

A312 TP347不锈钢高压厚壁管线焊接技术
格式:pdf
大小:114KB
页数:3P
人气 :59
 4.7
4.7
以乌石化100万t/年加氢裂化A312TP347不锈钢高压厚壁管线焊接为例,对奥氏体不锈钢管线焊接新工艺及过程控制作系统性介绍,论述高温高压厚壁ASTM A312 TP347不锈钢管线焊接技术,供以后施工借鉴。


编辑推荐下载

 不锈钢厚壁管全位置焊接工艺
不锈钢厚壁管全位置焊接工艺 不锈钢厚壁管全位置焊接工艺
格式:pdf
大小:1.0MB
页数:未知
4.5
本文就焊接技术的发展简要加以说明,着重论述了不锈钢的焊接工艺,对于p91等合金钢的焊接应加强研究,提供更可靠的焊接质量。
不锈钢高压厚壁管线焊接技术热门文档
316L不锈钢高压管道的焊接技术 316L不锈钢高压管道的焊接技术
格式:pdf
大小:303KB
页数:3P
4.6
焊接工艺是焊好316l高压钢管的关键,论述了316l高压钢管的焊接技术要求,主要包括管材和焊材化学成分要求、管材和焊材的管理、坡口加工和组对要求、焊接工艺参数选用、钨极氩弧焊的操作要领、焊条电弧焊的操作要领、焊接质量的外观检验和内部检验、焊缝返修等内容。
316L不锈钢高压管道的焊接技术 316L不锈钢高压管道的焊接技术
格式:pdf
大小:116KB
页数:2P
4.6
随着我国社会主义现代化建设的不断进步,我国的机电信息技术取得了巨大的发展,尤其是316l高压钢管的焊接技术。本文主要论述了316l高压钢管的焊接技术要求,具体分析了焊材和管材的管理以及化学成分要求,同时对于焊接工艺参数的选择、钨极氩弧焊和焊条电弧焊的操作要点以及316l高压钢管焊接质量检验与焊缝返修都作出了相关的分析与研究。
不锈钢船用焊接技术及焊接材料
格式:pdf
大小:386KB
页数:5P
4.6
不锈钢船用焊接技术及焊接材料 (选自《机械工人》(热加工)2007年第2期th2007038/2) 一、我国造船业的发展 我国造船业在建国初期伴随共和国成长的步伐,在非常薄弱的基础上艰难起 步。经过几代人不懈的努力,自力更生,自主创新,由只能修船到自行建造现代 化船艇,记录了我国船舶建造业成长的历程。经过几十年的奋斗拼搏,中国已经 和韩国、日本一同跻身世界造船三甲之列。然而,进军世界第一造船大国的目标 不仅是造船总量的增长,要成为造船强国,必须要在造船技术和水平上有所突破 和提高。进入21世纪以来,中国造船业在尖端领域加速了“攀高”的步伐,并 且已经取得了令人瞩目的成就。目前,除常规船型外,中国已经能够建造30万 吨级巨型油轮(vlcc)、大型集装箱船、成品油船、液化天然气(lng)船,双相不 锈钢化学品船等各类高技术、高附加值船舶,具备了多种船型的建造
不锈钢焊接技术要求
格式:pdf
大小:27KB
页数:2P
4.4
imt992platform supplyvessel不锈钢的焊接技术要求ytrs643-91-07 第2页 共3页 一、总体要求: 1.从事不锈钢施工的焊工及其它相关人员应遵守本工艺。 2.定位焊及正常焊接必须由具有相应等级不锈钢焊工证书的焊工进行 施焊。 二、焊前准备: 1.储存、吊装、运输 1.1不锈钢件储存:应有专用存放架,存放架应为木质或表面喷漆的碳钢支架 或垫以橡胶垫,以与碳钢等其它金属材质隔离。存放时,储存位置应便于吊 运,与其它材料存放区相对隔离,应有防护措施,不锈钢钢管两端加防护盖 以避免灰尘、油污、铁锈对不锈钢的污染。 1.2不锈钢件吊装:吊装时,应采用专用吊具,如吊装带、专用夹头等,严 禁使用钢丝绳以免划伤表面;并且在起吊和放置时,应避免冲击磕碰造成划 伤。 1.3不锈钢件运输:运输时,
不锈钢高压厚壁管线焊接技术精华文档
不锈钢焊接技术
格式:pdf
大小:11KB
