

不锈钢网布螺旋焊缝对接焊工艺开发与应用
格式:pdf
大小:693KB
页数:3P
人气 :70
 4.4
4.4
微束等离子弧作热源的金基、银基钎焊技术,来完成φ0.1~0.6 mm丝径的不锈钢网布(58~18目/英寸)对接钎焊,焊道耐蚀及耐热性均较好,经焊道单丝拉断试验,所有断裂处均非焊接部位,说明焊接接头强度高于母材。现φ0.37 mm丝径、采用4目/英寸的SUS316L不锈钢网布对接钎焊工艺,已大量成功应用于我公司产品中。



 造纸用不锈钢网的钎焊
造纸用不锈钢网的钎焊 造纸用不锈钢网的钎焊
造纸网与一般工业网在纹理结构上有所不同,造纸网的纬线粗,经线细,成网后纬线保持平直,只有经向弯曲,没有纬向弯曲,因此,可采用如下的剪切和钎焊工艺。焊前剪切与焊料装配网的两端用剪刀与网平面成80°~85°的交角沿同一根纬线剪下,并使上层经线长于下层经线,如图1所示。
不锈钢对接焊缝射线底片中衍射斑纹的辨析 不锈钢对接焊缝射线底片中衍射斑纹的辨析
在不锈钢设备焊接接头射线照相时,我们经常会发现一些颇似未焊透、纵向裂纹、气孔或条状夹渣等缺陷影像,多见于薄板中,且线条影像不是很明晰,对所发现的疑似缺陷做进一步分析研究,试验论证,排除危害缺陷的范畴。查阅相关资料表明:该现象是金属中定向排列的柱状晶间距与射线入射角及波长符合布拉格条件时由衍射效应造成的。对衍射斑纹形成原因、成像特征进行分析判断,以供rt评片人员借鉴比照,正确评定。
编辑推荐下载
螺旋焊缝管道的开裂原因 螺旋焊缝管道的开裂原因
格式:pdf
大小:7.5MB
页数:9P
4.6
采用光学显微镜、扫描电子显微镜、能谱仪、维氏硬度仪及金相观察等分析手段,对开裂螺旋焊缝管进行取样分析,利用冲击试验测试了管道母材的抗开裂能力。结果表明:该管道焊缝存在明显缺陷,缺陷类型包括存在于焊缝中的焊缝金属裂纹和夹杂,存在于热影响区中的焊趾裂纹和焊接裂纹,同时在热影响区及母材中存在夹杂。在高外载作用下,由于焊缝区硬度高于热影响区及母材的硬度,使得焊趾裂纹先于焊缝金属裂纹向热影响区扩展。热影响区中沿轧制方向排列的层状夹杂的存在促进了裂纹的扩展,形成层状撕裂,最终导致管道沿热影响区开裂直至母材。
不锈钢网布螺旋焊缝对接焊工艺开发与应用热门文档
紫铜管与不锈钢管对接焊焊接工艺 紫铜管与不锈钢管对接焊焊接工艺
格式:pdf
大小:377KB
页数:3P
4.7
通过对紫铜与不锈钢的焊接性能分析和试验,确定了合理的tig焊焊接工艺,获得了优质的焊接接头,解决了紫铜管与不锈钢管对接焊接的技术难题。
 钢管外护套螺旋焊缝焊接工艺
钢管外护套螺旋焊缝焊接工艺 钢管外护套螺旋焊缝焊接工艺
格式:pdf
大小:349KB
页数:3P
4.6
焊管外护套焊缝分为螺旋焊缝和直焊缝2种形式。螺旋焊缝外护套生产的特点:钢带裁剪、冲孔加工简单;同一种宽钢带可制作多种外径的外护套;内外的螺旋焊缝增强了管体的刚性,管体成形好。
薄不锈钢覆层的20钢管对接TIG焊工艺 薄不锈钢覆层的20钢管对接TIG焊工艺
格式:pdf
大小:386KB
页数:2P
4.7
介绍了一种规格为!86mm×(3+0.5)mm的0cr18ni9+20复合管的tig焊工艺,从焊接材料选择、焊接工艺评定等方面进行了分析和论证。
螺旋焊缝钢管敷设和焊接施工方法
格式:pdf
大小:19KB
页数:3P
4.5
螺旋焊缝钢管敷设和焊接施工方法 1)、施工准备: 施工现场达到“四通一平”,并能满足施工要求; 施工用机械,设备均已进入现场,其附属仪表等均在检定期内。供热管线 工程中所采用的管子、管件、防腐材料等,应具有生产厂的质量证明文件。 材料使用前,应按设计文件要求核对和确认材质、规格、型号,其尺寸公 差和性能指标应符合相应标准。 钢管和管件表面不得有裂纹、离层等缺陷,锈蚀、凹坑及机械损伤深度不 应超过壁厚负偏差。 焊接材料应有制造厂的质量合格证,材料员、焊接检查员、焊接技术员要 对合格证进行审核,确认签字后方可使用,对其质量有怀疑时,应按批号抽查 试验。 2)、施工方法 管线敷设→管线组对→管线焊接→保温管。 ①、管线敷设 管道组成件已经检验合格且内部已清理干净,与管道有关的土建工程经检 验合格。 已做好防腐层的管子在吊运及下沟时,应采取可靠的保护措施。 管道吊装运输 地埋
不锈钢网布螺旋焊缝对接焊工艺开发与应用精华文档
双相不锈钢厚板对接焊数值模拟 双相不锈钢厚板对接焊数值模拟
格式:pdf
大小:683KB
页数:4P
4.3
