




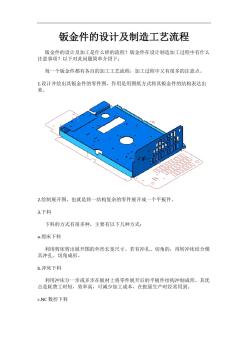
钣金件加工工艺
常见钣金件加工的工艺流程 一、材料的选用。 钣金加一般用到的材料有冷轧板(spcc)、热轧板(shcc)、镀锌板(secc、sgcc), 铜(cu)黄铜、紫铜、铍铜,铝板(6061、6063、硬铝等),铝型材,不锈钢(镜面、拉丝 面、雾面),根据产品作用不同。 选用材料不同,一般需从产品其用途及成本上来考虑。 1.冷轧板spcc。 主要用电镀和烤漆件。 成本低,易成型,材料厚度≤3.2mm。 2.热轧板shcc。 材料t≥3.0mm,也是用电镀,烤漆件,成本低,但难成型,主要用平板件。 3.镀锌板secc、sgcc。secc电解板分n料、p料。 n料主要不作表面处理。 成本高,p料用于喷涂件。 4.铜;主要用导电作用料件,其表面处理是镀镍、镀铬,或不作处理,成本高。 5.铝板;一般用表面铬酸盐(j11-a),氧化(导电氧化,化学氧化),成本高,有镀银
一般钣金件加工检验作业指导书
一般钣金件加工检验 作业指导书 文件编号:b0/p32/w02-gy007 文件版本:b1 生效日期:2015.1.14 页数:1/4 批准审核编制 更新记录 版本号文件名称修订时间编写人/修订人 bo一般钣金件加工检验作业指导书2015-1-13蒋强 一般钣金件加工检验 作业指导书 文件编号:b0/p32/w02-gy007 文件版本:b1 生效日期:2015.1.14 页数:2/4 一般钣金件加工检验作业指导书 1.0适用范围 仅适用于通用钣金加工件的检验 2.0检验方法: 按照“gb2828”的规定进行抽样检验 3.0检验依据 技术图纸 4.0检验内容 序号项目方法设备、仪器仪表判定基准 1外观 检验零件的表面质量是否 符合技术图纸的要求 目测技术图纸 2焊接质量 检验零件的焊接质量是否 符合技术图纸的要求 5m
编辑推荐下载
对车架钣金件加工生产的技术改造
格式:pdf
大小:128KB
页数:3P
 4.7
4.7
我公司现有的车架钣金件生产技术较为落后.结合生产经验,阐述了一种对钣金件加工生产的技术改造,不仅可以提高生产率,还降低了生产废气的排放.每年还可以降低钢材废料,在社会经济效益上彰显了强大的生命力.
 空调用钣金件螺母铆接生产加工工艺
空调用钣金件螺母铆接生产加工工艺 空调用钣金件螺母铆接生产加工工艺
格式:pdf
大小:883KB
页数:2P
4.3
空调行业的螺母铆接加工方式主要有铆枪铆接、模具压铆、专机铆接、模内级进模铆接.其中,铆枪铆接及模具压铆存在生产效率低下,劳动强度大和铆接质量稳定性一致性差等缺点,而铆接专机铆接能够解放人工,减少员工的劳动强度;随着自动化技术的不断提升,二次加工直接与过程件加工合并,把铆接工序直接引入至模具中,实现模内铆接在级进模上的应用,大幅度降低劳动强度和提高铆接质量.
