

不锈钢管道酸洗钝化(浸泡法)缺陷分析与质控要点
格式:pdf
大小:252KB
页数:3P
人气 :70
 4.4
4.4
本文总结了管道酸洗钝化过程中质量控制的工作经验,详细介绍和总结了管道酸洗钝化过程中容易产生的缺陷及质量控制要点,为酸洗钝化生产获得稳定的质量提供科学依据。



不锈钢管道表面酸洗钝化方法
不锈钢管道表面酸洗钝化方法 为了满足客户需求,很多像汉高机械这样的不锈钢焊管设备商都供应不锈钢酸洗钝化液。究 竟酸洗钝化液在不锈钢只管过程中担任怎样的角色呢?下面汉高机械小编为大家介绍下汉 高机械的环保酸洗钝化液。 1.工艺原理及目的 酸洗是利用化学反应,在工件表面溶解掉锈迹、氧化膜等产物而不影响基体金属的方法。 其目的是使工件表面去污,达到净化。 钝化是利用化学反应,在工件表面形成一种致密的氧化物薄膜的方法。其目的是通过工 件表面建立氧化膜或氧的吸附层来阻止电化学腐蚀的进行,从而提高金属的耐蚀(抗电化学 腐蚀)性能。 2.施工程序 2.1准备工作 2.1.1酸洗、钝化前必须将管件表的焊接药皮、飞溅、毛刺、污物等清理干净。 2.1.2 管件表面的油污可用汽油、丙酮等有机溶剂擦拭干净。为了安全起见,对于大面积的油 污可用蒸汽或3~5%的烧碱(naoh)溶液清洗,
卫生级304不锈钢管道酸洗钝化方法
1 卫生级304不锈钢管道及贮罐酸洗钝化方法 一、综述 根据xx药业有限公司要求,注射液车间纯化水、注射用水管道、管件、阀门、贮 罐及药液配制系统必须进行清洗及钝化处理。现把清洗钝化施工方案如下: 1、清洗钝化范围:纯化水及注射用水管的管道、管件、阀门、贮罐等。 2、用水要求:在下列所有工艺操作中所用的水均为去离子水,制水操作请甲方配 合。 3、安全防护措施:在酸洗液时采用了如下的安全预防措施: (1)操作工戴上清洁、透明的防毒面罩,穿上防酸服装、戴上手套。 (2)所有操作都是先在容器中加水,再加上化学品,不得相反,边加边搅拌。 (3)清洗和钝化液必须达到中性时方可排放,排放需从制水间排污口处排放,以 利于环保。 二、清洗方案 1、预清洗 (1)配方:常温去离子水。 (2)操作程序:用循环水泵保持在2/3bar压力下用水泵
编辑推荐下载
 不锈钢储罐的酸洗钝化
不锈钢储罐的酸洗钝化 不锈钢储罐的酸洗钝化
格式:pdf
大小:47KB
页数:1P
4.8
不锈钢的耐腐蚀性能主要是因为铬和镍加入铁中形成固容体。当铬镍的含量超过一定值,则在氧化性介质中钢的表面形成一种保护性的氧化膜,从而防止腐蚀,这就是铬和镍的钝化作用。
不锈钢酸洗钝化原理
格式:pdf
大小:53KB
页数:17P
4.7
1 酸洗钝化原理 在gbl50—1998《钢制压力容器》中规定“有防腐要求的不锈钢制造的容器表面 应进行酸洗钝化。”不锈钢化学品容器还由于载运多种不同的化学品,对防止货 品污染有很高的要求,而国产不锈钢板表面质量相对较差.通常应对不锈钢板、 设备、附件进行机械、化学或电解抛光等精整处理后再清洗、酸洗钝化,使不锈 钢具有更强的耐蚀力。 不锈钢化学品容器在营运中通常有使用水清洗的工序,如使用海水的话, 海水中富含氯离子,对钝化膜有较大的腐蚀作用,工况恶劣.进行酸洗钝化更是 不可缺少。 不锈钢钝化膜具有动态特征,不应看作腐蚀完全停止,而是在形成扩散的保护 层,通常在有还原剂(如氯离子)的情况下倾向于破坏钝化膜,而在氧化剂(如空气) 存在时能保护和修复钝化膜。不锈钢放置于空气中会形成氧化膜,但这种膜的保 护性不够完善,通过酸洗使不锈钢表面平均有厚度为10um的一层表