应用大型有限元分析软件abaqus,对双相不锈钢厚板焊接接头的残余应力进行数值模拟,获得了该厚板焊接接头残余应力的分布规律。结果表明,双相不锈钢厚板焊接接头的横向与纵向焊接残余应力水平较高,沿板厚方向的残余应力分布较为均匀,而且应力水平低。在厚板焊接中,纵向残余拉应力高于横向残余拉应力,而且最大的焊接残余应力均出现在焊缝与热影响区处。研究结果为双相不锈钢厚板焊接工艺优化和提高焊接接头的可靠性提供了理论基础。
高韧性螺旋焊缝钢管疲劳寿命预测 高韧性螺旋焊缝钢管疲劳寿命预测
格式:pdf
大小:540KB
页数:3P
4.5
采用小尺寸弯曲试样进行裂纹扩展速率(da/dn)试验,测定了某特定规格和使用工况的x70钢螺旋焊缝钢管母材和焊缝区的疲劳裂纹扩展速率。试验表明,该螺旋焊缝钢管母材区和焊缝区的裂纹扩展速率不同,焊缝区疲劳裂纹扩展速率快于母材区。通过测得的螺旋焊缝钢管疲劳裂纹扩展数据,对该钢管进行了服役寿命预测和评估。预测结果表明,该螺旋焊缝钢管焊缝区疲劳寿命明显低于母材区,其母材区疲劳寿命可超过30a。
钛合金板与不锈钢网扩散焊接技术研究 钛合金板与不锈钢网扩散焊接技术研究
格式:pdf
大小:1.0MB
页数:5P
4.6
分析了钛和铁异种金属焊接存在的问题。根据真空扩散焊接过程和特点,详细研究了tc4钛合金板与00cr18ni13不锈钢网的直接真空扩散焊接工艺。焊缝显微分析表明,无论焊接规范大小,无法避免异质接头内脆性金属间化合物相的生成,通过优化选择扩散焊工艺,将焊缝中金属间化合物减小到最低程度,获得了较满意的焊接效果。
4mm不锈钢焊接网片,4mm不锈钢网片
格式:pdf
大小:967KB
页数:2P
4.5
4mm不锈钢焊接网片|4mm不锈钢网片 4mm不锈钢网片材质:201,202,302,304,306,材质不锈钢丝; 4mm不锈钢网片特点:具有极强的防腐抗氧化,耐磨损,使用寿命 长等特点。 4mm不锈钢网片片用于机械防护,工业,农业,建筑等。4mm不锈 钢网片选用优质不锈钢丝丝,通过精密的自动化机器焊接而成,上述 产品网面平整、结构坚固、整体性强,具有较强的耐腐蚀性。 4mm不锈钢网片规格 丝径:0.5—15mm 网孔:6—500mm 网长:最大6m 网宽:最大2.5详情请咨询:159、3137、5303 4mm不锈钢网片还用于煤矿护顶、隧道、桥梁建设、路基网筋、建 筑工地。普通网片用于建筑行业作舒乐舍板网和隔断网,墙体网, 路基钢筋网,山坡绿化客土喷播必不可少的建筑材料。外加热镀锌可 做为花架网,高盐区海域防护网。还可以做成货架,重物货架网等。
不锈钢网布螺旋焊缝对接焊工艺开发与应用最新文档
不锈钢焊接工艺(氩弧焊工艺)
格式:pdf
大小:49KB
页数:7P
4.6
不锈钢焊接工艺(氩弧 焊工艺) 用心整理的精品word文档,下载即可编辑!! 精心整理,用心做精品2 不锈钢焊接工艺(第一部分:氩弧焊接) 焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本 指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ0.8、φ1、φ1.2、φ1.5、φ2.0 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使 用前应清除油锈及其他污物,露出金属光泽。 3.2.氩气 用心整理的精品word文档,下载即可编辑!! 精心整理,用心做精品3 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/
不锈钢焊接工艺(氩弧焊工艺)
格式:pdf
大小:30KB
页数:1P
4.6
--word格式--专业资料--可编辑--- -- 不锈钢焊接工艺(第一部分:氩弧焊接) 焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导 书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ0.8、φ 1、φ1.2、φ 1.5、φ2.0 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前 应清除油锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中 的氩气不能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.
