

插入式铜条转子并头套电阻硬钎焊工艺
格式:pdf
大小:254KB
页数:2P
人气 :66
 4.6
4.6
为提高电动机中插入式铜条转子并头套的焊接质量,采用了电阻硬钎焊工艺,这样在改善劳动环境、降低劳动强度的同时提高了生产效率。



 AgW50触头与紫铜的电阻钎焊工艺研究
AgW50触头与紫铜的电阻钎焊工艺研究 AgW50触头与紫铜的电阻钎焊工艺研究
研究了agw50和紫铜的电阻钎焊工艺,主要探讨了钎接压力、钎接时间对触头钎接性能的影响。试验得到了电阻钎焊紫铜-agw50触头的最佳工艺参数:钎接压力1.3~1.5mpa,钎接时间3.5~4.5s。解决了火焰钎焊存在的效率低、焊接质量不稳定等问题。
铜铝钎焊工艺
天津市龙浩工业技术有限公司 地址:天津市河北区金钟河大街爱家星河国际2-1-2103 电话:022-26366669传真:022-26366669 目前,中小型变压器及电力变压器制造行业为降低产品成本,采用铝材代替铜材,但在 产品制作过程中确会遇到铝与铜相焊接的难题。由于铝与铜(异种材料)的焊接性差,必须 采用特殊的焊料、焊剂,操作上也不同于一般的焊接工艺。 自2007年以来我公司连续铸锭和等温挤压技术(焊剂包在直径2.0mm的焊料中,制成 药芯焊丝——药芯钎料)进行开发性试验,并经国内200多家变压器厂批量生产,效果甚佳。 不但操作方便,接合强度高,润湿性好,且接头无腐蚀性。我公司可提供的焊料名称、性能 列于下表。 编号牌号焊丝特点抗拉强度(kg/mm2) 1n0927适于铝线、排与铜线、排相焊接。3.0-3.8 焊丝直径2.0mm,1公斤
编辑推荐下载
转子铜条与端环的焊接 转子铜条与端环的焊接
格式:pdf
大小:462KB
页数:3P
4.5
本文阐述了铜条与端环焊接的焊接性,分析了常规情况下焊接失败的原因,认为开工艺槽焊接是解决大面积平行间隙钎焊问题的比较好的方法
转子铜条与端环的焊接
格式:pdf
大小:5KB
页数:1P
4.6
转子铜条与端环的焊接 徐波1,史文卿1,连柏洲2,颜娥3 (1.哈尔滨电机厂有限责任公司,黑龙江哈尔滨150040;2.哈尔滨锅炉厂有限责任公司, 黑龙江哈尔滨150047;3.黑龙江瑞兴科技股份有限公司,黑龙江哈尔滨150030) [摘要]本文阐述了铜条与端环焊接的焊接性,分析了常规情况下焊接失败的原因,认为 开工艺槽焊接是 解决大面积平行间隙钎焊问题的比较好的方法。 [关键词]铜条;端环;工艺槽;钎焊;中频感应 1前言 铜条与端环焊接时存在的主要问题是:铜条与端 环焊接面存在大量气孔,钎焊料组织不致密,接头强度 低、电阻大。哈尔滨电机厂有限责任公司为武钢制造的电机转子端环外径为<955,共58 根铜条沿圆周方向均匀分布,结构形式如图1所示。根据设计技术要求,铜条与铜环焊后进行 超声波探伤,短路环的硬钎焊连接点至少达到点
插入式铜条转子并头套电阻硬钎焊工艺热门文档
 三峡发电机定子、转子线圈钎焊工艺
三峡发电机定子、转子线圈钎焊工艺 三峡发电机定子、转子线圈钎焊工艺
格式:pdf
大小:1.4MB
页数:7P
4.5
本文总结了三峡水轮发电机定子线棒和转子线圈制造过程中的钎焊工艺,介绍了定子线棒的水接头盒体、电接头、水接头、铜环引线以及转子线圈ω接头焊缝等的钎焊技术以及疑难问题的处理过程。
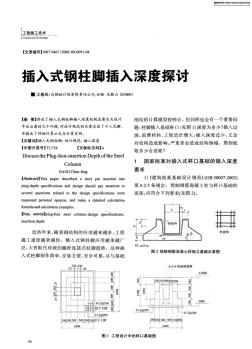
插入式钢柱脚插入深度探讨
格式:pdf
大小:1.5MB
页数:4P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
插入式振捣器
格式:pdf
大小:14KB
页数:1P
4.5
太仓市岳鹿公路(太浏线~新浏河大桥)新建工程 承包单位:太仓市路桥工程有限公司合同号:tc-ylgl 监理单位:苏州市路达工程监理咨询有限公司编号: 安全技术交底记录表附表c-14 设备名称插入式振捣器机械型号 交底部门交底人 交底地点交底时间 交底主要内容: 1.插入式振动器的电动机电源上,应安装漏电保护装置,接地或接零应安全可靠。 2.操作人员应经过用电教育,作业时应穿绝缘胶鞋和绝缘手套。 3.电缆线应满足操作所需的长度。电缆线上不得堆压物品或让车辆挤压,严禁用电缆线拖拉或吊 挂振动器。 4.使用前,应检查各部并确认连接牢固,旋转方向正确。 5.振动器不得在初凝的混凝土、地板、脚手架和干硬的地面上进行试振。在检修或作业间断时, 应断开电源。 6.作业时,振动棒软管的弯曲半径不得小于500mm,并不得多于两个弯,操作时应将振动棒垂 直地沉入混凝土,
不锈钢与纯铜的钎焊工艺 不锈钢与纯铜的钎焊工艺
格式:pdf
大小:117KB
页数:1P
4.5
我公司承接某电厂一产品,材质为06cr19ni10与纯铜,结构如附图所示。1.方案预定(1)按图样尺寸下1000mm×500mm×10mm的06cr19ni10钢,钻孔铣槽。(2)纯铜的作用是起导电作用,可以用堆焊或加塞焊接的方法得到。2.焊接性分析06cr19ni10属于奥氏体不锈钢,焊接时易出现晶
插入式铜条转子并头套电阻硬钎焊工艺精华文档
紫铜管的火焰钎焊工艺 紫铜管的火焰钎焊工艺
格式:pdf
大小:107KB
页数:2P
4.5
紫铜的焊接性分析表明紫铜熔焊时易产生裂纹、未焊透和气孔等问题,而紫铜钎焊可避免这些问题的产生,进而介绍紫铜管的火焰钎焊工艺。