不锈钢管道酸洗钝化缺陷分析与质控要点热门文档
不锈钢酸洗钝化液
格式:pdf
大小:17KB
页数:2P
4.4
不锈钢酸洗钝化液型号jym-102 {佳一美}产品概述: 不锈钢酸洗钝化液是综合国外技术,以环保无机酸氧化剂为主剂、添加羟基酸化合物、 高效缓蚀剂和抑雾剂等复配而成。是一种新型高科技材料。 本品无色透明、有微酸性气味。广泛适用于sus300系列奥氏体不锈钢(sus303、304、316、 304l、316l等)和双相不锈钢sus201、202、204等工件在成形、组装、焊接等过程中产生 的铁锈、焊斑、油污、黑色和黄色氧化皮的清除并同时对不锈钢工件进行全面钝化,大大提 高不锈钢工件的抗腐蚀性能。真正达到酸洗、钝化二合一的功效。 经过不锈钢酸洗钝化液处理过的不锈钢工件表面会产生得到漂亮的银白色钝化膜。该钝化膜 致密、美观、抗蚀电位可提高500mv以上。是目前诸多出口日本及欧美市场钝化的最佳产品, 绝对优于市场同行同类产品。 主要用途: 本品属于酸洗和钝化二合一综合
不锈钢酸洗钝化
格式:pdf
大小:79KB
页数:10P
4.6
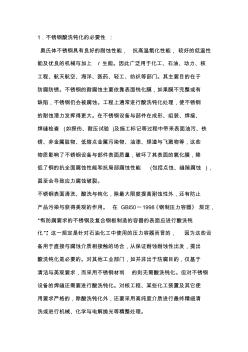
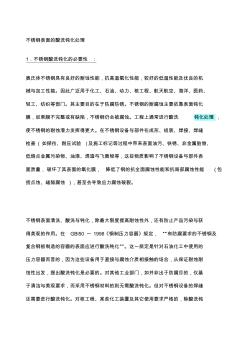
1.不锈钢酸洗钝化的必要性: 奥氏体不锈钢具有良好的耐蚀性能,抗高温氧化性能,较好的低温性 能及优良的机械与加上r生能。因此广泛用于化工、石油、动力、核 工程、航天航空、海洋、医药、轻工、纺织等部门。其主要目的在于 防腐防锈。不锈钢的耐腐蚀主要依靠表面钝化膜,如果膜不完整或有 缺陷,不锈钢仍会被腐蚀。工程上通常进行酸洗钝化处理,使不锈钢 的耐蚀潜力发挥得更大。在不锈钢设备与部件在成形、组装、焊接、 焊缝检查(如探伤、耐压试验)及施工标记等过程中带来表面油污、铁 锈、非金属脏物、低熔点金属污染物、油漆、焊渣与飞溅物等,这些 物质影响了不锈钢设备与部件表面质量,破坏了其表面的氧化膜,降 低了钢的抗全面腐蚀性能和抗局部腐蚀性能(包括点蚀、缝隙腐蚀), 甚至会导致应力腐蚀破裂。 不锈钢表面清洗、酸洗与钝化,除最大限度提高耐蚀性外,还有防止 产品污染与获得美观的作用。在gbl
论不锈钢容器的酸洗钝化 论不锈钢容器的酸洗钝化
格式:pdf
大小:356KB
页数:1P
4.4
不锈钢制品不仅具有较好的耐腐蚀性能力,还具有较为优越的机械加工性能,因此在对容器具有较高防腐要求的工业制品中的应用十分广泛。为了保持容器的清洁与美观,人们需要对不锈钢容器进行清洗,而由于其材质的特殊性,工作人员通常会利用酸洗钝化的处理方法对不锈钢容器进行清洗。酸洗钝化的处理方式不仅能够有效除去不锈钢容器内的污垢,更重要的是它还能进一步加强不锈钢容器的耐腐蚀性能。因此,本文将对不锈钢容器的酸洗钝化处理技术进行深入的研究。
不锈钢储罐的酸洗钝化 不锈钢储罐的酸洗钝化
格式:pdf
大小:107KB
页数:1P
4.5
不锈钢的耐腐蚀性能主要是因为铬和镍加入铁中形成固容体。当铬镍的含量超过一定值,则在氧化性介质中钢的表面形成一种保护性的氧化膜,从而防止腐蚀,这就是铬和镍的钝化作用。
大型不锈钢管材的酸洗与钝化 大型不锈钢管材的酸洗与钝化
