




编辑推荐下载

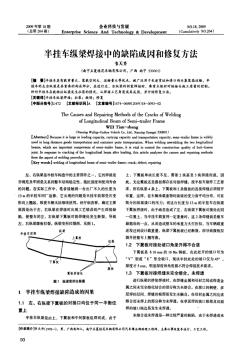
半挂车纵梁焊接中的缺陷成因和修复方法
格式:pdf
大小:721KB
页数:3P
 4.3
4.3
半挂车纵梁焊接中的缺陷成因和修复方法 作者:韦天升,weitian-sheng 作者单位:南宁五菱桂花车辆有限公司,广西,南宁,530001 刊名:企业科技与发展 英文刊名:enterprisescienceandtechnology&development 年,卷(期):2009,""(18) 被引用次数:0次 参考文献(1条) 1.刘云龙焊工(高级)2007 本文链接:http://d.g.wanfangdata.com.cn/periodical_zxqykj200918034.aspx 授权使用:沈阳工程学院(sygcxy),授权号:1c97e0b1-3510-4aef-afd1-9dfd00aa2b95 下载时间:2010年9月26日
半挂车底架总成焊接翻转工装热门文档

C型不锈钢地铁车底架端部的焊接制造工艺
格式:pdf
大小:1.4MB
页数:4P
4.5
主要介绍了c型不锈钢地铁车底架端部组焊的工艺制造方案及工艺验证,分析设计结构通过控制单件公差、提高工装精度,预置焊接反变形、调修等工艺方法保证端底架平度及各尺寸要求,并摸索规律以推广到其他项目,为c型车平台提供宝贵的经验。

半挂车出厂检验单
格式:pdf
大小:25KB
页数:1P
4.3
湖北合力专用汽车制造有限公司 半挂车出厂检验单qc/jl-7.5-02 序 号 检验项目技术(标准)要求检验结果 单项 评定 1 外观质量及 标识 1、标识:商标、标牌齐全,并有识别代码。反光标识应有3c标识,粘贴符合 技术要求。 2、焊接质量:焊接件焊缝平整均匀,不允许有裂纹、焊穿、脱焊、漏焊、夹 渣、气孔等缺陷。 3、油漆质量:漆膜厚度均匀、附着力强、光滑平整、色泽一致、无杂漆、起 泡、漏漆、流挂、桔皮、破裂等缺陷。 4、喷字样、图案应醒目,字体工整,表面清洁,无污点,杂漆等缺陷。 5、各处润滑油油嘴齐全,有效,并按设计规定加注润滑脂。 6、气管路应排列整齐,固定可靠。 1.标牌、代码齐全,色带 有标识,粘贴符合要 求。2.焊缝光滑平整,表面 焊接缺陷。3.漆膜光滑均 匀,色泽一致缺陷。 4.字样图案醒目工整,表面 。5.油嘴装配齐全 加注润滑脂。 6.气管路布置合理,
半挂车底架总成焊接翻转工装精华文档
 半挂车悬架前支架的有限元分析
半挂车悬架前支架的有限元分析 半挂车悬架前支架的有限元分析
格式:pdf
大小:243KB
页数:3P
4.7
应用三维软件catia建立了半挂车悬架前支架的有限元模型,对前支架的刚度和强度特性进行了仿真模拟,获得了前支架的应力应变分布情况;在此基础上对前支架做了电测实验;找到了前支架应力集中的部位,最后提出了结构改进措施。
半挂车悬架前支架的模态分析 半挂车悬架前支架的模态分析
格式:pdf
大小:484KB
页数:3P
4.4
应用三维软件catia建立了半挂车悬架前支架的有限元模型,对前支架的刚度和强度特性进行了仿真模拟,获得了前支架的应力应变分布情况;找到了前支架应力集中的部位,在此基础上求得了前支架的固有振动特性。
