




冲压弯头
1.5d和2.5d是指的弯头弯曲半径,1.5和2.5是指的弯头弯曲半径的系数; d是指该弯头的公称直径。比如dn100的弯头,1.5d的弯曲半径 =1.5x100=150mm;2.5d的弯曲半径=2.5x100=250mm。 所以钢管弯头1.5d和2.5d的区别相似于以150mm和250mm画一个圆的 区别。(一个圆分成四份,其中之一份就是一个90°弯头)和对应的无缝钢管的 型号标注一样,外径乘以壁厚的毫米数,如:φ57×3.5;φ89×4.5;φ108×4.5; φ159×6;φ273×6;φ325×8; 市面上的90度弯头,一般r=1.5d最常用,再就是r=5d,也有按需求定制的。 异径管的质量应符合现行国家标准《钢制对焊无缝管件》gb/t12459-2005的规 定,并应满足下列要求: 1)异径管外观不应有裂纹、重皮,壁厚应大
冲压弯头 (2)
1.5d和2.5d是指的弯头弯曲半径,1.5和2.5是指的弯头弯曲半径的系数; d是指该弯头的公称直径。比如dn100的弯头,1.5d的弯曲半径 =1.5x100=150mm;2.5d的弯曲半径=2.5x100=250mm。 所以钢管弯头1.5d和2.5d的区别相似于以150mm和250mm画一个圆的 区别。(一个圆分成四份,其中之一份就是一个90°弯头)和对应的无缝钢管的 型号标注一样,外径乘以壁厚的毫米数,如:φ57×3.5;φ89×4.5;φ108×4.5; φ159×6;φ273×6;φ325×8; 市面上的90度弯头,一般r=1.5d最常用,再就是r=5d,也有按需求定制的。 异径管的质量应符合现行国家标准《钢制对焊无缝管件》gb/t12459-2005的规 定,并应满足下列要求: 1)异径管外观不应有裂纹、重皮,壁厚应大
编辑推荐下载

冲压弯头的标准
格式:pdf
大小:10KB
页数:1P
 4.7
4.7
冲压弯头的标准 弯头现在国际通用的标准是美国的国家标准ansib16.9和16.28。该标 准的外径尺寸范围是1/2〃~80〃,一般24〃以内的都是用无缝钢管为原 材料,26〃到80〃的都是用钢板冲压以后再焊接。壁厚最大可达60mm,最 小到1.24mm。钢种用的最多的是碳素钢(20#)、合金钢和不锈钢,共24 个钢种。锅炉上用的crmo钢像15cr,用量比较大。三通,外径范围在2.5〃 -60〃,从26〃-60〃为焊接三通。壁厚28-60mm。大小头规格范围,常 规上先说大头规格,再说小头规格,大头最小0.75〃,小头最小0.5〃, 大头最大60〃,小头最大48〃,20-60〃为焊接的,壁厚2.8-4.5mm。 弯头的中国国标:gb/t12459,gb/t13401,sh3408,sh3409,hg/t 2
冲压弯管型与铸造型热门文档
冲压弯头尺寸规格表
格式:pdf
大小:25KB
页数:1P
4.5
外径(mm) dnonfb5s10s20s40s80s120s 151/21821.33816 0.04 0.05 0.05 0.06 0.059 0.063 0.06 0.08 0.08 0.10 203/42526.738 0.06 0.06 0.07 0.08 0.08 0.09 0.09 0.10 0.13 0.13 2513233.43816 0.08 0.08 0.12 0.13 0.13 0.135 0.14 0.14 0.18 0.19 321.1/43842.24820 0.11 0.13 0.18 0.21 0.21 0.24 0.23 0.26 0.31 0.35 401.1/24548.35724 0.16 0.17 0.26 0.28 0.30 0.32 0.33 0.35 0.44 0.48 502
冲压弯头价格表
格式:pdf
大小:35KB
页数:1P
4.8
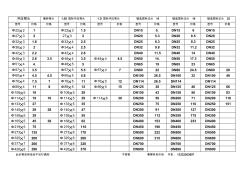