钣金件加工工艺热门文档

钣金件检测程序
格式:pdf
大小:9KB
页数:3P
4.3
date=2003-10-9time=13:11:44 partname:biyadi revnumber: sernumber: statscount:1 启动=alignment/start,recall:,list=yes alignment/end mode/manual prehit/2 retract/2 check/2,1 scanspeed/15 loadprobe/q tip/t1a0b0,shankijk=0,0,1,angle=0 format/text,options,headings,symbols,;nom,meas,tol,dev,outtol,, 点1=auto/vectorpoint,showallparams=yes theo/2657.3,-586.3,795.4,0
钣金件检验指导书
格式:pdf
大小:6KB
页数:3P
4.4
检验作业指导书 1.目的:为了规范检验员的检验作业程序,特制定本规范。 2.范围:检验员对自制产品、外协外包件、入库原材料的检验均适 用本作业指导书 3.检验步骤: 3.1对照图纸要求之版本,是否与实物一致。 3.2清点图纸要求之数量,是否与实际相符 3.3识别图纸要求之材料,是否与实物相符。 3.4审查技术说明。留意不同类型的热处理、光洁度等对加工的要 求。 3.5审核图纸的尺寸、形位公差、外观要求、光洁度等,决定检查 方法,合理选用量具,保证检测质量。 3.6按次序对工件进行检验,检完一个尺寸,作一个记号,不能漏 检。 3.7检出不良品,检验员记录并报技质部确认是否返修,报废或让 步接收。 3.8检验完毕签署检验记录,工件按要求进行标识。 3.9入库/出货。 4.注意事项: 4.1审图时注意图纸是否模糊不清、是否漏盖工艺章。 4.2图纸数量理论上只许多不能
钣金件和塑胶件设计工艺准则
格式:pdf
大小:1.1MB
页数:20P
4.4
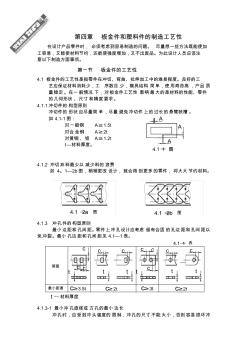
a a a 4.11图 4.12a图 最小距离 简图 c cct cc tt cc ct cc tt ≥3.5tc≥2tc≥3tc≥2tc 材料厚度 4.11表 t 第四章板金件和塑料件的制造工艺性 在设计产品零件时,必须考虑到容易制造的问题。尽量想一些方法既能使加 工容易,又能使材料节约,还能使强度增加,又不出废品。为此设计人员应该注 意以下制造方面事项。 第一节板金件的工艺性 4.1板金件的工艺性是指零件在冲切、弯曲、拉伸加工中的难易程度。良好的工 艺应保证材料消耗少,工序数目少,模具结构简单,使用寿命高,产品质 量稳定。在一般情况下,对板金件工艺性影响最大的是材料的性能、零件 的几何形状、尺寸和精度要求。 4.1.1冲切件的构型原则 冲切件的形状应尽量简单,尽量避免冲切件上的过长的悬臂狭槽。 如4.1-1图: 对一般钢a≥1.5t
浅析碳钢钣金件喷涂工艺
格式:pdf
大小:98KB
页数:4P
4.5
随着社会的发展,电梯的使用越来越普遍,主要有客梯、货梯、观光梯等梯型,各种类的电梯依据客户需求的不同, 电梯的轿厢设计也不一样。轿厢作为电梯运载乘客的部件,轿厢设计和装饰要提供舒适和美观的乘坐环境。轿厢壁板 用碳钢板材进行生产,可以满足塑性和强度加工要求、降低材料成本,而且按标准颜色色卡喷涂,可以起到良好的美 观装饰作用,满足客户要求的个性化和多元化的设计理念。 轿厢壁板喷涂特殊性 轿厢是距离乘客最近的部分,轿厢壁板的装饰面光泽度要柔和,平整光滑看起来要舒适,提高电梯空间心理舒适度, 给使用者留下好的设计印象;同时装饰面也要耐水、耐磨和耐脏,防止使用者触摸和磕碰轿厢装饰面留下痕迹和手印, 半光漆膜光泽度柔和、匀薄、平整光滑、耐温、耐水、耐磨、耐脏,轿厢壁板喷涂半光漆膜能够满足要求。 电器件则不同,外壳喷涂高光漆膜,工艺要求比较高,在视觉效果上,给人一种饱满鲜艳、丰满度高的色彩体验,使 用者