页数:6P
4.5
1、预防不锈钢热裂纹的主要措施: (1)严格控制焊接缝中杂质的含量,同时可在焊缝金属中加入硅、钛、钼等。 (2)宜采用小直径焊条,小电流,快速焊和短弧焊;采用直流反接法,宜选用 超低碳或能造成双相组织的焊条或焊丝。 2、不锈钢用焊接夹具来控制焊接变形,当简体组装后,用夹具撑住待焊区,先 焊外缝,待焊缝区冷却至室温后卸下夹具,内缝经清根后再焊。 3、打底层采用“一点(或两点)“击穿断弧焊的操作手法,平均燃熄弧的频率在80~ 90次/min。断弧焊类似于无基值电流的脉冲焊法,平均热输入量小。熔池凝 固快,减少过热区域和晶粒长大倾向。且单面焊双面成型难度大。采用“断弧焊法 较为容易控制熔池成型。当前点熔池未完全结晶时,其偏析杂质又被后续熔池所 熔化,吹向熔渣,偏析杂质较为弥散,断口无宏观缺陷。 4、选用小直径焊条,小电流和小线能量的焊接规范参数。如板状平焊打底层用 2.5
不锈钢焊接技术要点
格式:pdf
大小:10KB
页数:2P
4.8
不锈钢焊接技术要点 一、采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 1.一般适合于 6mm以下薄板的焊接, 具有焊缝成型美观,焊接变形量小的特点 2.保护气体为氩气,纯度为99.99%。当焊接电流为50~150a 时,氩气流量为8~10l/min,当电流为150~250a时,氩气流量为 12~15l/min。 3.钨极从气体喷嘴突出的长度,以4~5mm为佳,在角焊等 遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工 作的距离一般不超过15mm。 4.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必 清理干净。 5.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接 不锈钢时,以1~3mm为佳,过长则保护效果不好。 6.对接打底时,为防止底层焊道的背面被氧化,背面也需要 实施气体保护。 7.为使氩气很好地保护焊接熔池
奥氏体不锈钢焊接技术 奥氏体不锈钢焊接技术
格式:pdf
大小:190KB
页数:3P
4.4
通过对奥氏体不锈钢的焊接性能进行分析,选用适宜的焊接方法、焊接材料,制定适宜的焊接工艺,确保产品焊接接头性能符合产品技术条件要求。
不锈钢厚壁管全位置焊工艺 不锈钢厚壁管全位置焊工艺
格式:pdf
大小:304KB
页数:1P
4.4
论述1cr18ni9ti不锈钢φ133×δ11mm大管水平固定全位置焊接的具体要求和方法,着重论述采用手工钨极氩弧焊打底,混合气体(co_2+ar)保护焊填充及盖面焊,立向上的水平固定全位置焊接的操作特点和操作步骤。

不锈钢厚壁管-不锈钢管的分类(精)
格式:pdf
大小:62KB
页数:13P
4.6
此类钢管可以分为不锈钢无缝钢管和不锈钢焊接钢管(有缝管)两大类。 按照制造工艺的不同可以为:热轧、挤压、冷拔和冷轧这几种基本类型,按断面形状又可分 为圆管和异形管,广泛应用的是圆形钢管,但也有一些方形、矩形、半圆形、六角形、等边 三角形、八角形等异形不锈钢钢管。 对于承受流体压力的钢管都要进行液压试验来检验其耐压能力和质量,在规定的压力下不发 生泄漏、浸湿或膨胀为合格,有些钢管还要根据标准或需方要求进行卷边试验、扩口试验、 压扁试验。 无缝不锈钢圆管也称不锈钢无缝管,是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷 轧或冷拨制成。无缝钢管的规格用外径壁厚毫米数表示。 304不锈钢管全称sus304不锈钢管,sus304不锈钢圆管属于美国牌号材质的不锈钢管, 国内牌号相当于0cr19ni9不锈钢管,通常用0cr18ni9替代。不锈钢防锈的机理是合金元素 形成
