

不锈钢板料滚压形成型工艺及滚压线设计
格式:pdf
大小:76KB
页数:1P
人气 :68
 4.4
4.4
以圆形管及方形管材为例,分析零件的工艺性,介绍滚压成型工艺过程,强调在轧辊设计和制作中应注意的问题,设计由滚压、焊接、校圆、校直、自动切断等工艺流程组成的自动滚压生产线。



基于不锈钢板料冲压线自动化改造分析
伴随新时代政策的发展,现代科技的日新月异,这就使得金属板料冲压线自动化,也相应得到了很大程度的发展。本文首先介绍了金属板料冲压线自动化现在的发展形式。并在此基础上对这种技术发展前景的进行一些合理地分析。相对于以往的传统金属,不锈钢板料具有更加优良的性能。不锈钢具有耐腐蚀性,而且具有更高的硬度。在现在的生活和生产中得到了很广泛的应用。如果用不锈钢板料进行冲压线自动化的研究,那一定会提高不锈钢板料冲压线自动化技术的发展。
编辑推荐下载
 不锈钢板料拉深润滑新工艺
不锈钢板料拉深润滑新工艺 不锈钢板料拉深润滑新工艺
格式:pdf
大小:207KB
页数:3P
4.4
不锈钢板料拉深时,在毛坯表面涂覆丙烯酸清漆有效避免了毛坯和模具工作表面直接摩擦,解决了不锈钢拉深粘模、划伤工艺难题,拉深后零件表面光洁。将丙烯酸清漆用于不锈钢、高温合金、钛合金板料拉深成形,都获得了良好的效果。
基于水冷却的不锈钢板料激光热应力成形试验 基于水冷却的不锈钢板料激光热应力成形试验
格式:pdf
大小:667KB
页数:5P
4.3
通过改变激光束能量、光斑直径、扫描速度、扫描次数以及板材厚度对aisi304不锈钢板料进行弯曲试验,分析了在水冷却条件下各工艺参数对弯曲变形的影响,探讨了基于水冷却的板料热应力成形规律,并通过正交试验对相关工艺参数进行了优化。试验结果表明:0.6mm厚度的不锈钢板在线能量密度小于80j/mm时,工件不产生变形;在150~180j/mm范围内,热应力成形的效果最佳;扫描次数、光斑直径以及板材厚度对弯曲变形的影响较大。同时对水冷却条件下工件表面烧蚀及成形稳定性进行评估,提出了基于水冷却的板料激光热应力成形的新工艺,为精确控制板料激光热应力成形提供了试验基础。
不锈钢板料滚压形成型工艺及滚压线设计热门文档
不锈钢小异型材滚压模的探讨 不锈钢小异型材滚压模的探讨
格式:pdf
大小:454KB
页数:3P
4.7
用不锈钢带滚压小异型材,广泛应用于家俱、汽车、建筑等装饰领域,它具有光洁、耐腐蚀、强度高等特性,是理想的结构和装饰材料。我厂生产的不锈钢小异型材是用1cr18ni9和1cr13两种不锈钢材料滚压而成的。
解决不锈钢螺纹滚压常见缺陷 解决不锈钢螺纹滚压常见缺陷
格式:pdf
大小:72KB
页数:2P
4.8
滚压成形、生产效率高、螺纹精度高,是紧固件行业外螺纹加工最主要的工艺方法。由于不锈钢紧固件产品市场需求越来越大,且材料价格昂贵,加工难度大,所以探讨和分析不锈钢螺纹滚压过程产生各种缺陷的原因,并采取相应的解决办法或避免措施,对提高产品合格率,降低生产成本具有十分重要的意义。下面就滚压过程产生的缺陷特征,形成原因和解决办法进行分析。
不锈钢板 (2)
格式:pdf
大小:41KB
页数:4P
4.7