钣金件结构设计工艺手册
格式:pdf
大小:3.5MB
页数:75P
4.7
钣金件结构设计工艺手册 目录 1第一章钣金零件设计工艺1 1.1钣金材料的选材1 1.1.1钣金材料的选材原则1 1.1.2几种常用的板材1 1.1.3材料对钣金加工工艺的影响3 1.2冲孔和落料:5 1.2.1冲孔和落料的常用方式5 1.2.2冲孔落料的工艺性设计9 1.3钣金件的折弯13 1.3.1模具折弯:13 1.3.2折弯机折弯14 1.4钣金件上的螺母、螺钉的结构形式26 1.4.1铆接螺母26 1.4.2凸焊螺母29 1.4.3翻孔攻丝30 1.4.4涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较31 1.5钣金拉伸32 1.5.1常见拉伸的形式和设计注意事项32 1.5.2打凸的工艺尺寸33 1.5.3局部沉凹与压线33 1.5.4加强筋34 1.6
钣金件加工工艺精华文档
钣金加工工艺
格式:pdf
大小:508KB
页数:16P
4.3
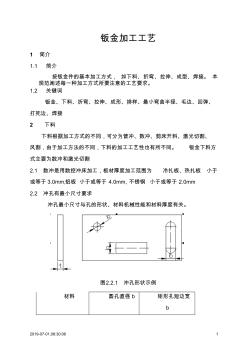
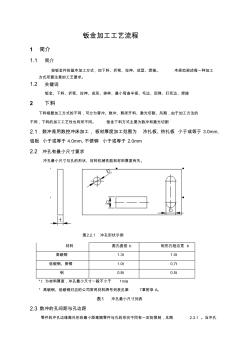
2019-07-01,08:30:061 钣金加工工艺 1简介 1.1简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。本 规范阐述每一种加工方式所要注意的工艺要求。 1.2关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、 打死边、焊接 2下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、 风割,由于加工方法的不同,下料的加工工艺性也有所不同。钣金下料方 式主要为数冲和激光切割 2.1数冲是用数控冲床加工,板材厚度加工范围为冷扎板、热扎板小于 或等于3.0mm,铝板小于或等于4.0mm,不锈钢小于或等于2.0mm 2.2冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1冲孔形状示例 材料圆孔直径b矩形孔短边宽 b 2019-07-01,08:30:062
钣金件-压铸件-挤压件-塑胶件结构工艺设计知识
格式:pdf
大小:2.4MB
页数:84P
4.5
结构设计工艺手册 前言 公司现有零件中,不仅在打样过程中经常会有一些加工工艺性的问题,也有很多归档转 产的零件存在加工困难的情况,不仅影响生产进度和交货,也影响结构件的质量。如钣金零 件的折弯,经常会发生折弯碰刀的情况;落料的外圆角、半圆凸台、异型孔的规格太多,以 及一些不合理的形状设计,导致加工厂要多开很多不必要的落料模,大大增加模具的加工和 管理成本;插箱的钣金导轨、拉伸凸台等设计,品种越来越多,需要统一、规范;喷漆和丝 印,也经常出现喷涂选择不合理导致废品率较高、无法丝印等问题;有些钣金零件的点焊完 全可以适当增加定位,不增加成本也不影响美观,实际上大部分设计是靠生产的工装定位, 不仅麻烦、效率低,精度也不好;很多可以避免焊接的钣金零件,往往设计成角焊的结构形 式,焊接和打磨都非常麻烦,不仅效率较低,而且外观质量也经常得不到保证,等等。长期 以来,这些相同
 飞机铝合金大型钣金件精确成形研究
飞机铝合金大型钣金件精确成形研究 飞机铝合金大型钣金件精确成形研究
格式:pdf
大小:1.3MB
页数:4P
4.4
飞机铝合金大型钣金件成形尺寸大,刚性差,制造难度大。通过对零件结构及装配要求的分析,提出了增大四周拐角角度,减少补加条带长度的改进意见,优化了零件的外形结构。借助双动拉深的优越性,采用了双动拉深的成形方法,确定出合理的制造流程和一套防止零件热处理产生变形的措施,提高了零件的成形准确度。利用有限元数值模拟、理论计算并结合实际试验,优化了展开毛坯的外形尺寸,确定出合理的工装结构以及压边力的最佳数值,达到零件精确成形的要求。
