




风管加工工艺、配件加工图
风管加工工艺图、配件加工图 用酚醛彩钢复合板制作风管时,需将板材的铝箔面置于管内,板材的彩钢板 面置于管外。 1、施工准备 1.1风管施工负责人必须熟悉风管、风口及阀门布置图和空调通风设计要求及施 工要求,有关规范、规程;熟悉风管、风口及阀门制作和安装工艺,并对施 工班组长和施工技术骨干进行技术交底。 1.2根据施工总量及施工进度,风管施工负责人作出板材和其它辅材及人员需求 计划,并检查具体到位情况。 1.3施工前准备好如下施工机具: ①专用刀具(含专用刀具工具箱及所配备的相应配件)②工作台 (2400*1200*750,台面铺地毯)、2.2米压尺、1.3米压尺、1米钢直尺、0.5米 钢角尺、1米丁字尺、3米卷尺③橡皮锤、胶刷、裁纸刀、密封胶枪、铆钉枪④ 手电钻、砂轮切割机、电锤、电焊机、小型台钻、修边机。 1.3施工前,质安员
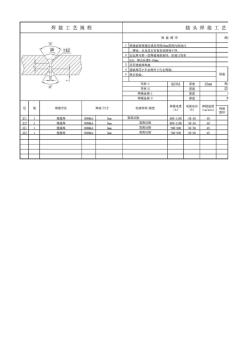
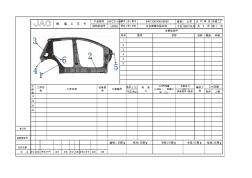
配件加工工艺变更通知单009
日期2007.9.8型号所有型号名称轴芯 核准人:变更人: 相关部门 负责人 表单编号:kl-eng-09no:eng09-0001 配件生产加工工艺变更通知单 变更原因及内容: 由于有些维修的轴芯卡死,导致外径尺寸都不标准,每次维修时都需单独配 培林,为了提高生产效率,现对轴芯维修加工工艺变更: 1.先将轴芯外径磨小0.13mm~0.15mm再焊接; 2.把轴芯的外径磨成标准型(无需再单独配培林)。 刘楚姣8/9
编辑推荐下载

电缆工艺卡《模板》
格式:pdf
大小:43KB
页数:2P
 4.6
4.6
有限公司临时工艺卡 编号:2014010801 有效期至:2014.1.15 电缆结构参数如下表: 1、绞线工序 标称 截面 mm2 材质类别 结构 n/mm 单丝直 径mm 单丝偏 差 排列 绞线 层数 根 数 节距mm绞 向 各层直径 导体外 径 外径 偏差 20℃时导体电 阻≤ω/km 最大≤控制mmmmmm铜铝 16退火 软铜 丝 27/1.641.64±0.011+61层610181左4.925.0±0.051.15— 35瓦形7/2.422.42±0.011+61层6150120左7.57.5±0.10.524— 120ly6 圆铝 线 900 扇形 24/2.562.56±0.022+8+14 1层8193168右9.9(圆)12.2 (扇高
装配焊接工艺卡模板
格式:pdf
大小:81KB
页数:2P
4.3
总成件号零件来源零件库工序装配 总成名称交何处成品库每台件数1 序号数量 11 22 32 48 52 64 71 82 91 102 111 121 132 141 151 检验项目频次 编制校核标准化审定 标记处数日期标记日期 1.清理各配合件毛刺;2.清洗各配合件油污、杂物、漆斑; 工艺内容工序 按机头装配图备齐机头装配所需的电机、所有零部件、配件及标准 件,并检查各零部件是否符合图纸要求,电机铭牌数据是否与要求 相符。 备料 准备 共几页 第几页 10 设备 工装及量具工装编号 工步 20 30 40 50 产品型号tgss4o.1tgss4o 产品名称机头平刮板输送机 件号名称材料 tgss4o.1-1行程开关座板q235 tgss4o.1-2托轮尼龙 tgss4o.