插入式电磁流量计
格式:pdf
大小:153KB
页数:2P
4.7
关键词:插入式电磁流量计插入式涡街流量计毕托巴流量计 zplde系列插入式电磁流量计用来测量导电的液体,特别适用于大口径的管道测量。广泛应用于石油化工、钢铁冶金、给水排水、水利灌 溉、水处理、环保污水总量控制、造纸、医药、食品等工、农业部门的生产工艺过程流量测量和控制;适用于导电液体的总量计量。 插入式电磁流量计产品特点: 1、可编程频率低频矩形波励磁,提高了流量测量的稳定性,功率损耗低; 2、采用16位嵌入式微处理器,运算速度快,精度高; 3、全数字量处理,抗干扰能力强,测量可靠,精度高,流量测量范围度可达1500:1; 4、超低emi开关电源,适用电源电压变化范围大,抗emc性能好; 5、全汉字菜单操作,使用方便,操作简单,易学易懂; 6、高清晰度背光lcd显示; 7、具有双向流量测量、双向总量累计功能,电流、频率具备双向输出功能; 8、内部具有三个积算器可分

电机转子并头套焊接结构改进与氩弧焊接
格式:pdf
大小:86KB
页数:2P
3
电机转子并头套焊接结构改进与氩弧焊接——针对电机转子井头套存在的焊接质量问题,提出了改进焊接结构与焊舞工艺的措施和方法,认而提高了产品质量,改善了劳动条蚌,降低了生产成本。
钎焊工艺参数对铜/钢钎焊接头组织及性能的影响 钎焊工艺参数对铜/钢钎焊接头组织及性能的影响
格式:pdf
大小:539KB
页数:3P
4.6
在钎焊时间120~1500s、钎焊温度1093~1223k的条件下,采用ag-cu共晶钎料对铜和1cr18ni9ti进行钎焊,利用扫描电镜及能谱仪对其接头的界面组织进行了研究。结果表明,接头界面结构为cu/cu(s.s)/ag(s.s)+cu(s.s)/1cr18ni9ti。以抗剪强度评价其接头的力学性能,发现当钎焊温度为1173k、保温时间为300s时,接头抗剪强度最高,为214mpa。
插入式铜条转子并头套电阻硬钎焊工艺最新文档
减振器中20钢与纯铜管的钎焊工艺 减振器中20钢与纯铜管的钎焊工艺
格式:pdf
大小:97KB
页数:1P
4.3
我单位生产的一种新型出口减振器,储液筒为20号钢,在储液筒下方加一纯铜过油管,具体结构如下图所示。图中件1为57mm×3mm储液筒,件2为10mm×3mm纯铜过油管。这就涉及到异种材料的焊接问题。
 防爆高压电机斜槽铜条转子的紧固方式
防爆高压电机斜槽铜条转子的紧固方式 防爆高压电机斜槽铜条转子的紧固方式
格式:pdf
大小:503KB
页数:3P
4.6
本文简述了防爆高压电机斜槽铜条转子的几种固定方法。说明了在带通风孔的斜槽铜条转子结构中,斜槽齿状压圈的应用。

