpaσb/mpaψx100ak(cvn)/(10 5j/m2) zg150.12-0.220.35-0.650.20-0.4540020025406.0 zg250.22-0.320.50-0.80
铸钢件的优点 (2)
格式:pdf
大小:5KB
页数:1P
4.4
铸钢件的优点 铸钢件的优点之一是设计的灵活性,设计员对铸件的形状和尺寸有最大的设计选择自由,特 别是形状复杂和中空截面的零件,铸钢件可采用组芯这一独特的工艺来制造。其成形和形状 改变十分容易,从图样到成品的转化速度很快,有利于快速报价响应和缩短交货期。形状和 质量的完善化设计(stateoftheart)、最小的应力集中系数以及整体结构性最强等特点,都 体现铸钢件设计的灵活性和工艺优势。 其二是铸刚件冶金制造适应性和可变性最强,可以选择不同的化学成分和组织控制,适应于 各种不同工程的要求。可以通过不同的热处理工艺在较大的范围内选择力学性能和使用性 能,并有良好的焊接性和加工性。 其三是铸钢材料的各向同性和铸钢件整体结构性强,因而提高了工程可靠性。再加上减轻重 量的设计和交货期短等优点,在价格和经济性方面具有竞争优势。 其四是铸钢件的重量可在很大的范围内变动。
串铸工艺在铸钢件接线弯头上应用相关
文辑推荐
知识推荐
百科推荐


职位:水利水电工程师
擅长专业:土建 安装 装饰 市政 园林