插带双控大板开关配件加工工艺卡模板热门文档
 地铁配件牵引板的数控加工工艺分析
地铁配件牵引板的数控加工工艺分析 地铁配件牵引板的数控加工工艺分析
格式:pdf
大小:315KB
页数:3P
4.3
中国南车南京浦镇车辆有限公司主要承担各型铁路运营车辆和地铁车辆及其他新型城市轨道交通车辆的生产制造,公司车间主要对各类客车及地铁车辆配件行机加工,地铁配件牵引板是地铁焊接构架基础件,文章就地铁配件牵引板的数据加工工艺进行简单分析。
华中科技大学金工实习车工实习榔头柄加工工艺卡模板
格式:pdf
大小:103KB
页数:2P
4.4
工程训练中心榔头柄加工工艺卡 榔头柄普通车床加工工艺卡 产品型号 实训产品 零件号 cg003 零件名称 销钉 件数 1件 车间 d103 工序 放料位 下料 车床车端面、打 中心孔 车床 粗、精车外 圆 车床套螺纹 车床滚花、车锥 面、球面 零件加工路线 检验 位 检验 倒州l5x4s- p oj s /ral2 序号 工步 名称 2车端面 3车外圆 1找正夹紧 4打中心孔 材料q235钢014圆棒 重量 零件规格 毛坯料尺寸: 014x190mm 蛋点檢杳部林 20-j.j :aji'1 设备名称 普通车床 设备型号工具名称 三爪卡盘、刀架扳手等 c6132a 20x20外圆车刀,前角0度, 后角3度,主偏角30度,副 偏角45度,刃倾角0度。 同上 05中心钻 ee +0i3 13q 材料q2眺创
焊接工艺卡模板1
格式:pdf
大小:123KB
页数:8P
4.6
焊接工艺卡 工艺卡编号 产品编号项目 用户位号 图号名称 焊接工艺卡目录 产品名称:产品编号: 序号名称编号页数页次备注 1产品接头编号表 2焊接材料汇总表 3接头焊接工艺卡 4 接头编号表 焊接工艺卡 接头编号示意图: 接头编号 焊接工艺 卡编号 焊接工艺评 定编号 焊工持证项目无损检测要求 不填不填不填 不填不填不填 焊接材料汇总表 焊接工艺卡 母材 焊条电弧焊smaw埋弧焊saw气体保护焊mig/tig/mag 焊条/规格烘干温度/时间焊丝/规格焊剂烘干温度/时间焊丝/规格保护气体纯度 接头焊接工艺卡第页共页编号: 接头简图:接头编号焊接顺序焊接工艺卡编号 图号 接头名称 接头编号 焊接工艺评定报告编号不填 焊工持证项目不填 母 材 厚度,㎜ 检 验 序号

焊接工艺卡表格模板
格式:pdf
大小:246KB
页数:13P
4.4
焊接工艺卡 q.jdj1/qeo-hjj001 机年月日no. 工程 项目 名称 材 质 规 格 焊 口 数 焊前 准备 人员资质是否合格□焊机型号材料是否检验 合格□环境温度应小于℃工前练习是否合格□坡 口型式坡口清理无油、污、锈、水份等杂质。 间隙mm钝边mm偏折<%错口< mm氩气纯度≥99.95%焊条烘烤℃/h焊条 放在℃保温桶,焊丝清理干净,其它: 对口简图焊道简图 焊 接 工 艺 材质规格焊接方法焊丝焊条焊接电流极性焊接速度层/道数 操作方法: 氩气流量正面l/min背面l/min保护方式背面、正面、正面+背面 预热方式温度℃层间间温度℃消氢温度及时间℃/h热处理方式 温度℃升降温速℃/h恒温时间h层间清理干净,接头打磨干净, 弧坑填满,接头错开,热处理中
插带双控大板开关配件加工工艺卡模板精华文档
焊接工艺卡模板
格式:pdf
大小:544KB
页数:17P
4.4