冲压弯头镀锌弯头1.5d国标冲压弯头1.d国标冲压弯头锻造国标法兰10锻造国标法兰16锻造国标法兰25 型号价格价格型号价格型号价格型号价格型号价格型号价格 ф22χ21ф22χ31.5dn155.dn156dn15 ф27χ3227χ32dn205.3dn206.5dn20 ф32χ31.6ф32χ42.5dn256.3dn258.3dn25 ф38χ32ф34χ42.5dn329.8dn3211.2dn32 ф42χ32.2ф42χ42.8dn4011.5dn4014dn40 ф48χ32.63.5ф48χ43.5ф48χ44.5dn5014.dn5017.3dn50 ф51χ44.ф48χ55dn6519dn65

冲压弯头的加工工艺
格式:pdf
大小:145KB
页数:2P
4.6
(1)冲压加工的生产效率高,且操作方便,易于实现机械化与自动化,这是因为冲压是依靠冲模和冲压设 备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上, 而且每次冲压行程就可能得到一个冲压件。 (2)冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方 法,冲压件的成本较低。 (3)冲压可加工出尺寸范围较大,形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁,覆盖件等,加上 冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。 (4)金匠冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的 寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。 冲压弯头的成型工艺过程是复杂的,需要根据不同的材质和用途进行焊接,在一定的压力下进
冲压弯头的分类及优点
格式:pdf
大小:14KB
页数:2P
4.5
冲压弯头的分类及优点 冲压弯头是弯头管件中的一种,在国内外中具有良好的发展趋势,在实际的 使用性能中能够产生良好的作用。成形基本工艺过程是:首先焊接一个横截面为 多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压, 在内压作用下横截面由多边形逐渐变成圆,最终成为一个圆形环壳。冲压弯头具 有良好的生产和加工工艺,能够在实际的使用和生产中产生良好的性能和价值, 为不同的行业产生一定的价值和贡献,满足不同行业的性能价值。 冲压弯头不会产生腐蚀、点蚀、锈蚀或磨损,在管路系统中,冲压弯头是改 变管路方向的管件。按角度分,有45°及90°180°三种最常用的,另外根据工 程需要还包括60°等其他非正常角度弯头。弯头的材料有铸铁、不锈钢、合金 钢、可煅铸铁、碳钢、有色金属及塑料等。与管子连接的方式有:直接焊接、法 兰连接、螺纹连接及承插式连接等。 冲压弯头在不同的

碳钢弯头冲压弯头两个兄弟
格式:pdf
大小:13KB
页数:1P
4.7
在两个不同的地方有两个不同的铁,可以有是冥冥中自有天意吧 公司派出了两辆车开往了两个不同的地方。到了那里现从辆车一会就装满了许多的铁 块,不一会就回来了。 来了公司的空旷的场地后,把所有的铁都倒在了一起,晕晕之中两个铁兄弟就倒在一起 紧挨着,, 碳钢弯头问冲压:“我们是来这作什么的呀?”冲压说听说可能能是制作弯头的,我 们可是两个不同的类型呀,你是作碳钢弯头的,我是作冲压弯头的弯头的呵。” 到了下午,他们一起被送进了厂房,经过了很多的步骤,他们成形了,又被放在了一起, 现在两个兄弟,你看着我我看着你,互相的笑了 冲压问碳钢,你们碳钢弯头有什么好吗,可以说下吗?”碳钢于是就自豪的说了起来 其实碳钢弯头也叫弯头盘,我们碳钢弯头就是两个大口径管道的连接装置。碳钢弯头就 是碳素钢制成的弯头。低碳钢塑性好强度低,加入适量碳元素后就会变得坚硬,塑性降低强 度增强。 碳钢弯头
冲压弯管型与铸造型精华文档
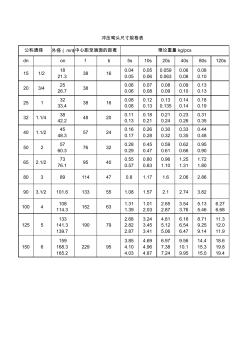
冲压弯头尺寸重量对照表
格式:pdf
大小:56KB
页数:2P
4.6
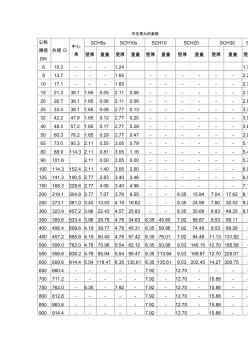
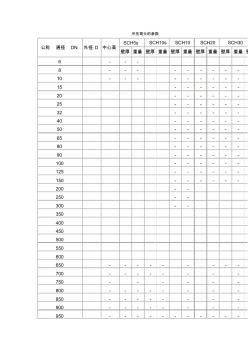
