




8mm厚度WELDOX700E高强钢板T型初稿
毕业设计成果 (产品、作品、方案) 设计题目:8mm厚度weldox700e高强钢板t型 接头mag焊焊接工艺设计 二级学院航空机械制造工程学院 专业焊接技术及自动化 班级焊接1401 学号201400181040 姓名张子龙 指导教师彭彬 诚信声明 本人郑重声明:所呈交的毕业设计,是本人在老师的指导下,独立完成 所取得的成果。尽我所知,设计中除特别加以标注的地方外,不包含其他人 已经发表或撰写过的研究成果。本声明的法律结果由本人承担。 学生签名:指导教师签名: 年月日年月日 目录 摘要 1引言......................................................1 2weldox700e高强钢的材料分析................

编辑推荐下载
 8mm厚不锈钢板的Nd∶YAG激光焊接
8mm厚不锈钢板的Nd∶YAG激光焊接 8mm厚不锈钢板的Nd∶YAG激光焊接
格式:pdf
大小:543KB
页数:5P
 4.6
4.6
探讨了采用高功率nd∶yag连续激光器焊接8mm厚不锈钢板的工艺方法及工艺参数。实验结果表明,用氮气作为保护气体,在激光功率4000w,焊接速度05m/min,焦点位置在工件表面下2mm处时,即使两块厚不锈钢板之间有03mm间隙,且存在08mm的高度差,仍可获得满意的焊接效果。焊缝的硬度是母材硬度的2倍。
切割8mm厚碳钢工艺参数(精)
格式:pdf
大小:37KB
页数:1P
4.6
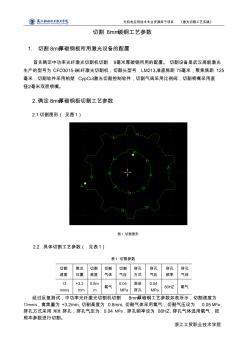
光机电应用技术专业资源库子项目《激光切割工艺实践》 浙江工贸职业技术学院 切割8mm碳钢工艺参数 1.切割8mm厚碳钢板所用激光设备的配置 首先确定中功率光纤激光切割机切割8毫米厚碳钢所用的配置。切割设备是武汉高能激光 生产的型号为cfd3015-b光纤激光切割机,切割头型号lm213,准直焦距75毫米,聚焦焦距125 毫米,切割软件采用柏楚cypcut激光切割控制软件,切割气阀采用比例阀,切割喷嘴采用直 径2毫米双层喷嘴。 2.确定8mm厚碳钢板切割工艺参数 2.1切割图形(见图1) 图1切割图形 2.2具体切割工艺参数(见表1) 表1切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 气压 穿孔 频率 穿孔 气体 13 mm/s +3.2 mm 0.8m m 氧气 0.05 mpa 渐进 穿孔 0.
U型码和8mm厚钢板热门文档
厚钢板施工要求
格式:pdf
大小:5KB
页数:2P
4.4
一、厚钢板施工要求: 1、厚钢板切割 (1)应对厚钢板切割工艺进行分析比较试验,切割工艺应保证切 割面光洁度达到相应焊接工艺要求,切割后应保证主材不因 切割导致材质含碳量增加。 (2)切割前应根据工艺要求进行必要的预热工作,切割时应控制 切割速度保证切割质量,切割结束前应调整切割速度,保证 端部切口质量。 2、厚钢板焊接 (1)应对厚钢板间采用剖口熔透焊缝工艺进行分析比较试验, 对选定的焊接工艺进行实体受力试验,并经第三方评定合 格后,再进行全面施工确保焊缝质量; (2)厚钢板采用对接焊缝时,在焊接前应对破口和破口边缘100 宽范围的材质进行彻底检查,并采用超声波检测材质内部 是否存在缺陷,对切割引起的裂纹、夹渣等缺陷,根据其 质量情况,确定处理工艺。 (3)施焊前应根据焊接工艺进行必要的预热工艺及设置测温 点。 (4)应根据钢板厚度确定多层焊缝层数及厚度,施焊时注意控 制焊