. . 表格编号:j08-07 泰安市金水龙金属容器有限公司 焊接作业指导书 编号20150904 产品编号15036 图号ldr0.05-1.0-00 名称蒸汽发生器 . word专业资料 版次阶段说明修改标记及处数编制人及日期校审人及日期备注 接头编号表共12页第1页 焊接工艺规程接头编号示意图 e7-e8 20150904-1 0 pqr150 3 smaw-feⅱ-2g-12-fef3j/ e5-e6 20150904- 9 pqr150 3 smaw-feⅱ-3g-12-fef3j/ e420150904-pqr150smaw-feⅱ-2g-12-fef3j/ . word专业资料 83 e1-e3 20150904- 7 pqr15
石材大板加工工艺讲座
格式:pdf
大小:91KB
页数:11P
4.6
第1页共11页 大板加工工艺讲座 前言: 大板生产:石材荒料经过锯切成所需厚度的毛板,再经过胶补、抛磨后达 到一定饰面效果的过程。 大板分类:大理石和花岗石大板两大类。 大板的生产工艺流程:选料整形锯切胶补 抛光检验包装入库。 大板加工设备:整形机、框架锯、砂锯、胶补线、连续自动磨机。 辅助设备:翻板机、大板车、单梁臂吊车、双(单)梁行车、龙门吊车等。 一、选料: 原则:同一工程用料的大板基本保持颜色、纹向、花纹基本一致的原则 方法:用目测法、水浇法判断荒料等级。 二、整形 3.1大理石锯切荒料的长*宽*高尺寸,不能超过3300*2000mm*2000mm, 花岗石荒料最大加工尺寸:3300*3500*2000mm,超出部分要先进行整形。 3.2荒料长、宽、高方向有不规则或底面、端面不平,则首先修整底面。 3.3为提高荒料利用率及板材利用率或者按加工单
焊接工艺卡模板
格式:pdf
大小:1.1MB
页数:3P
4.3
hfc7110w级别公司冲焊二厂 u8050工位sb010l/r第1页 序号材料厚度件数 1 2 3 4 5 6 电压(v) 气压(mp)单件人数 10 20 30 40 装订号 底图管理号 归档日期 年月标记处数签字日期标记处数更改文件号签字日期 电流 a 电极压力 (k,f) 焊条型号\直径 5401300/400u8050 左右侧围外板总成 名称 工装编号 co2气流量 (l/min)焊接时 间(c) 辅助工 位 工时定额 零件(部)图号 零件(部)名称 主要组成件 图号 生产单位 共3页 批准(日期)编制(日期)校对(日期)审核(日期)会签(日期) 设备型 号 产品型号 结构区别号 工序内容 焊接工艺卡 工 序 号 工序名 称 更改文件号 hfc7110w级别
钻孔模板、基础模板加工工艺
格式:pdf
大小:8KB
页数:3P
4.3
钻孔模板、基础模板加工工艺 1.原材料质量控制 1.1钢板采购质量应符合gb/t3274-1988《普通碳素结构钢和低 合金结构钢热轧厚钢板和钢带》和gb/t700-2006《碳素结构钢》。 1.2钢板到加工场所应进行复检,钢板应具备齐全的质量证明文 件,钢板化学元素、机械性能、厚度偏差应符合上述标准要求, 方可开工。 2.下料 2.1应根据图纸尺寸,将有关参数适当增加割缝补偿,进行编排 后输入数控切割机电脑内。 2.2用数控自动切割机下料后,应将每块弧形钢板切割边溶渣打 磨清除干净,两侧做55-60°x形坡口并打磨干净,坡口型式应 符合《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺 寸》(gb/t985-88)。 3.放样拼装 3.1根据图纸尺寸按1:1尺寸在钢平台上放样画线,并作好螺栓 孔中心圆中心点定位。 3.2将弧形钢板放在钢平台放样模形线框内,拼
