





奥氏体不锈钢制压力容器制造质量控制
奥氏体不锈钢制压力容器制造质量控制 1概述 本部分着重介绍奥氏体不锈钢制压力容器在制造过程中的质量控制的内容、方法与要求。 奥氏体不锈钢不仅具有很强的化学稳定性,同时也有足够的强度和极好的塑性,良好的 焊接性,在氧化性环境中具有优良的耐腐蚀性能,在一定高温或低温下具有稳定的力学性能。 由于奥氏体不锈钢具有上述优点,所以被广泛用于石油化工、医疗、食品、电力、交通、军 工、原子能、航天等领域的设备中,其中以18-8型铬镍奥氏体不锈钢最有代表性,它广泛用 于制造耐腐蚀压力容器、耐高温压力容器、耐低温压力容器。但奥氏体不锈钢也存在以下问 题须引起关注: 1)奥氏体不锈钢对溶液中含有氯离子(cl-)的介质特别敏感,易发生应力腐蚀,严重时 会引起材料穿孔性腐蚀; 2)对某些还原性介质,如盐酸、稀硫酸等则是不耐腐蚀的; 3)奥氏体不锈钢有晶间腐蚀倾向,当奥氏体不锈钢加热到400℃~850
编辑推荐下载

不锈钢制压力容器制造工艺守则剖析
格式:pdf
大小:174KB
页数:12P
 4.4
4.4
************************ 文件编号:sn—sz—02 版本:1 修改状态:0 奥氏体不锈钢制压力容器 制造工艺守则 编制:******日期:****年**月**日 审核:******日期:****年**月**日 批准:******日期:****年**月**日 发布日期:****年**月**日实施日期:****年**月**日 受控状态√受控□非受控 分发号持有人 **********************************作业指导书 奥氏体不锈钢制压力容器制造工艺守则 文件编号:******** 版本:1 修改状态:0 文件审批 编制:审核:批准: 修
不锈钢制压力容器用人孔盖热门文档
 浅谈不锈钢制压力容器薄壁筒制造时的典型问题
浅谈不锈钢制压力容器薄壁筒制造时的典型问题 浅谈不锈钢制压力容器薄壁筒制造时的典型问题
格式:pdf
大小:164KB
页数:1P
4.7
通过对不锈钢制压力容器薄壁筒制造过程中较常出现的错边量超标、未熔合、返修变形等问题进行分析,并提出建议
不锈钢制压力容器酸洗钝化工艺守则
格式:pdf
大小:32KB
页数:4P
4.5
张家港韩中深冷科技有限公司企业标准 q/zhj-gc-09-2013 1/4 不锈钢制压力容器酸洗钝化工艺守则 编制:日期: 审核:日期: 受控类别 □受控 □非受控 发放编号 持有人 版次a/1 2013-11-20发布2013-12-01实施 张家港韩中深冷科技有限公司发布 张家港韩中深冷科技有限公司企业标准 q/zhj-gc-09-2013 2/4 不锈钢制压力容器酸洗钝化工艺守则 本守则适用于06cr19ni10、1cr18ni9ti、0cr17ni12mo2、00cr17ni14mo2、sus316l、 sus304、sus321等18-8、18-12型奥氏体不锈钢承制的压力容器,也适用于非压力容器。 本守则如与设计图样、工艺文件有矛盾时,应以图样和工艺文件为准。 1.酸洗钝化前的准备工作 1.1酸洗钝化一般应在容器组焊成型之后(如以零件交货则以零部
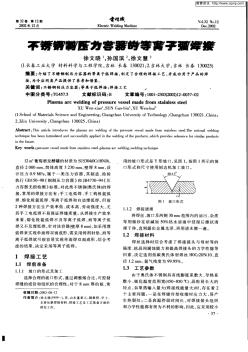
奥氏体不锈钢制压力容器焊接质量控制 奥氏体不锈钢制压力容器焊接质量控制
格式:pdf
大小:186KB
页数:1P
4.5
焊接是奥氏体不锈钢压力容器制造的关键工序,焊接质量将直接影响压力容器安全运行和使用寿命。因此,在奥氏体不锈钢压力容器产品安全检验过程中,焊接质量检验非常重要。该文分析了奥氏体不锈钢的焊接性和性能特点,有针对性的提出了焊接质量控制措施,从而保证压力容器的制造质量。
不锈钢制压力容器制造工艺守则
格式:pdf
大小:174KB
页数:12P
4.3
************************ 文件编号:sn—sz—02 版本:1 修改状态:0 奥氏体不锈钢制压力容器 制造工艺守则 编制:******日期:****年**月**日 审核:******日期:****年**月**日 批准:******日期:****年**月**日 发布日期:****年**月**日实施日期:****年**月**日 受控状态√受控□非受控 分发号持有人 **********************************作业指导书 奥氏体不锈钢制压力容器制造工艺守则 文件编号:******** 版本:1 修改状态:0 文件审批 编制:审核:批准: 修
进口奥氏体不锈钢制压力容器表面裂纹现象及分析 进口奥氏体不锈钢制压力容器表面裂纹现象及分析
格式:pdf
大小:85KB
页数:未知
4.7
近年来,我国进口压力容器中,奥氏体不锈钢压力容器占很大比例,从河南省1996~1999年统计看,共进口377台压力容器,其中奥氏体不锈钢制压力容器177台,占46.9%。在对其进行安全性能监督检验过程中,经渗透探伤检测,部分设备的焊缝和热影响区附近及母材,均发现存在有表面裂纹现象。值得注意的是,按照国外有
不锈钢制压力容器用人孔盖精华文档
钢制压力容器
格式:pdf