半挂车设计灯具安装要求(一)
格式:pdf
大小:7KB
页数:2P
4.7
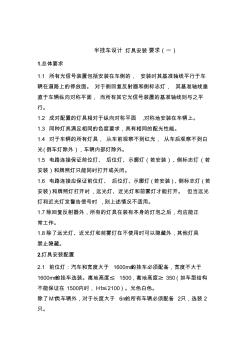
半挂车设计灯具安装要求(一) 1.总体要求 1.1所有光信号装置包括安装在车侧的,安装时其基准轴线平行于车 辆在道路上的停放面。对于侧回复反射器和侧标志灯,其基准轴线垂 直于车辆纵向对称平面,而所有其它光信号装置的基准轴线则与之平 行。 1.2成对配置的灯具相对于纵向对称平面,对称地安装在车辆上。 1.3同种灯具满足相同的色度要求,具有相同的配光性能。 1.4对于车辆的所有灯具,从车前观察不到红光,从车后观察不到白 光(倒车灯除外),车辆内部灯除外。 1.5电路连接保证前位灯、后位灯、示廓灯(若安装)、侧标志灯(若 安装)和牌照灯只能同时打开或关闭。 1.6电路连接应保证前位灯、后位灯、示廓灯(若安装)、侧标志灯(若 安装)和牌照灯打开时,远光灯、近光灯和前雾灯才能打开。但当远光 灯和近光灯发警告信号时,则上述情况不适用。 1.7除回复反射器
半挂车轮距设计规范
格式:pdf
大小:14KB
页数:2P
4.6
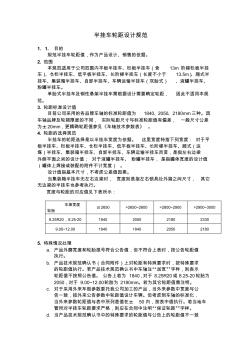
半挂车轮距设计规范 1.1.目的 规范半挂车轮距值,作为产品设计、销售的依据。 2.范围 本规范适用于公司范围内平板半挂车、栏板半挂车(含13m阶梯栏板半挂 车)、仓栏半挂车、低平板半挂车、长阶梯半挂车(长度不小于13.5m)、厢式半 挂车、集装箱半挂车、自卸半挂车、车辆运输半挂车(双胎式)、液罐半挂车、 粉罐半挂车。 单胎式半挂车及钢性悬架半挂车需根据设计需要确定轮距,因此不适用本规 范。 3.轮距标准设计值 目前公司采用的各品牌车轴的标准轮距值为1840、2050、2180mm三种。因 车轴品牌及轮辋厚度的不同,实际轮距尺寸与标准轮距值有偏差,一般尺寸公差 为±20mm,更精确轮距值参见《车轴技术参数表》。 4.轮距的选择规范 半挂车的轮距选择是以半挂车宽度为依据。这里宽度特指下列宽度:对于平 板半挂车、栏板半挂车、仓栏半挂车、低平板半挂车、长阶梯半挂车
看图讲解半挂车主要结构
格式:pdf
大小:5.7MB
页数:9P
4.6
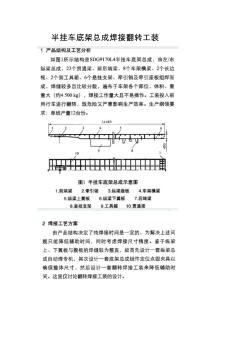
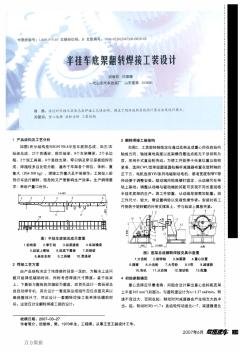
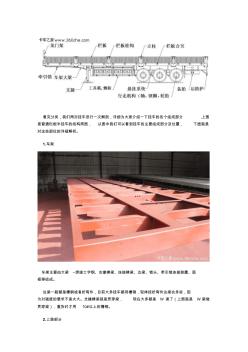
看完分类,我们再对挂车进行一次解剖,详细为大家介绍一下挂车的各个组成部分,上图 是普通栏板半挂车的结构简图,从图中我们可以看到挂车的主要组成部分及位置,下面就是 对这些部位的详细解析。 1.车架 车架主要由大梁--焊接工字钢、支撑横梁、连接横梁、边梁、锁头、牵引销连接装置、面 板等组成。 边梁一般都是槽钢或者折弯件,目前大多挂车都用槽钢,轻体挂折弯件边梁会多些,因 为对强度的要求不是太大。支撑横梁就是贯穿梁,现在大多都是w梁了(上图就是w梁做 贯穿梁),重货时才用10#以上的槽钢。 2.上装部分 对栏板车而言,上装部分指栏板、龙门架等。栏板又分平板和竖瓦楞板,竖瓦楞板是典 型用板,强度会高些。 龙门架栏板 龙门架也可以叫做“前挡”,一般不是特别要求的话厂家都会活式可拆卸的,所以常拉重 货且易滑动的货物一定要把龙门架做焊死的基础上再加两道斜拉。 3.牵引销 牵引销是