TLC插卡型模板早拆体系支、拆模板施工工艺
格式:pdf
大小:53KB
页数:1P
4.4
正确选用模板技术,对于提高工程质量、加速度提高工作效率、降低工程成本和实现文明施工都具有重要的意义。早拆模板技术,正是出于此目的研制开发的一项新技术。本文简单介绍了早拆模技术原理与施工工艺,重点探讨了tlc插卡型模板早拆体系支、拆模板施工工艺。
插带双控大板开关配件加工工艺卡模板最新文档
TLC插卡型模板早拆体系支拆模板施工工艺
格式:pdf
大小:5KB
页数:1P
4.4
龙源期刊网http://www.***.*** tlc插卡型模板早拆体系支拆模板施工工 艺 作者:刘涛 来源:《中国新技术新产品》2010年第03期 摘要:正确选用模板技术,对于提高工程质量、加速度提高工作效率、降低工程成本和实现 文明施工都具有重要的意义。早拆模板技术,正是出于此目的研制开发的一项新技术。本文简 单介绍了早拆模技术原理与施工工艺,重点探讨了tlc插卡型模板早拆体系支、拆模板施工工 艺。 关键词:早拆模板;tlc;施工工艺
面板开关
格式:pdf
大小:581KB
页数:2P
4.3
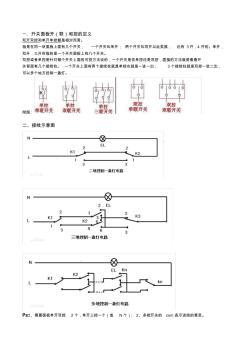
一、开关面板开(联)和控的定义 双开双控和单开单控都是相对而言。 就是在同一块面板上面有几个开关,一个开关叫单开;两个开关叫双开以此类推,还有3开,4开的。单开, 双开,三开所指的是一个开关面板上有几个开关。 双控或者单控是针对每个开关上面的可控方法说的,一个开关是否单控还是双控,直接的方法就是看看开 关背面有几个接线柱。一个开关上面有两个接线柱就是单控也就是一进一出;3个接线柱就是双控一进二出, 可以多个地方控制一盏灯。 附图: 二、接线示意图 ps:1、需要面板单开双控2个,单开三控一个(或n个);2、多控开关的com表示进线的意思。 附实际接线图:
 薄壁件工艺改进在红电零配件加工工作中的作用
薄壁件工艺改进在红电零配件加工工作中的作用 薄壁件工艺改进在红电零配件加工工作中的作用
格式:pdf
大小:471KB
页数:3P
4.6
针对我公司在零配件加工工作中存在的技术、结构特点,叙述了在对薄壁零件的加工工艺的改进工艺,总结了在生产中较有成效的解决方法,使薄壁零件的加工达到了为公司的生产经营服务的要求,取得了一定的经济效益。
 三位大板开关怎么接线
三位大板开关怎么接线 三位大板开关怎么接线
格式:doc
大小:30KB
页数:4P
4.9
在建设工程领域,三位大板开关是常见的电气设备之一。正确的接线对于电气系统的正常运行至关重要。本文将对三位大板开关的接线方法进行对比和比较,并详细说明每种接线方式的优缺点。
四联双控大翘板开关怎么接 四联双控大翘板开关怎么接
格式:doc
大小:38KB
页数:3P
4.7
四联双控大翘板开关是一种常见的家用电器开关,尤其适用于需要在多个位置控制同一电器的场合,如走廊、楼梯间等。然而,对于许多非专业人员来说,如何正确接线可能会有些困难。
插带双控大板开关配件加工工艺卡模板相关
文辑推荐
知识推荐
百科推荐


职位:有线电视工程
擅长专业:土建 安装 装饰 市政 园林