大小:163KB
页数:10P
4.7
钢制压力容器 gb150—1998 引言 随着科学技术的发展,科技成果的应用,使标准不断完善,在gb150-1998《钢制 压力容器》标准的基础上,结合中国国情,合理采用了美国asmeⅷ-1卷、日本 jisb8370~8285标准的最新成果,修订了原标准的不合理的或与其它标准法规不相吻 合的部分内容,制订了gb150-1998《钢制压力容器》标准。 在制订gb150-98标准时,遵循了以下几条原则。 撤消了部分单元设备和自成体系的受压元件设计内容,另行制订产品标准,使 gb150成为压力容器的基础标准。 将gb150-89第8章“卧式容器”从标准中分离出来,这部分内容将单独出标准 jb4731-98《钢制卧式容器》,现已报批。 将第9章“直立容器”和相关的附录f“直立容器高振型计算”从标准中分离出 来,这部分内容将纳入修订后的jb4710-92《钢制塔式容
GB《钢制压力容器》
格式:pdf
大小:143KB
页数:10P
4.5
国标委工交函[2004]2号 关于批准gb150-1998《钢制压力容器》 国家标准第2号修改单的函 全国锅炉压力容器标准化技术委员会: 你标委会以锅容标委〔2003〕秘字28号文和锅容标委〔2003〕秘 字35号文报批的gb150-1998《钢制压力容器》国家标准第2号修改 通知单,业经国家标准化管理委员会批准,于2004年4月1日起实施, 并在《中国标准化》杂志2004年第3期上公布。 修改单见附件。 附件:gb150-1998《钢制压力容器》国家标准第2号修改单 二○○四年一月十六日 附件: gb150-1998《钢制压力容器》国家标准第2号修改单 本修改单经国家标准化管理委员会于2004年1月16日批准,自 2004年4月1日起实施。 2引用标准 a)删除标准jb2536-80压力容器油漆、包装和运输 b)增加以下4个标准: jb
不锈钢复合钢制压力容器无损检测程序及要点 不锈钢复合钢制压力容器无损检测程序及要点
格式:pdf
大小:130KB
页数:1P
4.5
本文根据不锈钢复合板钢制压力容器的设计及制造特点,对在制和在用不锈钢复合钢制压力容器无损检测程序及要点进行分析和总结。
压力容器用双相不锈钢(一) 压力容器用双相不锈钢(一)
格式:pdf
大小:317KB
页数:20P
4.6
讨论了压力容器用双相不锈钢的类型、牌号、化学成分、状态、组织、力学性能、耐蚀性能、焊接性能、检验、应用及近代的发展。评述与研究了双相不锈钢这些特性的机制与形成。
不锈钢制压力容器用人孔盖最新文档
不锈钢制容器的表面处理
格式:pdf
大小:16KB
页数:2P
4.4
不锈钢制容器的表面处理 2012年6至7月我厂制作了一台不锈钢产品,产品名称为:气提塔,材料 牌号s32168,材料厚度12mm;和三台相同规格的复合板产品,产品名称为: 真空闪蒸罐,材料牌号为q235b(14mm)+s31603(3mm)。这四台产品在制作 完毕后进行酸洗钝化时出现了不同的问题。现分述如下: 气提塔在酸洗钝化后母材表面出现浅黑色云状斑块。分析原因:筒体对接时, 采用钢丝绳吊装,使母材表面沾染了油污。而操作者在酸洗钝化前没有用碱性溶 剂将油污彻底清除。 真空闪蒸罐在水压试验后,复层的焊缝及焊缝附近出现褐色锈迹。分析原因: 热切割或焊接时有熔渣溅在复层表面上,酸洗钝化结束时没有将酸性残液完全清 楚干净。这四台产品皆因酸洗钝化环节没有掌握好,而造成产品最终检验时表面 质量不合格。 不锈钢制设备的表面质量对不锈钢的抗腐蚀性影响极大。所有不锈钢制设备 根
不锈钢制容器的表面处理 不锈钢制容器的表面处理
格式:pdf
大小:107KB
页数:未知
4.6
2012年6至7月我厂制作了一台不锈钢产品,产品名称为:气提塔,材料牌号s32168,材料厚度12mm;和三台相同规格的复合板产品,产品名称为:真空闪蒸罐,材料牌号为q235b(14mm)+s31603(3mm)。这四台产品在制作完毕后进行酸洗钝化时出现了不同的问题。现分述如下:
 压力容器封头内衬不锈钢制造工艺的改进
压力容器封头内衬不锈钢制造工艺的改进 压力容器封头内衬不锈钢制造工艺的改进
格式:pdf
大小:329KB
页数:3P
4.4
对实际生产中的内衬不锈钢工艺进行合理化分析,采用整体热压形式改进封头衬里工艺,使该工艺能够达到与封头紧贴的要求,保证不锈钢内衬层无漏点,起到清洁、环保的作用。
超低温压力容器用奥氏体不锈钢(1) 超低温压力容器用奥氏体不锈钢(1)
格式:pdf
大小:449KB
页数:8P
4.8
中国的压力容器标准规范中规定,设计温度≤一20℃时为低温压力容器。设计温度-20℃至一100℃时可采用较便宜的低合金低温钢,奥氏体不锈钢多用于设计温度低于-100℃的容器,一般可称为超低温压力容器。
超低温压力容器用奥氏体不锈钢(2) 超低温压力容器用奥氏体不锈钢(2)
格式:pdf
大小:526KB
页数:9P
4.3
4合金元素对低温韧性的影响 4.1铬的影响 铬是基本的铁素体形成元素,铬量高会增加奥氏体不锈钢中的铁素体含量,参见图5和图6。从这一点讲铬含量高对低温韧性不利。