不锈钢板 不锈钢板一般是不锈钢板和耐酸钢板的总称。 不锈钢板是指耐大气、蒸汽和水等弱介质腐蚀的钢板,而耐酸钢板则是指耐酸、碱、盐等 化学浸蚀性介质腐蚀的钢板。 分类 不锈钢板自本世纪初问世,不锈钢板的发展为现代工业的发展和科技进步奠定了重要的物质 技术基础。不锈钢板钢板种很多,性能各异,它在发展过程中逐步形成了几大类。 分类如下: 1、按组织结构分为奥氏体不锈钢板、马氏不锈钢板(包括沉淀硬化不锈钢板)、铁素体不 锈钢板、和奥氏体加铁素体双相不锈钢板等四大类。 2、按钢板中的主要化学成分或钢板中的一些特征元素来分类,分为铬不锈钢板、铬镍不锈 钢板、铬镍钼不锈钢板以及低碳不锈钢板、高钼不锈钢板、高纯不锈钢板等。 3、按钢板的性能特点和用途分类,分为耐硝酸不锈钢板、耐硫酸不锈钢板、耐点蚀不锈钢 板、耐应力腐蚀不锈钢板、高强不锈钢板等
不锈钢板
格式:pdf
大小:29KB
页数:4P
4.5
不锈钢板表面光洁,有较高的塑性、韧性和机械强度,耐酸、碱性气体、溶液和其他介质的 腐蚀。它是一种不容易生锈的合金钢,但不是绝对不生锈。 不锈钢板按制法分热轧和冷轧的两种,包括厚度0.5-4毫米的薄板和4.5-35毫米的厚板。 按钢种的组织特征分为5类:奥氏体型、奥氏体-铁素体型、铁素体型、马氏体型、沉淀硬 化型。 要求能承受草酸、硫酸-硫酸铁、硝酸、硝酸-氢氟酸、硫酸-硫酸铜、磷酸、甲酸、乙酸等各 种酸的腐蚀,广泛用于化工、食品、医药、造纸、石油、原子能等工业,以及建筑、厨具、 餐具、车辆、家用电器各类零部件。 为了保证各类不锈钢板的屈服强度、抗拉强度、伸长率和硬度等力学性能符合要求,钢板交 货前必须经过退火、固溶处理、时效处理等热处理。不锈钢的耐腐蚀性主要取决于它 的合金成分(铬、镍、钛、硅、铝等)和内部的组织结构,起主要作用的是铬元素。铬具有 很高的化学稳定
冷轧不锈钢板和热轧不锈钢板
格式:pdf
大小:10KB
页数:2P
4.4
冷轧不锈钢板和热轧不锈钢板 文章来源:钢铁e站通http://www.***.***/dict/detail.php?id=444 热轧不锈钢板优点:可以破坏钢锭的铸造组织,细化钢材的晶粒,并消除显微组织的缺 陷,从而使钢材组织密实,力学性能得到改善。这种改善主要体现在沿轧制方向上, 从而使钢材在一定程度上不再是各向同性体;浇注时形成的气泡、裂纹和疏松,也可 在高温和压力作用下被焊合。 缺点:1.经过热轧之后,钢材内部的非金属夹杂物(主要是硫化物和氧化物,还有 硅酸盐)被压成薄片,出现分层(夹层)现象。分层使钢材沿厚度方向受拉的性能大 大恶化,并且有可能在焊缝收缩时出现层间撕裂。焊缝收缩诱发的局部应变时常达到 屈服点应变的数倍,比荷载引起的应变大得多;2.不均匀冷却造成的残余应力。残余 应力是在没有外力作用下内部自相平衡的应力,各种截面的热轧型钢都有这类残余应 力,一般型
不锈钢板料滚压形成型工艺及滚压线设计精华文档
不锈钢盒型件拉伸成型工艺
格式:pdf
大小:9KB
页数:1P
4.3
不锈钢盒型件拉伸成型工艺 摘要:xf310w不锈钢托盘材料为1cr18ni9ti,料厚0.5mm。长456mm, 宽387mm,深100mm。经计算:h/b=100/456=0.219r/b=50/456=0.110r/(b-h) =50/(456-100)=0.140根据以上结果该拉伸一般为二次拉伸,但该件接近于两 次拉伸与一次拉伸边缘,为节省模具费用,决定适当调整各参数一次拉伸成型。 该工件拉伸模为翻拉伸,带气垫及橡皮压边装置,拉伸时在盒底转角r处出现 破裂和四角出现起皱。针对以上缺陷进行工艺分析和改进,并得到彻底解决。 关键词:不锈钢;盒型件;拉伸;破裂;起皱 1.产品图纸及拉伸过程中出现的缺陷 1.1拉伸件(见图1) 1.2拉伸件缺陷示意图(见图2) 2.工艺分析 2.1盒底转角r处出现破裂原因分析 (1)展开坯料过大,使突缘四角变形程度增加,所需

