

不锈钢复合板与16MnR钢冲击拉伸力学特性研究
格式:pdf
大小:847KB
页数:4P
人气 :76
 4.6
4.6
常温下以不锈钢复合板(16MnR钢板与0Cr18Ni9Ti钢板爆轰复合)和16MnR钢为研究对象,利用分离式霍普金森杆技术,在旋转盘冲击拉伸试验机上完成冲击拉伸加载试验。研究应变率在270~1650s-1范围内,材料的冲击力学特性。测试结果表明,不锈钢复合板和16MnR钢具有应变率强化效应,通过电镜分析确定过载断裂区为韧窝结构,爆轰复合经热处理后材料的塑性基本无改变,两种材料仍为塑性材料。



不锈钢复合板的优点与应用
不锈钢复合板的优点与应用 一、不锈钢复合板是以不锈钢板为复层,以碳钢板,容器板,低合 金钢等为基层在一面或双面整体地、连续地包覆一定厚度的不锈钢或 铜、钛、铝等的复合材料。广泛应用于石化、电力设备、粮食加工、 制碱、制硝、制盐、制糖、水利、造纸等行业。复层有:304、321、 316l、304l、317l、904l、2205、0cr13al、1cr13、ti、cu、al等。 基层有:q235、q345r、q245r、15crmor等。 二、不锈钢复合板的优点: 1、不锈钢复合板的价格大大低于同规格纯不锈钢材的价格。 2、具有不锈钢的耐腐蚀、耐磨损、高导热等特性。 3、具有碳钢良好的焊接性能、且强度高。 三、不锈钢复合板标准:轧制:gb/t8165--2008,爆炸:nb/t 47002.1—2009。 四、板幅:宽可达3900mm,长可达15000mm。 五、厚度:
不锈钢复合板标准
《不锈钢复合板》检验工厂标准 1、范围 本标准规定了采用粘结法生产的不锈钢复合钢板和钢带的分类、尺寸、技术 要求、验收规则、试验方法、包装、标志及质量证明书等。 本标准适用以不锈钢做复层、碳素钢镀锌板做基层的厚度在0.8~1.5mm的 复合钢板和钢带。 2、定义 2.1不锈钢复合钢板和钢带:以碳素钢镀锌板为基层,采用粘结法在其一面 或两面整体地连续地包覆一定厚度不锈钢的复合材料。 2.2复层:复合钢板中接触工作介质起耐腐蚀作用的不锈钢层。 2.3基层:复合钢板中主要承受结构强度的碳素钢或低合金钢。 2.4结合率:复合钢板复基层间呈冶金焊合状态的面积占总界面面积的百分 率。 2.5内弯、外弯:不锈钢复层在弯曲圆弧内侧的冷弯试验叫内湾。复层在外 的叫外弯。 3、尺寸外形偏差 复层厚度允差复合钢板宽度允差复合钢板不平度 ≯复合公称尺寸±10%按gb7094mm/m 4
编辑推荐下载
不锈钢复合板的焊接
格式:pdf
大小:52KB
页数:5P
4.6
不锈钢复合板的焊接 一、概述 不锈钢复合板是用较薄的不锈钢板(304l、316l、321等) 与较厚的低碳钢板或合金钢板复合而成,复合方法一般采用爆炸 法、轧制法或爆炸轧制法。不锈钢复材的厚度一般在3-6mm,而 基材的厚度则可能根据需要确定为10以上的任意厚度。目前我 公司所使用的复合板基材的最大厚度为96mm. 由于不锈钢复合板存在珠光体钢与奥氏体钢两种材质,所以 焊接过程中除了考虑到珠光体基材的接头性能和奥氏体复材的 性能要求外,还存在着异种钢的焊接问题。因此在焊接不锈钢复 合板的过程中同时具有珠光体钢、奥氏体钢和异种钢的焊接特 点,并且由于特殊的用途及散热情况和应力状态的影响复合板的 焊接还具有他自己的特点。 不锈钢复合板产品有两种强度计算方式,一种是只计算基材 的强度而复材仅考虑其抗腐蚀或抗氧化性能,另一种是基材和复 材都参与强度计算。后者对焊接提出了更高的要求