不锈钢高压厚壁管线焊接技术最新文档
高压不锈钢管焊接工艺
格式:pdf
大小:56KB
页数:3P
4.8
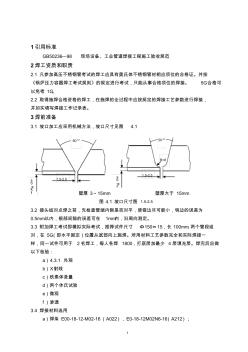
1 1引用标准 gb50236—98现场设备、工业管道焊接工程施工验收规范 2焊工资质和职责 2.1凡参加高压不锈钢管考试的焊工应具有奥氏体不锈钢管材相应项位的合格证。并按 《锅炉压力容器焊工考试规则》的规定进行考试,只能从事合格项位的焊接。5g合格可 以免考1g。 2.2取得施焊合格资格的焊工,在施焊的全过程中应按规定的焊接工艺参数进行焊接, 并如实填写焊接工作记录表。 3焊前准备 3.1坡口加工应采用机械方法,坡口尺寸见图4.1 壁厚3~15mm壁厚大于15mm 图4.1坡口尺寸图1.5-2.5 3.2接头组对点焊之前,先检查管端内侧是否对平,使错边尽可能小,钝边的误差为 0.5mm以内,根部间隙的误差可在1mm内,沿周向测定。 3.3附加焊工考试即模拟实际考试,推荐试件尺寸ф150×15,长1

3不锈钢管焊接技术总结
格式:pdf
大小:391KB
页数:6P
4.5
304不锈钢管焊接技术总结 1、工艺流程 施工准备→材料进场、检验→下料→放线、支吊架制作安装→焊接→焊缝抛 光及酸洗钝化处理→焊缝检查→管道灌水试压、冲洗 2、操作要点 2.1施工准备 (1)编制施工方案和施工进度计划,建立质量工作标准。 (2)操作人员以管工、氩弧焊工为主,其它工种配合,并且氩弧焊工应具 有相关部门颁发的合格证。 (3)施工用料按材料计划备齐,送到现场,并保证按计划供应。 (4)对现场操作人员进行书面技术交底、现场技术、安全交底。 2.2焊接材料准备 (1)管材与管件的选用,应根据使用环境介质因素、化学成分及其使用压 力,而选用相应等级的产品,以确保焊缝金属组织和机械性能。 (2)氩气应符合国家标准《氩气》gb4842的规定,应选用纯度为99.96%的 氩气,若杂质含量过多,会削弱氩气的保护效果,直接影响焊缝质量。 (3)电极材料采用铈钨极。铈钨极
不锈钢薄壁管焊接技术
格式:pdf
大小:53KB
页数:3P
4.3
不锈钢薄壁管焊接技术 李晴岚曹民伟 近几年,我公司陆续承接了一批不锈钢管道安装工程,较大的有杜邦化学工业公司生产 线安装、深圳金威啤酒厂一、二期扩建工程。这些工程生产工艺的管道材料采用低压不锈钢 薄壁管,主要材质见表1。 化工生产和啤酒生产对管道质量要求比较高,以防产生不必要的污染。不锈钢管内必须 光滑,无氧化现象。经过对比选择,我们选用手工直流脉冲钨极氩弧焊进行施焊,它具有如 下特点:(1)电弧稳定。(2)可以进行全方位焊接。(3)焊缝质量稳定,一次最大焊透量4~5mm。 (4)能减小焊接应力和焊缝变形,提高结构精度。(5)焊缝组织致密,耐腐蚀,特别是抗晶间 腐蚀性能较好。 1焊接设备及焊材选择 焊机选用国产直流脉冲氩弧焊机,价格适中,性能稳定。每台焊机配备一个高位水箱, 利用落差自动供冷却水,接水桶低位回收后提回高水箱。 电极采用铈钨棒,放射性低,对
TP347H不锈钢厚壁管道的焊接 TP347H不锈钢厚壁管道的焊接
格式:pdf
大小:1.5MB
页数:6P
4.7
论述了tp347h不锈钢厚壁管道的焊接技术要求,主要包括tp347h的化学成分、焊接性能、焊接方法和焊材选用、热处理制度的确定,以及焊接工艺参数、焊接要求、焊后热处理和焊缝返修等内容。
1Cr18Ni9Ti不锈钢厚壁管全位置焊接 1Cr18Ni9Ti不锈钢厚壁管全位置焊接
格式:pdf
大小:104KB
页数:1P
4.5