半挂车底架总成焊接翻转工装最新文档
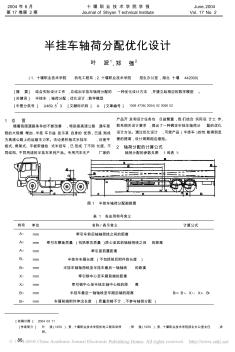
半挂车轴荷分配优化设计
格式:pdf
大小:81KB
页数:3P
4.5
半挂车轴荷分配优化设计 叶波1,郑强2 (1.十堰职业技术学院机电工程系;2.十堰职业技术学院招生办公室,湖北十堰442000) [摘要]结合实际设计工作,总结出半挂车轴荷分配的一种优化设计方法,并建立起相应的数学模型。 [关键词]半挂车;轴荷分配;优化设计;数学模型 [中图分类号]u469.5 + 3[文献标识码]a[文章编号]10084738(2004)02005602 1引言 随着我国道路条件的不断改善,特别是高速公路通车里 程的大规模增加,半挂车日益显示其自身的优势,已逐渐成 为高速公路上的运输主力军。无论是栏板式半挂车,还是平 板式、骨架式、平板带插桩式半挂车,已形成了不同长度、不 同结构、不同用途的半挂车系列产品。专用汽车生产厂家的 产品开发和设计任务也日
运输半挂车的侧面及顶部拉帘设计 运输半挂车的侧面及顶部拉帘设计
格式:pdf
大小:59KB
页数:2P
4.7
通过市场调研,说明设计两侧及顶部都是可拉动的帘布车,在装卸货物时可从后门、两侧及顶部装卸,极大地方便了用户,减轻了汽车自重,提高了经济性;同时采用空气悬挂及abs防抱死制动系统,增加行驶的稳定性,减小噪声,提高车辆行驶的安全性。
150吨矿用半挂车分动器设计 150吨矿用半挂车分动器设计
格式:pdf
大小:842KB
页数:3P
4.7
sga92150矿用半挂车的牵引车是在sga3722矿车底盘基础上改进设计的双后桥驱动结构,针对双后桥驱动结构设计中的关键设备——专用分动器,通过分析双后桥驱动的原理以及分动器的原理和功能,根据动力分配、底盘结构、传递扭矩及传动方式的要求,阐述了分动器的设计方案和整体结构的特点,所设计的分动器在实际工程应用中取得了满意效果。
快速客运电力机车底架制造工艺 快速客运电力机车底架制造工艺
格式:pdf
大小:714KB
页数:2P
4.4
通过对快速客运电力机车底架制造工艺的深入研究,系统地总结了快速客运电力机车底架制造的工艺特点、工艺难点等,同时给出了相对应的工艺方法,工艺措施,并且经过验证,这些具体的工艺方法具有很强适用性,为类似结构的底架制造提供有效的借鉴和应用。
200t专用平车底架钢结构制造工艺 200t专用平车底架钢结构制造工艺
格式:pdf
大小:142KB
页数:3P
4.5
分析了200t专用平车的底架钢结构及其中、侧梁的结构与组焊工艺,介绍了通过采用合理的工艺措施及使用必要的工艺装备来保证底架钢结构质量的制造工艺方法。
全地形车底架40CrMnMo与Q420异种钢焊接工艺 全地形车底架40CrMnMo与Q420异种钢焊接工艺