不锈钢复合板检验标准
格式:pdf
大小:38KB
页数:3P
4.8
常松《不锈钢复合板》检验标准 1范围 本标准规定了采用粘贴法生产的不锈钢复合钢板和钢带(以下简称“复合板 (带)”)的术语和定义、分类、尺寸、技术要求、验收规则、试验方法、包装、 标志及质量证明书等。 本标准适用于以不锈钢做复层(表层),碳素钢(镀锌板)做基层的复合板 (带)。包括用于制造是有、化工、轻工、海水淡化、核工业的各类压力容器等 结构件的不锈钢复层厚度≥1mm的复合中厚板,以及用于轻工机械、食品、炊具、 建筑、装饰、焊管、铁路客车、医院卫生、环境保护等行业的设备或用具制造需 要的复合厚度≤0.8mm的复合板(带)。 2术语及定义 本标准采用下列术语及定义: 2.1 不锈钢复合钢板和钢带stainlesssteelcladplates,sheetsandstrips 以碳素钢(镀锌板)为基层,采用粘贴法,在其一面整体连续地包裹一定厚 度不锈钢的复
不锈钢复合板与16MnR钢冲击拉伸力学特性研究热门文档
不锈钢复合板的优点
格式:pdf
大小:10KB
页数:1P
4.6
常州辛普森钢业有限公司—双金属复合板,不锈钢复合板厂家,不锈钢水箱板,电梯板 不锈钢复合板的优点 来源:常州辛普森钢业有限公司 不锈钢复合板是以碳钢基层与不锈钢覆层结合而成的复合板钢板。它的主要特点是碳钢 和不锈钢形成牢固的冶金结合。可以进行热压、冷弯、切割、焊接等各种加工,有良好的工 艺性能。广泛应用于石化、电力设备、粮食加工、制碱、制硝、制盐、制糖、水利、造纸等 行业。 那么,不锈钢复合板有哪些优点呢? 1、使用不锈钢复合板替代原来的纯不锈钢板,能够降低设备成本,而设备的使用却不 受影响。不锈钢复合板可用于脱硫塔、蒸氨塔、脱苯塔等,成本低,耐腐蚀;以脱苯塔为例, 采用不锈钢复合板代替纯不锈钢板,成本可下降30%以上。 2、不锈钢复合板保留了纯不锈钢的耐腐蚀,耐磨、抗磁的性能以及外表美观的特点, 又兼具有碳钢良好的可焊性、成形性、拉伸性、导热性的特点。可广泛的使用于焦化
内衬不锈钢复合板的优势列举
格式:pdf
大小:40KB
页数:6P
4.7
不锈钢复合板的预热温度和层间温度的差别 不锈钢复合板焊前预热和层间温度的控制对减少裂纹的形成有一定影响。预热温度过高, 会导致不锈钢复合板焊缝的冷却速度变慢,有可能引起焊接接头晶粒边界碳化物的析出和形 成铁素体组织,大大地降低接头的冲击韧性。预热温度过低,则起不到预热的作用,无法防止裂 纹的形成。不锈钢复合板与碳钢焊接的预热温度和层间温度要控制在150~300℃。 不锈钢复合板的焊前准备,不锈钢复合板的切割以及坡口加工尽量采用机械加工方法,切割 面应光滑,采用剪床切割时,复层应朝上。也可以采用等离子切割,切割时复层朝上,严禁将切割 的熔渣落在复层上。 不锈钢复合板坡口加工及检查,坡口形式和尺寸按图纸设计规定,如设计未明确规定的,可参 照图其他选用。坡口选用原则:确保焊接质量填充金属少,熔合比小,便于操作。坡口加工一 般采用机械方法制成。若采用等离子切割,
不锈钢复合板是以碳钢基层与不锈钢覆层结合而成的复合板钢板
格式:pdf
大小:6KB
页数:3P
4.6