钣金件加工工艺最新文档
结构设计工艺手册(钣金件结构工艺设计)
格式:pdf
大小:2.5MB
页数:85P
4.4
结构设计工艺手册 前言 公司现有零件中,不仅在打样过程中经常会有一些加工工艺性的问题,也有很多归档转 产的零件存在加工困难的情况,不仅影响生产进度和交货,也影响结构件的质量。如钣金零 件的折弯,经常会发生折弯碰刀的情况;落料的外圆角、半圆凸台、异型孔的规格太多,以 及一些不合理的形状设计,导致加工厂要多开很多不必要的落料模,大大增加模具的加工和 管理成本;插箱的钣金导轨、拉伸凸台等设计,品种越来越多,需要统一、规范;喷漆和丝 印,也经常出现喷涂选择不合理导致废品率较高、无法丝印等问题;有些钣金零件的点焊完 全可以适当增加定位,不增加成本也不影响美观,实际上大部分设计是靠生产的工装定位, 不仅麻烦、效率低,精度也不好;很多可以避免焊接的钣金零件,往往设计成角焊的结构形 式,焊接和打磨都非常麻烦,不仅效率较低,而且外观质量也经常得不到保证,等等。长期 以来,这些相同的
结构设计工艺手册钣金件结构工艺设计) (2)
格式:pdf
大小:1.0MB
页数:89P
4.4
结构设计工艺手册 前言 公司现有零件中,不仅在打样过程中经常会有一些加工工艺性的问题, 也有很多归档转产的零件存在加工困难的情况,不仅影响生产进度和交货, 也影响结构件的质量。如钣金零件的折弯,经常会发生折弯碰刀的情况;落 料的外圆角、半圆凸台、异型孔的规格太多,以及一些不合理的形状设计, 导致加工厂要多开很多不必要的落料模,大大增加模具的加工和管理成本; 插箱的钣金导轨、拉伸凸台等设计,品种越来越多,需要统一、规范;喷漆 和丝印,也经常出现喷涂选择不合理导致废品率较高、无法丝印等问题;有 些钣金零件的点焊完全可以适当增加定位,不增加成本也不影响美观,实际 上大部分设计是靠生产的工装定位,不仅麻烦、效率低,精度也不好;很多 可以避免焊接的钣金零件,往往设计成角焊的结构形式,焊接和打磨都非常 麻烦,不仅效率较低,而且外观质量也经常得不到保证,等等。长期以来, 这些相同的
钣金加工工艺规范通则
格式:pdf
大小:21KB
页数:5P
4.5
钣金加工工艺规范通则 1、制件总体质量要求: 制件材质:符合图纸要求;材料厚度公差在+/-0.1mm以内。 制件表面:无明显划伤,表面处理符合图纸要求,对于不锈钢拉丝面, 纹理方向正确;表面无凹坑、麻点及其它质量缺陷,色泽均匀;折弯缝隙 小、均匀,沿折弯线方向无明显的折弯痕迹。焊缝均匀、光滑、无焊接残 色;边缘光滑无毛刺;锐角倒钝;表面无锈斑;对于管材制件(矩管、方 管与圆管),断口规则,内外均不能有毛刺,去毛刺时不能把断口截面打磨 出坡口。 制件尺寸:关键尺寸及角度严格在图纸公差范围以内,非关键性尺寸与 角度参考未注公差。 制件包装:总体要求为经济、安全、可靠、防潮、易于装卸;保证无论 是海运还是空运过程中不出现制件之间磕碰与摩擦,从而引发制件出现任何 质量问题。原则上不鼓励采用实木包装,除非客户特殊要求。包装外标识清 晰、内容齐全、美观、符合客户需求。 2、工艺
结构设计工艺手册钣金件结构工艺设计)
格式:pdf
大小:1.0MB
页数:89P
4.7
结构设计工艺手册 前言 公司现有零件中,不仅在打样过程中经常会有一些加工工艺性的问题, 也有很多归档转产的零件存在加工困难的情况,不仅影响生产进度和交货, 也影响结构件的质量。如钣金零件的折弯,经常会发生折弯碰刀的情况;落 料的外圆角、半圆凸台、异型孔的规格太多,以及一些不合理的形状设计, 导致加工厂要多开很多不必要的落料模,大大增加模具的加工和管理成本; 插箱的钣金导轨、拉伸凸台等设计,品种越来越多,需要统一、规范;喷漆 和丝印,也经常出现喷涂选择不合理导致废品率较高、无法丝印等问题;有 些钣金零件的点焊完全可以适当增加定位,不增加成本也不影响美观,实际 上大部分设计是靠生产的工装定位,不仅麻烦、效率低,精度也不好;很多 可以避免焊接的钣金零件,往往设计成角焊的结构形式,焊接和打磨都非常 麻烦,不仅效率较低,而且外观质量也经常得不到保证,等等。长期以来, 这些相同的