冲压弯头的参数 公称 通径 dn 外径d 中心 高 sch5ssch10ssch10sch20sch30s 壁厚重量壁厚重量壁厚重量壁厚重量壁厚重量壁 610.3---1.241.7 813.7---1.65------2.2 1017.1---1.65------2.3 1521.338.11.650.052.110.06------2.7 2026.738.11.650.062.110.08------2.8 2533.438.11.650.082.770.13------3.3 3242.247.81.650.122.770.20------3.5 4048.357.21.650.1
90度冲压弯头规格尺寸
格式:pdf
大小:69KB
页数:5P
4.4
90度冲压弯头规格尺寸 悬赏分:0-解决时间:2009-4-1116:29 直径57、89、108、159、273、325的 问题补充: 90度弯头管中r的半径是多少? 提问者:bghgyt-见习魔法师三级 最佳答案 和对应的无缝钢管的型号标注一样,外径乘以壁厚的毫米数,如:φ57×3.5;φ89×4.5;φ108×4.5; φ159×6;φ273×6;φ325×8; 市面上的90度弯头,一般r=1.5d最常用,再就是r=5d,也有按需求定制的。 弯头,法兰标准 悬赏分:10-解决时间:2008-10-1210:42 谁能给份弯头的标准和法兰的标准啊 万分感谢 弯头的画法也可以,谢谢,谢谢 弯头gb/t12459-2005asmeb16.9-2003din_2605-1-1991等 法兰也比较多,常用jb/81-

冲压弯头尺寸重量对照表
格式:pdf
大小:54KB
页数:2P
4.6
冲压弯头的参数 公称 通径 dn 外径d中心高 sch5ssch10ssch10sch20sch30 壁厚重量壁厚重量壁厚重量壁厚重量壁厚重量 6--- 8--------- 10--------- 15------ 20------ 25------ 32------ 40------ 50------ 65------ 80------ 90------ 100------ 125------ 150------ 200-- 250-- 300-- 350 400 450 500 550 600 650--------- 700----
 用Pro/E软件钣金模块设计冷冲压弯曲件
用Pro/E软件钣金模块设计冷冲压弯曲件 用Pro/E软件钣金模块设计冷冲压弯曲件
格式:pdf
大小:1.2MB
页数:2P
4.5
冷冲压弯曲件是冷冲压模具设计、制造中常见的制件,是指厚度均一的金属薄板,利用安装在压力机上的模具对板料施加压力,使其产生变形,获得一定几何形状和尺寸精度的机械零件或制品。弯
冲压弯管型与铸造型最新文档
液压弯管机,手动液压弯管工具中文参数和使用说明书
格式:pdf
大小:41KB
页数:3P
4.5
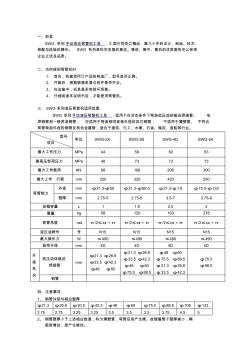
一、前言 swg系列手动液压弯管机工具,汇国内同类之精品,集几十年的设计、制造、技术、 装配与经验的精华。swg系列是科学发展的象征。售前、售中、售后的优质服务充公体现 企业之优良品质。 二、当你接到弯管机时 1、首先,检查您所订产品的制造厂、型号是否正确。 2、开箱后,根据装箱单清点附件是否齐全。 3、在运输中,机具是否有损坏现象。 4、仔细阅读本说明书后,才能使用弯管机。 三、swg系列液压弯管机适用范围 swg系列手动液压弯管机工具,适用于在冷态条件下弯曲低压流体输送焊接管、电 焊钢管和一般用途钢管,亦适用于弯曲相同规格外径的其它钢管;不适用于薄壁管、不符合 弯管弯曲外径的钢管及有色金属管;适合于建筑、化工、水暖、石油、煤炭、造船等行业。 型号 项目 单位swg-2aswg-3bswg-4dswg-5a 最大工作压力mpa445962
冲压弯头的使用方法及注意事项(2012年最新)
格式:pdf
大小:22KB
页数:3P
4.5