不锈钢板焊接工艺
格式:pdf
大小:220KB
页数:8P
4.4
1 不锈钢板焊接工艺 1、使用范围 本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总 厚度大于或等于4mm的不锈钢复合板的焊接。 2、焊接材料的选择 2.1焊接材料选用原则 1)复层材料的选用应保证熔敷金属的合金元素的含量不低于复层 材料标准规定的下限值。 2)过渡层的焊条宜选择25%cr-13%ni型或25%cr-20%ni型以补 充基层对复层的稀释,对复层含钼的不锈钢复合板,应采用 25%-13%ni-mo型焊条。 2.2常用不锈钢复合板焊接材料可按下表选取。 表—1常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质过渡层焊接复层焊接 焊条 牌号 焊条型号焊条 牌号 焊条型号焊丝钢号 0cr18ni9 a302 a307 a062 a402 a407 e309-16 e309-15 e309l-16 e310-16 e31
不锈钢城轨车辆冲压成型工艺
格式:pdf
大小:767KB
页数:3P
4.3
本文对轨道交通行业几种不同的不锈钢成型技术从原理、优缺点及解决方法几方面进行了介绍,对如何提高不锈钢成型质量提出了建议。

不锈钢板焊接工艺
格式:pdf
大小:145KB
页数:5P
4.5
百度文库 1 s0907007a51 sh07hll-122-gy-02 -1- 1.概述 “中化7”轮的货舱3舱和5舱左旁纵壁底部分别开有一个工艺孔,现需要恢复。本工 艺主要针对该处板材的焊接而制定。 2.焊接材料与焊前准备 焊接材料 该纵壁板厚为13.5mm,材质为316l+a级钢板的复合不锈钢板,新加的补板材质为 316l。根据板材材质,选用e309-16和e316l焊条。 焊前准备 (1)由于工艺孔的边缘是气割而来的,熔渣较多,所以焊前必须先将板边缘的熔渣 打磨干净,并开出坡口。坡口应采用机加工或磨削的方法,从复层(不锈钢)往基层方向, 坡口表面要求平整光洁无溅渣,打磨基层用的打磨片不得使用于复层。 (2)焊前需用机械方法或有机溶剂清除焊丝表面和焊接坡口两侧至少各30mm范围内 的油污、金属屑、氧化膜及其它污物。多层多道焊时,必须清除前道焊缝表面
不锈钢板料滚压形成型工艺及滚压线设计最新文档
奥氏体不锈钢后卡套滚压强化试验研究 奥氏体不锈钢后卡套滚压强化试验研究
格式:pdf
大小:103KB
页数:4P
4.5
根据双卡套的密封机理对前后卡套性能要求的差异,分别对316及1cr18ni9ti两种奥氏体不锈钢材料制成的后卡套锥面部分进行了滚压工艺的试验研究,分析了结果及其影响因素,并从双卡套密封件形成合理面密封的角度,提出了对前后卡套材料性能进行有效控制的措施。
不锈钢板报价-不锈钢板今日报价-不锈钢板最新报价-不锈钢板知识-不锈钢板价格-304不锈钢板规格表
格式:pdf
大小:41KB
页数:7P
4.5