不锈钢复合板是以碳钢基层与不锈钢覆层结合而成的复合板钢板。它 的主要特点是碳钢和不锈钢形成牢固的冶金结合。可以进行热压、冷 弯、切割、焊接等各种加工,有良好的工艺性能。不锈钢复合板的基 层材料可以使用q235b、16mnr、20r等各种普通碳素钢和专用钢。 覆层材料可以使用304、316l、1cr13和双相不锈钢等各种牌号的不 锈钢。材质和厚度可以自由组合,满足不同用户的需要。不锈钢复合 板已经广泛应用于石油、化工、盐业、水利电力等行业。不锈钢复合 板作为一种资源节约型的产品,减少贵重金属的消耗,大幅度降低工 程造价。实现低成本和高性能的完美结合,有良好的社会效益。 不锈钢复合板是怎样生产的呢?不锈钢复合板工业化生产主要有两 种方法,爆炸复合和热轧复合。爆炸复合板的生产工艺是将不锈钢板 重叠置于碳钢基板上,不锈钢板和碳钢基板之间用垫子间隔出一定的 距离。不锈钢板上面平铺炸药
 2205双相不锈钢/16MnR爆炸复合板界面的微观组织
2205双相不锈钢/16MnR爆炸复合板界面的微观组织 2205双相不锈钢/16MnR爆炸复合板界面的微观组织
格式:pdf
大小:783KB
页数:4P
4.5
为了研究2205双相不锈钢/16mnr爆炸复合板界面的微观结构,用金相显微镜和扫描电镜(sem)观察了复合界面的形貌;用显微硬度计测定了爆炸复合界面的显微硬度;分析了热处理对显微硬度的影响。研究表明:基材和复材的显微硬度随着退火加热温度的提高和保温时间的延长而降低;2205双相不锈钢在850℃加热保温8h后炉冷到400℃出炉空冷会析出σ相。
不锈钢复合板的生产工艺与用途
格式:pdf
大小:213KB
页数:10P
4.4
不锈钢复合板的生产工艺及用途 为了更好地能使不同性能的钢材充分发挥其特性,早在8世纪印度发明了大 马士革钢,用于制造锋利无比的刀具,使其在具有较好的韧性和较高的硬度,刀 上可以具有非常锋利的刀锋.而且也非常坚韧而不会折断尖锐而不脆断,这就是 两种不同钢材复合而成的大马士革钢,也是人类历史上最早浇注复合法生产的复 合钢。我国50年代中期用浇注复合法生产复合钢锭再经热轧是,轧制成窄幅钢 板制造农用犁刀和民用厨用刀具。 近几年不锈钢因具有良好的不锈和耐蚀特性而得到广泛应用,但由于不锈钢 中含有高比例的镍铬等稀贵金属而使其价格居高不下。但由于镍价飙升,导致含 镍较高的300系不锈钢价格波动较大,使得不锈钢生产企业不得不加大开发低镍 和无镍不锈钢。即便如此,不锈钢的价格仍然很高,如200系和400系不锈钢的价格 均在每吨价格也在普碳的两倍以上。因此,开发不锈钢的替代产品已经
不锈钢复合板与16MnR钢冲击拉伸力学特性研究精华文档
不锈钢复合板的界面组织结构与性能 不锈钢复合板的界面组织结构与性能
格式:pdf
大小:1.3MB
页数:4P
4.3
采用光学显微镜、扫描电镜等手段,对0cr18ni9-08al-0cr18ni9不锈钢复合板在不同状态下的界面组织结构及其性能进行了研究,以期为改进和选择合理的生产工艺提供可靠的理论和实验依据.
不锈钢复合板展宽轧控制与分析 不锈钢复合板展宽轧控制与分析
格式:pdf
大小:94KB
页数:未知
4.5
本文介绍了不锈钢复合板展宽轧时因两种材料的变形不同步问题,大大提升了复合板坯展宽轧制的难度,本文通过不锈钢复合板小型中试坯试验来验证两种材料在展宽轧制时的变形量差异,并将展宽轧应用在实际生产中,得出在展宽轧时为弥补不锈钢展宽量不足问题,应对不锈钢展宽宽度进行加量的基础上设计展宽轧板型,供同行业商榷和参考.