http://sumin2010.jdol.com.cn http://gujiancong.jdol.com.cn/ http://llofzz.jdol.com.cn/ http://clhtdq.jdol.com.cn/ 冲压弯头的使用方法及注意事项(2012年最新) 冲压弯头是一种良好的弯头,在不同的领域和行业中广泛使用和推广,得到 不同程度的应用和普及。冲压弯头是采用与管材相同材质的板材用冲压模具冲压 成半块环形弯头,然后将两块半环弯头进行组对焊接成形,冲压弯头的焊接需要 按照一定的工序进行生产和加工。 由于各类管道的焊接标准不同,通常是按组对点固的半成品出厂,现场施工 根据管道焊缝等级进行焊接,因此,也称为两半冲压弯头,冲压弯头加工是借助 于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从 而获得一定形状,尺寸和性能的产品
冲压弯头的工序过程及注意事项处理的基本知识
格式:pdf
大小:6KB
页数:3P
4.5
冲压弯头的工序过程及注意事项处理的基本知识 冲压弯头是一种良好的弯头,在不同的领域和行业中广泛使用和推 广,得到不同程度的应用和普及。冲压弯头是采用与管材相同材质的板 材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接 成形,冲压弯头的焊接需要按照一定的工序进行生产和加工。由于各类 管道的焊接标准不同,通常是按组对点固的半成品出厂,现场施工根据 管道焊缝等级进行焊接,因此,也称为两半冲压弯头. 冲压弯头加工是借助于常规或专用冲压设备的动力,使板料在模 具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产 品零件的生产技术。 在加工中注意事项良好的生产技术。板料,模具和设备是冲压加 工的三要素,在生产时要注意良好的使用与配合。冲压加工是一种金属 冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是 金属塑性加工(或压力加工)的主要方法之一,也隶
冲压弯头尺寸重量对照表(20200928190455)
格式:pdf
大小:55KB
页数:2P
4.6
冲压弯头的参数 公称通径dn外径d中心高 sch5ssch10ssch10sch20sch30 壁厚重量壁厚重量壁厚重量壁厚重量壁厚重量壁 6--- 8--------- 10--------- 15------ 20------ 25------ 32------ 40------ 50------ 65------ 80------ 90------ 100------ 125------ 150------ 200-- 250-- 300-- 350 400 450 500 550 600 650--------- 700---
冲压弯头压制过程应力分析及压力值的确定 冲压弯头压制过程应力分析及压力值的确定
格式:pdf
大小:220KB
页数:未知
4.8
本文应用弯曲应力的分析及机械自销原理,分析了弯头在冲压变形过程的应力,为压制不同规格的弯头应选用多大压力机及采用多大压力提供了初步的理论依据。
 复合材料弯管曲面的整体造型设计
复合材料弯管曲面的整体造型设计 复合材料弯管曲面的整体造型设计
格式:pdf
大小:694KB
页数:4P
4.6
利用隐式几何造型方法的优点,建立了弯管过渡曲面的方程,改进了弯管现有的过渡方法,且保持其几何造型的特征,由于控制参数的调节作用,增加了过渡曲面造型的自由度。通过对弯管的应力分析得出:在圆环面与小圆柱面接合处、小圆柱面与过渡曲面的接合处、过渡曲面与大圆柱面的接合处这三处的应力突变都很小,表明该弯管的弯曲效应好,验证所建立的弯管过渡曲面是可行的。
纤维缠绕弯管的线型设计与仿真 纤维缠绕弯管的线型设计与仿真
格式:pdf
大小:606KB
页数:4P
4.5
提出了一种弯管缠绕线型的设计方法。首先,建立了弯管的纤维缠绕数学模型,在对缠绕线型规律进行分析的基础上,再采用测地线辅助以定位销的纤维缠绕设计方法进行纤维缠绕,实现了弯管纤维缠绕的系统仿真,这种方法克服了传统纤维缠绕模式在缠绕弯管端部时要采用非测地线线型,而只采用测地线再辅助以定位销即可实现弯管的纤维缠绕。仿真结果表明,该纤维缠绕线型设计方案精确可靠,满足纤维缠绕的基本要求,对实际生产有很重要的作用,并为弯管纤维缠绕的应用奠定了理论基础。
冲压弯管型与铸造型相关
文辑推荐
知识推荐
百科推荐


职位:土建资料员
擅长专业:土建 安装 装饰 市政 园林