格式:pdf
大小:184KB
页数:未知
4.3
全地形车底架采用中碳调质钢40crmnmo和低合金高强钢q420进行异种钢的焊接,分析了异种钢的焊接特点,设计了合理的40crmnmo与q420横角焊焊接工艺。结果表明:采用该工艺焊接的全地形车底架,焊接质量完全达到设计要求。
铁路货车底架附属件考核标准研究 铁路货车底架附属件考核标准研究
格式:pdf
大小:127KB
页数:3P
4.6
对比分析了俄罗斯标准和en12663—2—2010对底架附属件静强度及疲劳强度的考核情况,并对国内铁路货车底架附属件的考核提出了相关建议。
民用重型平板半挂车贯彻国防要求研究 民用重型平板半挂车贯彻国防要求研究
格式:pdf
大小:419KB
页数:未知
4.4
在民用重型平板半挂车中贯彻国防要求,是有效提高履带式重装备公路输送能力的重要措施.在详细分析民用重型平板半挂车贯彻国防要求的必要性和应遵循的原则的基础上,提出了贯彻国防要求的主要内容,确定了其勤务定位与编配使用,探讨了与民用牵引车匹配的技术条件.
基于厢式半挂车基础上的公铁联运研究
格式:pdf
大小:104KB
页数:27P
4.5
i 基于厢式半挂车基础上的公铁联运研究 摘要:随着社会经济的发展,追求高效低成本的运输方式已经成为所有运输企业的统 一目标,公铁联运正是在这样一种背景下产生的。在当前经济条件下,公路运输和铁 路运输已经在物流领域发挥着重要的作用,但是,公铁联运系统还处在发展阶段,公 路运输和铁路运输在公铁联运系统中都还没能达到预期的效果,对公铁联运的优化研 究是当前物流发展的必然趋势。所以对现有公路、铁路及公铁联合运输组织情况进行 分析,探索我国发展公铁联运系统的发展现状,能为后续的公铁联运的发展方向寻找最 优的路线,实现更好的经济效益和社会效益。 本文首先总结了当前国内外公铁联运的发展和研究现状,再通过研究箱式半挂车 在公铁联运系统中的运营情况,对当前公铁联运系统中存在的问题进行优化。 关键字:厢式半挂车;公铁联运;集装箱;多式联运 ii researchonmotor-railmulti

罐式半挂车工艺工序过程卡
格式:pdf
大小:191KB
页数:9P
4.4
qr-12-15-04 罐式车工艺工序过程卡 编制:年月日 校审:年月日 批准:年月日 xx省xx专用汽车有限公司 qr-12-15-04 产品名称油罐车(易燃液体) 主要零部件制造工艺(工序)过程卡 罐体材料批号 产品型号主要牌号 产品编号工序名称罐体制作 序 号 工序工艺内容及技术要求 工装 设备及检具 检验项目 自检值 单位 (mm) 操作 者 期 专检值 检验员 日期 备注 1 ★封头 领料 拼接 1.封头采用q235、δ=__(图纸要求)钢板。材质、板厚()● 2.封头拼板方法:每个封头只允许有一道拼接焊缝,且较小幅面钢板幅宽必须大 于300mm。拼接焊缝与中心线的距离≤高l/4(l=)。拼板对口错边量小于 1.5。(电弧焊焊条直径:φ3.2电流范围96~128a,φ4.2电流范围
半挂车底架总成焊接翻转工装相关
文辑推荐
知识推荐
百科推荐

职位:机电建造师
擅长专业:土建 安装 装饰 市政 园林