插入式振动器操作
格式:pdf
大小:44KB
页数:3P
4.5
1 安全技术交底记录表 工程名称河口村1号特大桥 分部(分项) 工程 插入式振动器操作 交底项目插入式振动器操作 图纸名称、 图号 1.工期及主要工作量;构造、尺寸、限界、要求; 2.主要设备、材料、构件的型号、规格和质量要求(包括下料单名称编号) 3.技术要求和质量标准; 4.施工程序、主要施工方法和安全措施注意事项(包括“施工工艺”项目、“单项作业标准”项目、 代号) 附图 交底人接底人 施工负责人: 安全负责人: 质量负责人: 现场领工员: 作业人员: 注:此表写不下可用附页。 2 安全技术交底记录表 1.插入式振动器的电动机电源上,应安装漏电保护装置,接地或 接零应安全可靠。 2.操作人员应经过用电教育,作业时应穿戴绝缘胶鞋和绝缘手 套。 3.电缆线应满足操作所需的长度。电缆线上不得堆压物品或让车 辆挤压,严禁用电缆线拖出或吊挂振动

插入式角钢施工方法
格式:pdf
大小:1.1MB
页数:13P
4.7
插入式角钢施工方法 插入式角钢施工方法 一、插入式角钢安装数据表(附后) 二、施工要点: 1、基础开挖前应仔细校核小转角的塔转角度数及转角位移、方向、直线塔 中心桩偏差必须以前视、后视二个中心桩为准,不允许以一个直线桩为准进行 分坑施工。转角塔和直线转角塔位移方向不相同,注意区分,转角和直线转角 要考虑预偏,预偏值见预偏值表。基础开坑时应保证施工人员严格按照分坑尺 寸进行施工,如果不是石坑应按规定有放坡系数,以满足施工,开坑时应设地 面监护人。 2、对于须铲基面的基础应作好辅助桩,高程以便核实基面高差和中心桩的 补钉。 3、基础利用土模时在完成基坑时必须用尺丈量基础坑的偏差,并用经纬仪 测量基础深度及扭转情况,以满足设计要求为好。 4、岩石基础开挖时应保证基坑周围自然植被不被坏为宜。 5、钢材使用前必须有出厂质量证明书,二次理化实验,施工时有对于有焊 接接头的钢筋应做焊接实验报告,并建立钢
插入式铜条转子并头套电阻硬钎焊工艺 插入式铜条转子并头套电阻硬钎焊工艺
格式:pdf
大小:59KB
页数:未知
4.7
为提高电动机中插入式铜条转子并头套的焊接质量,采用了电阻硬钎焊工,这样在改善劳动环境、降低劳动强度的同时提高了生产效率。
铜条转子焊接钎料的节能分析 铜条转子焊接钎料的节能分析
格式:pdf
大小:179KB
页数:未知
4.8
高效电动机设计由于增容大部分按铜条转子设计,但由于采用铜条转子成本昂贵,现从优化铜条转子设计,在端环槽内增加填充块,有效的节省钎料需求量,从而降低电动机的制造成本,优化高效电机性能。
铜条转子焊接钎料的节能分析 铜条转子焊接钎料的节能分析
格式:pdf
大小:179KB
页数:未知
4.8
高效电动机设计由于增容大部分按铜条转子设计,但由于采用铜条转子成本昂贵,现从优化铜条转子设计,在端环槽内增加填充块,有效的节省钎料需求量,从而降低电动机的制造成本,优化高效电机性能。
铜条转子焊接钎料的节能分析 铜条转子焊接钎料的节能分析
格式:pdf
大小:179KB
页数:未知
4.7
高效电动机设计由于增容大部分按铜条转子设计,但由于采用铜条转子成本昂贵,现从优化铜条转子设计,在端环槽内增加填充块,有效的节省钎料需求量,从而降低电动机的制造成本,优化高效电机性能。
插入式铜条转子并头套电阻硬钎焊工艺相关
文辑推荐
知识推荐
百科推荐

职位:土建项目工程师
擅长专业:土建 安装 装饰 市政 园林