钢制压力容器焊接标准
格式:pdf
大小:421KB
页数:8P
4.7
一、总则 1容器的制造、检验与验收除应符合本章规定外,还应符合设计图样的规定。 2容器制造单位对设计的修改,原则上应取得原设计单位出具的设计变更文件。容器制造 单位应将设计改动内容在竣工图上做详细记载。 二、材料 在下列情况下应对制造容器的材料进行复验: a)钢材质量证明书提供的材料性能数据不全; b)焊接材料无质量证明书; c)图样注明对钢材有特殊要求。 三、加工成型 1坡口表面要求: a)坡口表面不得有裂纹、分层、夹杂等缺陷; b)施焊前,应清除坡口及其母材两侧表面20mm范围内(以离坡口边缘的距离计算) 的氧化物、油污、熔渣及其他有害杂质。 2封头: a)封头各种不相交的拼焊焊缝中心线间距离至少应为钢板名义厚度δn的3倍,且不小 于l00mm。径向焊接接头之间最小距离也不得小于上述的规定,如图1所示。若采用平行 拼缝的旋压封头,为避免
钢制压力容器标准体系
格式:pdf
大小:189KB
页数:12P
4.6
钢制压力容器 gb150—1998 引言 随着科学技术的发展,科技成果的应用,使标准不断完善,在gb150-1998《钢制压力容器》标准的基 础上,结合中国国情,合理采用了美国asmeⅷ-1卷、日本jisb8370~8285标准的最新成果,修订了原 标准的不合理的或与其它标准法规不相吻合的部分内容,制订了gb150-1998《钢制压力容器》标准。 在制订gb150-98标准时,遵循了以下几条原则。 撤消了部分单元设备和自成体系的受压元件设计内容,另行制订产品标准,使gb150成为压力容器的 基础标准。 将gb150-89第8章“卧式容器”从标准中分离出来,这部分内容将单独出标准jb4731-98《钢制卧式容 器》,现已报批。 将第9章“直立容器”和相关的附录f“直立容器高振型计算”从标准中分离出来,这部分内容将纳入修订 后的jb4710

不锈钢制压力容器用人孔盖相关
文辑推荐
知识推荐
百科推荐


职位:高级室内设计师
擅长专业:土建 安装 装饰 市政 园林