不锈钢焊接工艺氩弧焊工艺
格式:pdf
大小:29KB
页数:4P
4.4
不锈钢焊接工艺(第一部分:氩弧焊接) 焊接工艺指导书 一???氩弧焊接? 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。 2.??编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.??焊接准备 3.1.?焊接材料 焊丝:h1cr18ni9tiφ0.8、φ1、φ1.2、φ1.5、φ2.0 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清 除油锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气 不能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.焊接工具 3.3.1.采用直流电焊机,本厂用wse-315和tig400两种型
不锈钢管对接焊接工艺评定报告 (2)
格式:pdf
大小:202KB
页数:11P
4.8
共10页第1页 焊接工艺评定报告焊评编号(wps-2006.) wps-2006-01-01 焊接方法 gtaw 手工钨极氩弧 焊 母 材 钢号0cr18ni9------ 类别、组别号ⅶ-1------ 焊接材料 er308 h0cr21ni10 厚度6mm------ 直径------------ 适用厚度范 围 母材焊缝金属 1.5mm-12mm0<t≤12mm 接头型式平板对接接头热处理状态------- 评定标准jb4708-2000 目次 页次 1、焊接工艺评定报告⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ (2~4) 2、焊接工艺评定指导书(任务书)⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ (5~6) 3、焊评施焊记录表⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
不锈钢管对接焊接工艺评定报告
格式:pdf
大小:200KB
页数:11P
4.8
共10页第1页 焊接工艺评定报告焊评编号(wps-2006.) wps-2006-01-01 焊接方法 gtaw 手工钨极氩弧 焊 母 材 钢号0cr18ni9------ 类别、组别号ⅶ-1------ 焊接材料 er308 h0cr21ni10 厚度6mm------ 直径------------ 适用厚度范 围 母材焊缝金属 1.5mm-12mm0<t≤12mm 接头型式平板对接接头热处理状态------- 评定标准jb4708-2000 目次 页次 1、焊接工艺评定报告⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ (2~4) 2、焊接工艺评定指导书(任务书)⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ (5~6) 3、焊评施焊记录表⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
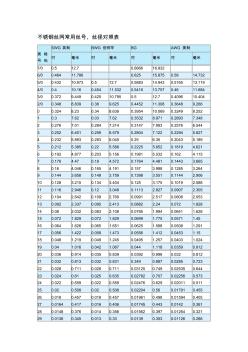
不锈钢网常见规格及技术参数
格式:pdf
大小:100KB
页数:7P
4.4
不锈钢丝网常用丝号、丝径对照表 规格 号码 swg英制bwg伯明罕bgawg美制 吋毫米吋毫米吋毫米吋毫米 7/00.512.70.666616.932 6/00.46411.7860.62515.8750.5814.732 5/00.43210.9730.512.70.588314.9430.516513.119 4/00.410.160.45411.5320.541613.7570.4611.684 3/00.3729.4490.42510.7950.512.70.409610.404 2/00.3488.8390.389.6250.445211.3080.36489.266 00.3248.230.348.6390.395410.0690.324
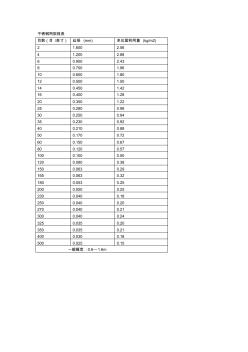
不锈钢网规格_
格式:pdf
大小:19KB
页数:3P
4.7
不锈钢网规格表 目数(目/英寸)丝径(mm)单位面积网重(kg/m2) 21.6002.56 41.2002.88 60.9002.43 80.7001.96 100.6001.80 120.5001.50 140.4501.42 160.4001.28 200.3501.22 250.2800.98 300.2500.94 350.2300.92 400.2100.88 500.1700.72 600.1500.67 800.1200.57 1000.1000.50 1200.0800.38 1500.0630.29 1650.0630.32 1800.0530.25 2000.0500.25 2300.0400.18 2500.040
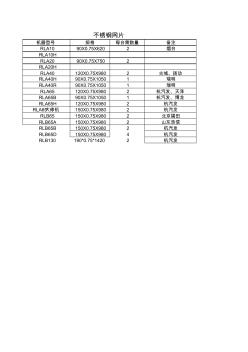
不锈钢网片规格
格式:pdf
大小:14KB
页数:1P
4.3
机器型号规格每台需数量备注 rla1090x0.75x6202烟台 rla10h rla2090x0.75x7502 rla20h rla40120x0.75x9802古城、扬动 rla40h90x0.75x10501瑞明 rla40r90x0.75x10501瑞明 rla65120x0.75x9802杭汽发、天泽 rla65b90x0.75x10501杭汽发、博龙 rla65h120x0.75x9802杭汽发 rla65大修机150x0.75x9802杭汽发 rlb65150x0.75x9802北京福田 rlb65a150x0.75x9802山东浩信 rlb65b150x0.75x9802杭汽发 rlb65d150x0.75x9804杭汽发 rlb130190*0.75*14202杭汽发 不锈钢网片

不锈钢网布螺旋焊缝对接焊工艺开发与应用相关
文辑推荐
知识推荐
百科推荐


职位:市场销售中心经理
擅长专业:土建 安装 装饰 市政 园林