格式:pdf
大小:127KB
页数:1P
4.3
不锈钢管材,材质为1cr18ni9ti,规格φ219×10mm,长度8~11.5m,表面经热处理有一层深褐色厚薄不勻的氧化皮。某电镀厂用浓hcl及浓h_2s_4处理未达到预期效果,氧化皮依旧存在,后求助于我
不锈钢管道酸洗钝化缺陷分析与质控要点精华文档

奥氏体不锈钢管酸洗钝化工艺规范
格式:pdf
大小:35KB
页数:6P
4.6
yds 扬州大洋造船有限公司企业标准 q/yds00-000-2007 奥氏体不锈钢管酸洗钝化工艺规范 (草稿) 0000.00.00发布0000.00.00实施 扬州大洋造船有限公司发布 q/yds00-000-2007 前言 本标准是根据中国船舶工业集团公司发展计划部《企业设计规范、工艺规范、试验 规范编写的一般规定》、企业标准q/yds20-001-2006《企业标准编写的一般规定》, 并结合本公司实际生产情况编写而成。 本标准由扬州大洋造船有限公司提出; 本标准由公司技术处归口; 本标准起草部门:技术处; 本标准主要起草人:; 本标准校对人:; 本标准审核人:; 本标准标检人:; 本标准由总工程师批准; 本标准首次发布:年月日; i q/yds00-000-2007 扬州大洋造船有限公司企业标准 奥氏体不锈钢管酸洗钝化工艺规范 q/yds00-000-2
不锈钢酸洗钝化的方法与工艺
格式:pdf
大小:13KB
页数:5P
4.6
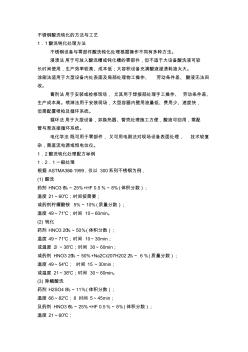
不锈钢酸洗钝化的方法与工艺 1.1酸洗钝化处理方法 不锈钢设备与零部件酸洗钝化处理根据操作不同有多种方法。 浸渍法用于可放入酸洗槽或钝化槽的零部件,但不适于大设备酸洗液可较 长时间使用,生产效率较高、成本低;大容积设备充满酸液浸渍耗液太大。 涂刷法适用于大型设备内处表面及局部处理物工操作、劳动条件差、酸液无法回 收。 膏剂法用于安装或检修现场,尤其用于焊接部处理手工操作、劳动条件差、 生产成本高。喷淋法用于安装现场,大型容器内壁用液量低、费用少、速度快, 但需配置喷枪及循环系统。 循环法用于大型设备,如换热器、管壳处理施工方便,酸液可回用,需配 管与泵连接循环系统。 电化学法既可用于零部件,又可用电刷法对现场设备表面处理,技术较复 杂,需直流电源或恒电位仪。 1.2酸洗钝化处理配方举例 1.2.1一般处理 根据astma380—1999,仅以300系列不锈钢为例, (1)酸
不锈钢酸洗钝化的方法与工艺
格式:pdf
大小:18KB
页数:4P
4.5
不锈钢酸洗钝化的方法与工艺 1.1酸洗钝化处理方法 不锈钢设备与零部件酸洗钝化处理根据操作不同有多种方法。 浸渍法用于可放入酸洗槽或钝化槽的零部件,但不适于大设备酸洗液可较长时间使用,生 产效率较高、成本低;大容积设备充满酸液浸渍耗液太大。 涂刷法适用于大型设备内处表面及局部处理物工操作、劳动条件差、酸液无法回收。 膏剂法用于安装或检修现场,尤其用于焊接部处理手工操作、劳动条件差、生产成本高。 喷淋法用于安装现场,大型容器内壁用液量低、费用少、速度快,但需配置喷枪及循环系 统。 循环法用于大型设备,如换热器、管壳处理施工方便,酸液可回用,需配管与泵连接循环 系统。 电化学法既可用于零部件,又可用电刷法对现场设备表面处理,技术较复杂,需直流电源 或恒电位仪。 1.2酸洗钝化处理配方举例 1.2.1一般处理 根据astma380—1999,仅以300系列不锈钢为例, (1)酸洗