天津鲁豪钢铁贸易有限公司 专业生产316不锈钢板、304不锈钢板、316l不锈钢板、304不锈钢板、304l不锈钢板、 310s不锈钢板、不锈钢冷轧板、热轧板、工业板、不锈钢平板等。(www.***.***) 不锈钢板-分类及用途 按制法分热轧不锈钢板和冷轧不锈钢板的两种,包括厚度0.5-4毫米的不锈钢薄板和 4.5-35毫米的不锈钢厚板。 按钢种的组织特征分为5类:奥氏体型、奥氏体-铁素体型、铁素体型、马氏体型、沉 淀硬化型。(www.***.***) 要求能承受草酸、硫酸-硫酸铁、硝酸、硝酸-氢氟酸、硫酸-硫酸铜、磷酸、甲酸、乙 酸等各种酸的腐蚀,广泛用于化工、食品、医药、造纸、石油、原子能等工业,以及广告、 标识、建筑、厨具、餐具、车辆、家用电器各类零部件。 为了保证各类不锈钢板的屈服强度、抗拉强度、伸长
不锈钢板进料检验标准
格式:pdf
大小:35KB
页数:2P
4.7
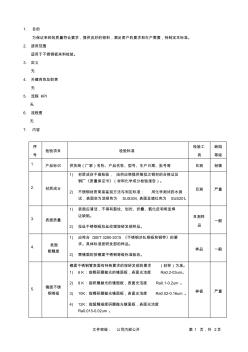
文件密级:公司内部公开第1页,共2页 1.目的 为保证来料的质量符合要求,提供良好的物料,满足客户的要求和生产需要,特制定本标准。 2.适用范围 适用于不锈钢板来料检验。 3.定义 无 4.关键角色及职责 无 5.流程kpi 无 6.流程图 无 7.内容 序 号 检验项目检验标准 检验工 具 缺陷 等级 1.产品标识供货商(厂家)名称、产品名称、型号、生产日期、批号等目测轻微 2.材质成分 1)材质成份不做检验,由供应商提供每批次钢材的合格证及 钢厂《质量保证书》(材料化学成分检验报告)。 2)不锈钢材质简易鉴别方法与判定标准:用化学测试药水测 试,表面变为淡绿色为sus304,表面呈暗红色为sus201。 目测严重 3.表面质量 1)表面应清洁,不得有裂纹、划伤、折叠、氧化皮和明显焊 边缺陷。 2)拉丝不锈钢板拉丝纹理按研发部
不锈钢板来料检验标准
格式:pdf
大小:30KB
页数:2P
4.6
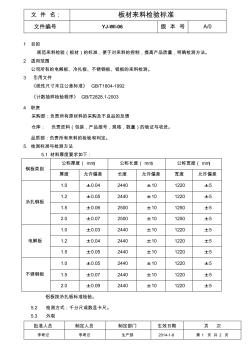
文件名:板材来料检验标准 文件编号yj-wi-06版本号a/0 批准人员制定人员制定部门生效日期页次 李考记李考记生产部2014-1-8第1页共2页 1目的 规范来料检验(板材)的标准,便于对来料的控制,提高产品质量,明确检测方法。 2适用范围 公司所有的电解板、冷扎板、不锈钢板、铝板的来料检测。 3引用文件 《线性尺寸未注公差标准》gb/t1804-1992 《计数抽样检验程序》gb/t2828.1-2003 4职责 采购部:负责所有原材料的采购及不良品的反馈 仓库:负责进料(包装,产品型号,规格,数量)的验证与收货。 品质部:负责所有来料的检验和判定。 5.检测标准与检测方法 5.1材料厚度要求如下: 钢板类别 公称厚度(mm)公称长度(mm)公称宽度(mm) 厚度允许偏差长度允许偏差宽度允
不锈钢梯形螺杆的滚压 不锈钢梯形螺杆的滚压
格式:pdf
大小:96KB
页数:未知
4.8
梯形螺杆通常是用切削工艺方法进行加工的,但是对于不锈钢梯形螺杆的车削加工,由于这种材料车削加工存在着韧性大、切削力大、导热性差、易变形,易粘接等很多不利因素,给车削带来不便。针对上述原因,我们采用外滚压的方法,对dtr10~dtr16规格范围之内梯形螺纹进行滚压加工,取得了满意的工艺。保证了产品质量,提高了工作效率。
预应力工程中波纹管波形的滚压成型工艺分析 预应力工程中波纹管波形的滚压成型工艺分析