不锈钢复合板的焊接 (2)
格式:pdf
大小:213KB
页数:6P
4.7
不锈钢复合板的焊接 不锈钢复合板是由复层(不锈钢)和基层(碳钢、低合金钢等)复合轧制而成的双金属, 由复层保证耐蚀性能,强度主要靠基层获得,这样可以节约大量不锈钢,具有良好的经济 价值。不锈钢复合板由于具有良好的综合性能和价格上风,在石油化工、食品产业等领域 得到日益广泛的应用。不锈钢复合板焊接既不同于不锈钢,也不同于碳钢或低合金钢,而 有其特点和难点。 一、不锈钢复合板的焊接特点 从设计角度考虑,不锈钢复合板的基层主要是保证强度,复层主要是保证其耐蚀性能, 中间增加的过渡层只是焊接工艺的需要。为了保证复合钢板不失往其原有的综合性能,需 要对基层和复层分别焊接。除了基层和复层的焊接外,还有过渡层焊接的题目,这是不锈 钢复合板焊接的主要特点。复层焊缝和基层焊缝之问,以及复层焊缝与基层母材交界处宜 采用过渡焊缝。基层和复层的过渡层焊接是不锈钢复合板焊接的关键。 二、不锈钢复合板焊接技术要点 1
不锈钢复合板的焊接工艺 (2)
格式:pdf
大小:196KB
页数:5P
4.3
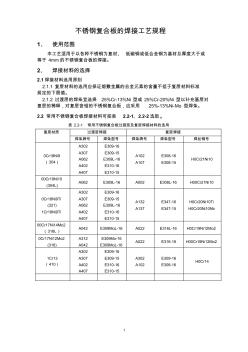
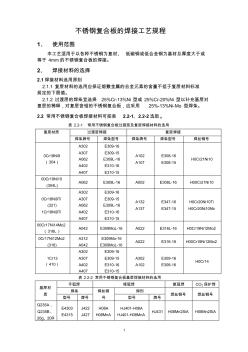
1 不锈钢复合板的焊接工艺规程 1、使用范围 本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总厚度大于或 等于4mm的不锈钢复合板的焊接。 2、焊接材料的选择 2.1焊接材料选用原则 2.1.1复层材料的选用应保证熔敷金属的合金元素的含量不低于复层材料标准 规定的下限值。 2.1.2过渡层的焊条宜选择25%cr-13%ni型或25%cr-20%ni型以补充基层对 复层的稀释,对复层含钼的不锈钢复合板,应采用25%-13%ni-mo型焊条。 2.2常用不锈钢复合板焊接材料可按表2.2-1、2.2-2选取。 表2.2-1常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质过渡层焊接复层焊接 焊条牌号焊条型号焊条牌号焊条型号焊丝钢号 0cr18ni9 (304) a302 a307 a062 a402 a407 e309-16
不锈钢复合板与16MnR钢冲击拉伸力学特性研究最新文档
不锈钢复合板的焊接工艺
格式:pdf
大小:196KB
页数:5P
4.7
1 不锈钢复合板的焊接工艺规程 1、使用范围 本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总厚度大于或 等于4mm的不锈钢复合板的焊接。 2、焊接材料的选择 2.1焊接材料选用原则 2.1.1复层材料的选用应保证熔敷金属的合金元素的含量不低于复层材料标准 规定的下限值。 2.1.2过渡层的焊条宜选择25%cr-13%ni型或25%cr-20%ni型以补充基层对 复层的稀释,对复层含钼的不锈钢复合板,应采用25%-13%ni-mo型焊条。 2.2常用不锈钢复合板焊接材料可按表2.2-1、2.2-2选取。 表2.2-1常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质过渡层焊接复层焊接 焊条牌号焊条型号焊条牌号焊条型号焊丝钢号 0cr18ni9 (304) a302 a307 a062 a402 a407 e309-16
不锈钢复合板水解塔的焊接 不锈钢复合板水解塔的焊接
格式:pdf
大小:390KB
页数:3P
4.6
根据不锈钢复合板的特性,分析了16mnr+316l不锈钢复合板的焊接性,对焊接工艺进行了评定试验,确定了焊接工艺,保证了设备的焊接质量,提高了焊接效率。
不锈钢复合板焊接裂纹的返修 不锈钢复合板焊接裂纹的返修
格式:pdf
大小:37KB
页数:1P
4.4