碳钢管道酸洗钝化
格式:pdf
大小:126KB
页数:6P
4.5
百度文库-让每个人平等地提升自我 1 碳钢管道酸洗钝化 碳钢管道酸洗钝化 1管道酸洗方法 管道酸洗方法目前在施工中均采用槽式酸洗法和管内循环酸洗法两种。 (1)槽式酸洗法。将安装好的管路拆下来,分解后放入酸洗槽内浸泡,处 理合格后再将其进行二次安装。此方法适合管径较大的短管、直管、容易拆 卸、管路施工量小的场合,如泵站、阀站等液压装置内的配管及现场配管量小 的液压系统,均可采用槽式酸洗法。 (2)管内循环酸洗法。在安装好的液压管路中将液压元器件断开或拆除, 用软管、接管、冲洗盖板联接,构成冲洗回路。用酸泵将酸液打入回路中进行 循环酸洗。该酸洗方法是近年来较为先进的施工技术,具有酸洗速度快、效果 好、工序简单、操作方便,减少了对人体及环境的污染,降低了劳动强度,缩 短了管路安装工期,解决了长管路及复杂管路酸洗难的问题,并避免了槽式酸 洗易发生装配时的二次污染问题,已在大型液压系统
不锈钢表面的酸洗钝化处理
格式:pdf
大小:54KB
页数:13P
4.3
不锈钢表面的酸洗钝化处理 1.不锈钢酸洗钝化的必要性: 奥氏体不锈钢具有良好的耐蚀性能,抗高温氧化性能,较好的低温性能及优良的机 械与加工性能。因此广泛用于化工、石油、动力、核工程、航天航空、海洋、医药、 轻工、纺织等部门。其主要目的在于防腐防锈。不锈钢的耐腐蚀主要依靠表面钝化 膜,如果膜不完整或有缺陷,不锈钢仍会被腐蚀。工程上通常进行酸洗钝化处理, 使不锈钢的耐蚀潜力发挥得更大。在不锈钢设备与部件在成形、组装、焊接、焊缝 检查(如探伤、耐压试验)及施工标记等过程中带来表面油污、铁锈、非金属脏物、 低熔点金属污染物、油漆、焊渣与飞溅物等,这些物质影响了不锈钢设备与部件表 面质量,破坏了其表面的氧化膜,降低了钢的抗全面腐蚀性能和抗局部腐蚀性能(包 括点蚀、缝隙腐蚀),甚至会导致应力腐蚀破裂。 不锈钢表面清洗、酸洗与钝化,除最大限度提高耐蚀性外,还有防止产品污染与获 得美观
不锈钢管道酸洗钝化缺陷分析与质控要点最新文档

不锈钢表面的酸洗钝化处理
格式:pdf
大小:42KB
页数:6P
4.6
不锈钢表面的酸洗钝化处理 1.不锈钢酸洗钝化的必要性: 奥氏体不锈钢具有良好的耐蚀性能,抗高温氧化性能,较好的低温性能及优良的 机械与加工性能。因此广泛用于化工、石油、动力、核工程、航天航空、海洋、 医药、轻工、纺织等部门。其主要目的在于防腐防锈。不锈钢的耐腐蚀主要依靠 表面钝化膜,如果膜不完整或有缺陷,不锈钢仍会被腐蚀。工程上通常进行酸洗 钝化处理,使不锈钢的耐蚀潜力发挥得更大。在不锈钢设备与部件在成形、组装、 焊接、焊缝检查(如探伤、耐压试验)及施工标记等过程中带来表面油污、铁锈、 非金属脏物、低熔点金属污染物、油漆、焊渣与飞溅物等,这些物质影响了不锈 钢设备与部件表面质量,破坏了其表面的氧化膜,降低了钢的抗全面腐蚀性能和 抗局部腐蚀性能(包括点蚀、缝隙腐蚀),甚至会导致应力腐蚀破裂。 不锈钢表面清洗、酸洗与钝化,除最大限度提高耐蚀性外,还有防止产
不锈钢压力容器的酸洗钝化 不锈钢压力容器的酸洗钝化
格式:pdf
大小:3.7MB
页数:1P
4.4