格式:pdf
大小:366KB
页数:未知
4.7
波纹管波纹的成型大都采用结构复杂、成本高的设备成型方式。本文提出了成型效率高、设备简单、成本低的另一种波纹管波形加工方法———滚压成型
不锈钢板检验标准优质资料
格式:pdf
大小:29KB
页数:2P
4.7
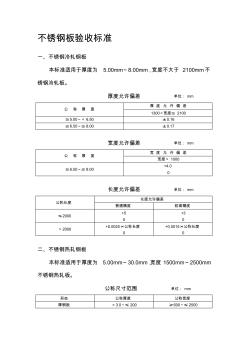
不锈钢板验收标准 一、不锈钢冷轧钢板 本标准适用于厚度为5.00mm~8.00mm,宽度不大于2100mm不 锈钢冷轧板。 厚度允许偏差单位:mm 公称厚度 厚度允许偏差 1300<宽度≤2100 ≥5.00~<6.50±0.16 ≥6.50~≤8.00±0.17 宽度允许偏差单位:mm 公称厚度 宽度允许偏差 宽度>1000 ≥6.50~≤8.00 +4.0 0 长度允许偏差单位:mm 公称长度 长度允许偏差 普通精度较高精度 ≤2000 +5 0 +3 0 >2000+0.0025×公称长度 0 +0.0015×公称长度 0 二、不锈钢热轧钢板 本标准适用于厚度为5.00mm~30.0mm,宽度1500mm~2500mm 不锈钢热轧板。 公称尺寸范围单位:mm 形态公称厚度公称宽度

不锈钢板的常识及理论知识
格式:pdf
大小:20KB
页数:2P
4.6
304不锈钢板的常识及理论知识。 0gr18ni9(sus304型)304不锈钢板常识、304不锈钢板价格计算 各国牌号 中国:s304080gr18ni9(gb/t1220—92) 美国:304(s30400)(astma959—00a) 日本:sus304(jisg4303—1998) 0gr18ni9(sus304不锈钢板)有较好的抗晶间腐蚀性能、优良的耐蚀性及冷加工冲 压性能。对氧化性酸 (如硝酸)有很强的抗腐蚀性能,对碱溶液及大部分有机酸和无机酸也有一定的抗腐 蚀性能。 (1)用途0gr18ni9(sus304不锈钢板)是用量最大、范围最广的不锈钢牌号,其 产量约占不锈钢产量的30%以上,用 于制造深冲成型零件、输酸管道、贮罐和贮酸容器等,也可用作铬镍不锈钢和铬不锈 钢焊条总材、非磁性部件和 低温环境下的部件及输酸管道、容器等
不锈钢板简介及特性说明
格式:pdf
大小:15KB
页数:2P
4.3
本资料由炎盛不锈钢有限公司整理 1 不锈钢板简介及特性说明 一、不锈钢板简介 不锈钢板按制法分热轧和冷轧的两种,包括厚度0.02-4毫米的薄冷板和4.5-50毫米的 中厚板。 按钢种的组织特征分为5类:奥氏体型、奥氏体-铁素体型、铁素体型、马氏体 型、沉淀硬化型。 要求能承受草酸、硫酸-硫酸铁、硝酸、硝酸-氢氟酸、硫酸-硫酸铜、磷酸、甲 酸、乙酸等各种酸的腐蚀,广泛用于化工、食品、医药、造纸、石油、原子能等工 业,以及建筑、厨具、餐具、车辆、家用电器各类零部件。 为了保证各类不锈钢板的屈服强度、抗拉强度、伸长率和硬度等力学性能符合要 求,钢板交货前必须经过退火、固溶处理、时效处理等热处理。 1.按按厚度分类: 薄板(0.2mm-4mm)(2)中板(4mm-20mm)(3)厚板(20mm-60mm)(4)特厚 板(60-115mm) 2.按生产方法分类
不锈钢板料滚压形成型工艺及滚压线设计相关
文辑推荐
知识推荐
百科推荐


职位:副总建筑师
擅长专业:土建 安装 装饰 市政 园林