钣金加工工艺标准
格式:pdf
大小:176KB
页数:10P
4.6
钣金加工工艺标准 1.范围 本标准规定了钣金加工工序过程中的材料;数控剪板加工;数控冲床加工;数控折弯加工;焊接; 喷涂;包装、标识、运输、贮存。本标准适用于在公司设计、生产的所有钣金产品的加工工艺。 2.规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 gb/t708-2006冷轧钢板和钢带的尺寸、外形、重量及允许偏差 jb/t6753.1-1993电工设备的设备构件公差钣金件和结构的一般公差及其选用规则 gb/t3280-2007不锈钢冷轧钢板和钢带 gb/t2518-2008连续热镀锌薄钢板和钢带 gb/t15055-
![钣金加工工艺介绍[1]](https://files.zjtcn.com/group1/M00/6C/B8/CgoBZ2A6hvyAGtzJAAAsTYxwr7g245.jpg)
钣金加工工艺介绍[1]
格式:pdf
大小:471KB
页数:13P
4.4
2013-04-17,14:18:111 钣金加工工艺介绍 1简介 1.1简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。本规范阐述每一种 加工方式所要注意的工艺要求。 1.2关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边、焊接 2下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工方法的 不同,下料的加工工艺性也有所不同。钣金下料方式主要为数冲和激光切割 2.1数冲是用数控冲床加工,板材厚度加工范围为冷扎板、热扎板小于或等于3.0mm, 铝板小于或等于4.0mm,不锈钢小于或等于2.0mm 2.2冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1冲孔形状示例 材料圆孔直径b矩形孔短边宽b 高碳钢1.3t1.0t 低碳钢、黄铜
钣金加工工艺流程
格式:pdf
大小:404KB
页数:13P
4.8
钣金加工工艺流程 1简介 1.1简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。本规范阐述每一种加工 方式所要注意的工艺要求。 1.2关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边、焊接 2下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工方法的 不同,下料的加工工艺性也有所不同。钣金下料方式主要为数冲和激光切割 2.1数冲是用数控冲床加工,板材厚度加工范围为冷扎板、热扎板小于或等于3.0mm, 铝板小于或等于4.0mm,不锈钢小于或等于2.0mm 2.2冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1冲孔形状示例 材料圆孔直径b矩形孔短边宽b 高碳钢1.3t1.0t 低碳钢、黄铜1.0t0.7t 铝0.8t0.5t
![[实用参考]钣金加工工艺介绍](https://files.zjtcn.com/group1/M00/2F/CC/CgoBZ2Acym6AYEPiAAAU5KyPjhU855.jpg)
钣金件加工工艺相关
文辑推荐
知识推荐
百科推荐


职位:高级暖通空调工程师
擅长专业:土建 安装 装饰 市政 园林