阐述了不锈钢酸洗钝化的定义,详细介绍了不锈钢酸洗钝化的各个工序及检验要求和注意事项,给企业的实际生产提供了一个比较系统全面的依据。

不锈钢酸洗钝化工艺规程汇总
格式:pdf
大小:52KB
页数:12P
4.7
不锈钢酸洗钝化工艺规程 主题内容与适用范围 1.1主题内容 本规程规定了不锈钢容器(包括零部件)表面油污、锈渍的清理、酸洗及钝化的要求、方法和注意事项。 1.2适用范围 本规程适用于本公司制造的铬、镍奥氏体不锈钢容器的酸洗钝化处理。 2引用文件 以下引用标准、文件应为最新版本。当本规程与新标准、文件内容冲突时,冲突部分按最新标准、文件 相应规定内容执行。 《不锈钢压力容器制造通用规程》 《通用检验规程》 3酸洗、钝化工艺流程 去油、清理污物→净水部洗→钝化→净水冲洗→吹干 4酸洗、钝化前的预处理 4.1对制造完工后的不锈钢容器或零部件按图样和工艺文件的要求,对规定项目检查合格后,才能进行 酸洗、钝化预处理。 4.2将焊缝及其两侧焊渣、飞溅物清理干净,容器的机加工件表面应用汽油或清洗剂去除油渍等污物。 4.3清除焊缝两侧异物时,应用不锈钢丝刷,不锈钢铲或砂轮清除,清
不锈钢酸洗钝化处理
格式:pdf
大小:5KB
页数:1P
4.4
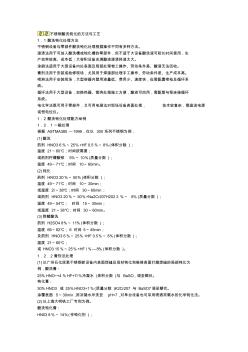
6.2酸洗、钝化溶液及膏的配方 6.2.1酸洗液配方:硝酸(比重1.42)20%,氢氟酸为5%,其余为水。以上为体积百分比。 6.2.2酸洗膏配方:盐酸(比重1.19)20毫升,水100毫升,硝酸(比重1.42)30毫升,膨 润土150克。 6.2.3钝化液配方:硝酸(比重1.42)5%,重铬酸钾4克,其余为水。以上休积百分比,钝 化温度为室温。 6.2.4钝化膏配方:硝酸(浓度67%)30毫升,重铬酸钾4克,加膨润土(100~200目) 搅拌至糊状为止。 6.3酸洗钝化操作 6.3.1只有进行过预处理的容器或零部件才能进行酸洗钝化处理。 6.3.2酸洗液酸洗主要用于较小型未经加工的零部件整体处理,可以用喷刷的方法。溶液温 度在21-60℃时,每隔10分钟左右检查一次,直至呈现出均匀的白色酸蚀的光洁度为止。 6.3.3酸洗膏酸洗主要适用于

不锈钢酸洗钝化工艺规程 (2)
格式:pdf
大小:7KB
页数:3P
4.5
不锈钢酸洗钝化工艺规程 1主题内容与适用范围 1.1主题内容 本规程规定了不锈钢容器(包括零部件)表面油污、锈渍的清理、酸洗及钝化的要求、方法和注意事项。 1.2适用范围 本规程适用于本公司制造的铬、镍奥氏体不锈钢容器的酸洗钝化处理。 2引用文件 以下引用标准、文件应为最新版本。当本规程与新标准、文件内容冲突时,冲突部分按最新标准、文件相 应规定内容执行。 《不锈钢压力容器制造通用规程》 《通用检验规程》 3酸洗、钝化工艺流程 去油、清理污物净水部洗钝化净水冲洗吹干 4酸洗、钝化前的预处理 4.1对制造完工后的不锈钢容器或零部件按图样和工艺文件的要求,对规定项目检查合格后,才能进行酸 洗、钝化预处理。 4.2将焊缝及其两侧焊渣、飞溅物清理干净,容器的机加工件表面应用汽油或清洗剂去除油渍等污物。 4.3清除焊缝两侧异物时,应用不锈钢丝刷,不锈钢铲或砂轮清除,清除完毕用净水

不锈钢酸洗钝化工艺规程 (3)
格式:pdf
大小:21KB
页数:3P
4.6