本文针对不锈钢厚壁管全位置焊的高难度焊接操作技术,从材质、装配定位、焊材、焊接工艺经行了分析,采取了相应措施,防止了各种常见缺陷,提高了生产效率,满足了矿区及化工压力管道要求。
06Cr18Ni11Ti不锈钢厚壁管焊接新工艺 06Cr18Ni11Ti不锈钢厚壁管焊接新工艺
格式:pdf
大小:128KB
页数:未知
4.4
通过校企结合的实践和经验,以奥氏体不锈钢焊接的有关理论为依据,就06cr18ni11ti不锈钢的焊接问题,通过改变焊接方法,改善保护气体成分,选用合理的焊接工艺参数及操作方法,阐述了新方法、新工艺和新操作技能,不仅能很好地保证焊接质量,而且焊接效率得到很大的提高。
奥氏体不锈钢焊接技术条件
格式:pdf
大小:8KB
页数:3P
4.5
奥氏体不锈钢焊接技术条件 目的和使用范围为保证2#核岛奥氏体不锈钢的焊接质 量,特制定本程序。 本程序适用于2#核岛奥氏体不锈钢覆面、预埋件及相关结构的焊接(以下 统称不锈钢焊接)。 2.依据文件 2.1《2#核岛土建工程施工质量保证大纲》(eeqaa9901000) 2.2《核动力厂安全包容系统构件焊接基本规则》 (пнаэт-10-31-92) 2.3《原子能电站安全隔离系统构件焊接接头检验规则》 (пнаэт-10-32-92) 2.4asme《锅炉压力容器规范》第ⅸ卷 2.5《不锈钢覆面施工过程控制程序》(eelba2102035) 3.材料 3.1不锈钢焊接选用的焊接材料,应符合设计图纸和设计规范的规定,当 需要代用时,应按规定的程序办理合法的代用手续。 3.2焊材的采购和验收应按《物项和服务的采购控制程序》(eemda9901001) 和《物项验
奥氏体不锈钢的焊接技术研究
格式:pdf
大小:76KB
页数:7P
4.7
奥氏体不锈钢的焊接技术研究 【摘要】奥氏体不锈钢,含铬大于18%,还含有8%左右的镍及少量钼、钛、 氮等元素。综合性能好,可耐多种介质腐蚀。是不锈钢中最为重要的钢类.其生 产量和使用量约占不锈钢总量的70%。奥氏体不锈钢的综合焊接性能良好,但 在焊接过程中由于设备、材料、工艺、及操作等原因,会形成一定的焊接缺陷, 使焊件质量达不到要求,影响工作质量及使用寿命。 【关键词】奥氏体不锈钢焊接 一、不锈钢的物理性能 奥氏体型不锈钢的线膨胀系数比碳钢大50%。只有马氏体型不锈钢和铁素 体型不锈钢的线膨胀系数与碳钢大体相当:不锈钢的电阻率高,奥氏体型不锈钢 的电阻率是碳钢的5倍;不锈钢的热导率低于碳钢,马氏体型不锈钢的热导率约 为碳钢的1.3;奥氏体型不锈钢的密度大于碳钢,马氏体型不锈钢和铁素体型不 锈钢的密度比碳钢稍小;奥氏体型不锈钢没有磁性,马氏体型不锈钢和铁素体型
不锈钢焊接技术条件2_1_
格式:pdf
大小:90KB
页数:5P
4.8
不锈钢焊接程序 1.目的和使用范围 为了保证不锈钢管的焊接质量,特制定本程序。 本程序适用于不锈钢覆面、预埋件及相关结构的焊接(以下统称 不锈钢焊接)。 本程序适用于工艺介质接触的所有不锈钢管道和设备的焊接安 装。 2.依据文件 2.1《实用焊接技术手册》(李亚江等主编—石家庄:河北科学 技术出版社,2002isbn7-5375-2592-7) 2.2《不锈钢焊接》(张其枢等编著—北京:机械工业出版社, 2000.3isbn7-111-07846-2) 2.3《材料焊接工程(下)》 (中国材料工程大典,第23卷,材料焊接工程,下/史耀武主编 —北京:化学工业出版社,2005.8isbn7-5025-7323-9) 3.材料 3.1不锈钢焊接选用的焊接材料,应符合设计图纸和设计规范的 规定,当需要代用时,应按规定的程序办理合法的代用手续。 4.
不锈钢高压厚壁管线焊接技术相关
文辑推荐
知识推荐
百科推荐


职位:市政监理工程师
擅长专业:土建 安装 装饰 市政 园林