我厂在焊接复合板材质20r+00cr19ni14mo2(板14mm+3mm)压力容器时,因供货质量原因,在焊接时焊缝区及相邻母材100mm*100mm范围内出现了大量裂纹,有些裂纹是贯穿性的,针对这一缺陷制定了以下返修工艺。
不锈钢复合板焊接(全
格式:pdf
大小:170KB
页数:4P
4.3
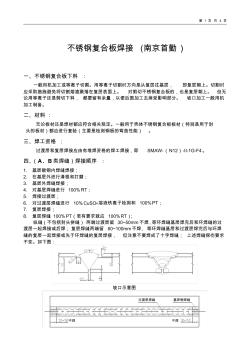
第1页共4页 不锈钢复合板焊接(南京首勤) 一、不锈钢复合板下料: 一般用机加工或等离子切割。用等离子切割时方向是从复层往基层,即复层朝上。切割时 应采取措施避免将切割熔渣溅落在复层表面上。对剪切不锈钢复合板的,也是复层朝上。但无 论用等离子还是剪切下料,都要留有余量,以便后面加工去掉受影响部分。坡口加工一般用机 加工制备。 二、材料: 无论板材还是焊材都应符合相关规定。一般用于壳体不锈钢复合板板材(特别是用于封 头的板材)都应进行复验(主要是检测钢板的弯曲性能)。 三、焊工资格: 过渡层和复层焊接应由有堆焊资格的焊工焊接,即smaw-(n12)-ii-1g-f4。 四、(a、b类焊缝)焊接顺序: 1.基层碳钢内焊缝焊接; 2.在基层外进行清根和打磨; 3.基层外焊缝焊接; 4.对基层焊缝进行100%rt; 5.焊接过渡层; 6.对过渡层焊

不锈钢复合板焊接(全)
格式:pdf
大小:170KB
页数:4P
4.5
第1页共4页 不锈钢复合板焊接(南京首勤) 一、不锈钢复合板下料: 一般用机加工或等离子切割。用等离子切割时方向是从复层往基层,即复层朝上。切割时 应采取措施避免将切割熔渣溅落在复层表面上。对剪切不锈钢复合板的,也是复层朝上。但无 论用等离子还是剪切下料,都要留有余量,以便后面加工去掉受影响部分。坡口加工一般用机 加工制备。 二、材料: 无论板材还是焊材都应符合相关规定。一般用于壳体不锈钢复合板板材(特别是用于封 头的板材)都应进行复验(主要是检测钢板的弯曲性能)。 三、焊工资格: 过渡层和复层焊接应由有堆焊资格的焊工焊接,即smaw-(n12)-ii-1g-f4。 四、(a、b类焊缝)焊接顺序: 1.基层碳钢内焊缝焊接; 2.在基层外进行清根和打磨; 3.基层外焊缝焊接; 4.对基层焊缝进行100%rt; 5.焊接过渡层; 6.对过渡层焊
爆破不锈钢复合板界面组织和性能分析及应用 爆破不锈钢复合板界面组织和性能分析及应用
格式:pdf
大小:1.2MB
页数:4P
4.4
研究了普碳钢和不锈钢爆破成型的工艺和组织、性能,结果表明,不锈钢复合板界面呈波纹原子状结合,形成约30μm宽的亚微米级的超细晶粒带,具有高的结合强度,热处理后界面存在碳的扩散,结合区爆破态的硬度高于热处理态。用此工艺生产的不锈钢复合板材料成本低,综合性能好。
不锈钢复合板槽的焊接工艺 不锈钢复合板槽的焊接工艺
格式:pdf
大小:182KB
页数:2P
4.3
分析了q235b+321不锈钢复合板的焊接性,对复合板进行了焊接工艺评定,确定了q235b+321不锈钢复合板的焊接工艺。施焊过程中通过严格执行工艺规范,既保证了焊接质量,又提高了焊接效率,满足设计要求。
不锈钢复合板生产技术综述 不锈钢复合板生产技术综述
格式:pdf
大小:656KB
页数:5P
4.4
阐述了目前不锈钢复合板的生产方法和制备技术,分析了各种方法的优缺点。在不锈钢复合板的生产和制备方法中,爆炸焊接热轧法和钎焊连接热轧法比较成熟,已得到普遍应用,但具有很大的局限性。反向凝固法和电磁连铸法具有很强优势,但工艺还不成熟,有待进一步深入研究。
助焊剂法领跑不锈钢复合板生产 助焊剂法领跑不锈钢复合板生产
格式:pdf
大小:66KB
页数:未知
4.7
眼下,资源供给矛盾日趋突出,镍价高企造成国内不绣钢生产原材料成本激增.在这种情况下,各种不锈钢复合板脱颖而出.其中,由北京盛荣鑫金科技发展有限公司发明生产的助焊剂法不锈钢复合板犹如一匹市场"黑马",在一夜间成为工程建设、石油化工等领域的"香饽饽".
不锈钢复合板与16MnR钢冲击拉伸力学特性研究相关
文辑推荐
知识推荐
百科推荐


职位:燃气工程总监工程师
擅长专业:土建 安装 装饰 市政 园林