文件号tdg17-2011 修订号0 发放编号 不锈钢酸洗钝化工艺规程 编制: 审核: 批准: 2011年4月20日发布2011年5月1日实施 xxxxxxx实业有限公司发布 xxxxxxx实业有限公司 不锈钢酸洗钝化工艺规程tdg17-2011修订号0 第1页共2页 不锈钢酸洗钝化工艺规程 1.范围 本规程适应于本公司生产的不锈钢容器的酸洗、钝化、清洗 2.施工环境 2.1不锈钢容器的酸洗、钝化处理需在专门的、通风良好的车间内进行,车间地面和墙壁 应能耐酸、碱液的腐蚀,车间内的酸洗废液需经中和池处理后才能排放; 2.2酸洗、钝化时,操作人员应有可靠保护措施,带橡胶手套,穿防雨胶鞋及面罩等,防 止液体溅伤皮肤及眼睛。 2.3酸洗时应远离车间内的碳钢等易腐蚀设备,若无法避开时应应有可靠保护措施防止液 体流入碳钢设
不锈钢储罐内壁喷淋式酸洗钝化工艺 不锈钢储罐内壁喷淋式酸洗钝化工艺
格式:pdf
大小:90KB
页数:未知
4.6
1、前言随着化工产业的发展,部分新产品、新原料要求储存容器具有更高的耐腐蚀性,不锈钢立式储罐的应用越来越多。对不锈钢储罐内壁进行酸洗钝化处理,经酸洗可使不锈钢表面约1nm的一层被腐蚀掉,使其表面不均匀氧化层和杂质被腐蚀掉,去掉贫铬层,使铬在表面富集;再通过钝化作用可使不锈钢表面产生完整稳定的富铬
不锈钢罐喷淋式酸洗钝化工艺
格式:pdf
大小:54KB
页数:1P
4.7
228科技与企业 科技创新 不锈钢储罐内壁喷淋式酸洗钝化工艺 1、前言 随着化工产业的发展,部分新产品、新原料要求储存容器具有 更高的耐腐蚀性,不锈钢立式储罐的应用越来越多。对不锈钢储罐 内壁进行酸洗钝化处理,经酸洗可使不锈钢表面约1nm的一层被腐 蚀掉,使其表面不均匀氧化层和杂质被腐蚀掉,去掉贫铬层,使铬 在表面富集;再通过钝化作用可使不锈钢表面产生完整稳定的富铬 钝化膜,其电位可达+1.0v(sce),接近贵金属的电位,能有效提高 抗腐蚀的稳定性。 2、作业准备 不锈钢储罐内壁的喷淋式酸洗钝化应在储罐主体及附件安装 完毕和抛光处理完成后进行。喷淋管线宜采用与储罐同材质的不锈 钢制作,喷淋头应采用可旋转的耐酸碱塑料喷头,喷淋装置在罐内 组装,成十字形,组装完成后,从罐顶中心的放空口吊起,安装固定 于一定高度,应确保喷淋液能达到储罐内壁所有表面;将加药槽、 耐
不锈钢酸洗钝化工艺规程
格式:pdf
大小:19KB
页数:6P
4.7
不锈钢酸洗钝化工艺规程 不锈钢酸洗钝化工艺规程 1主题内容与适用范围 1.1主题内容 本规程规定了不锈钢容器(包括零部件)表面油污、锈渍的清理、酸洗及钝化的要求、方法 和注意事项。 1.2适用范围 本规程适用于本公司制造的铬、镍奥氏体不锈钢容器的酸洗钝化处理。 2引用文件 以下引用标准、文件应为最新版本。当本规程与新标准、文件内容冲突时,冲突部分按最新 标准、文件相应规定内容执行。 《不锈钢压力容器制造通用规程》 《通用检验规程》 3酸洗、钝化工艺流程 去油、清理污物净水部洗钝化净水冲洗吹干 4酸洗、钝化前的预处理 4.1对制造完工后的不锈钢容器或零部件按图样和工艺文件的要求,对规定项目检查合格 后,才能进行酸洗、钝化预处理。 4.2将焊缝及其两侧焊渣、飞溅物清理干净,容器的机加工件表面应用汽油或清洗剂去除油 渍等污物。 4.3清除焊缝两侧异物时,应
不锈钢管道酸洗钝化缺陷分析与质控要点相关
文辑推荐
知识推荐
百科推荐


职位:水电安装工程预算员
擅长专业:土建 安装 装饰 市政 园林