中厚钢板
格式:pdf
大小:45KB
页数:3P
4.7
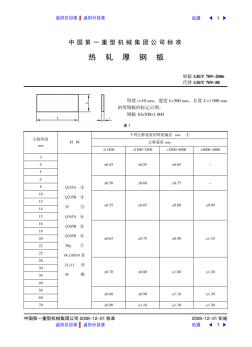
中厚钢板理论重量表|中厚钢板的理论重量 中厚钢板理论重量表 厚 度 ( m m ) 理论 重量 (kg /m2 ) 厚 度 ( m m ) 理论 重量 (kg /m2 ) 厚 度 ( m m ) 理论 重量 (kg /m2 ) 4. 5 35.3 3 16 125. 60 38 298. 30 5 39.2 5 18 141. 30 40 314. 00 5. 5 43.1 8 20 157. 00 42 329. 70 6 47.1 6 22 172. 70 44 345. 40 7 54.9 5 24 188. 40 45 353. 25 8 62.8 0 25 196. 25 46 361. 10 9 70.6 5 26 204. 10 48 376. 80 10 78.6 0 28 21
6mm,8mm,10mm,12mm,14mm,16mm,20mm,22mm,25mmQ345B武钢钢板材质书
格式:pdf
大小:5.4MB
页数:4P
4.5
6mm,8mm,10mm,12mm,14mm,16mm,20mm,22mm,25mmQ345B武钢钢板材质书
8mm波导螺钉圆极化器的设计与优化 8mm波导螺钉圆极化器的设计与优化
格式:pdf
大小:607KB
页数:4P
4.7
根据“射频椭偏测量法及装置的研究”课题的要求,设计8mm波导螺钉圆极化器.通过理论分析和数值计算给出了一种新的优化设计方法,经过软件的模拟仿真确定了最佳设计尺寸,并制作了实物样品.实验测量表明,该圆极化器具有良好的性能.
X=外壳 吸能区和厚钢板的对话 X=外壳 吸能区和厚钢板的对话
格式:pdf
大小:1.1MB
页数:2P
4.7
厚钢板:哥们儿,咱们隔道相望几天了,我小眼也瞄了你好几瞄了,你那身板儿可是够薄的啊!吸能区:嗤,你懂什么!我这里到处都是吸能区,薄怕什么,架不住我能吸收撞击所产生的能量啊。
U型码和8mm厚钢板精华文档
中厚钢板表面缺陷的识别和处理 中厚钢板表面缺陷的识别和处理
格式:pdf
大小:911KB
页数:5P
4.7
对中厚钢板表面缺陷的识别和处理进行了详细地阐述,为中厚钢板表面质量检验提供了操作方法,以便检验人员在生产中能够及时对钢板表面缺陷进行识别、判定并进行相应处理。
厚钢板焊接要领2
格式:pdf
大小:22KB
页数:3P
4.4
摘要:本文对q345e厚钢板焊接工艺做了简单的介绍。 摘要:本文对q345e厚钢板焊接工艺做了简单的介绍。 关键词:q345e钢板,施工工艺 q345e钢板具有良好的韧性、塑性、冷弯性和焊接性能。一般在热轧或正火状态下使用。广泛适用于桥梁、车辆、 船舶、管道、锅炉、各种容器、油罐、电站、厂房结构、低温压力容器等结构件。一般20mm以下的中板焊接时不用 焊前预热和焊前热处理。40~60mm算厚度板,由于较大的拘束度,焊接时需采取焊前预热、后热等措施。 1、下料加工:采用氧—液化石油气切割,与氧—乙炔气切割相比,虽然预热时间较长、切割速度较慢,但切割面 光滑,渗碳少,成本下降20%以上,比较经济安全。 2、焊接方法:用焊条电弧焊打底,填充和盖面采用埋弧自动焊。 3、焊接坡口:精度要求较高的坡口,采用龙门刨刨削而成,加工后用样板检查坡口尺寸,厚钢板对接在专用平 台
U型码和8mm厚钢板最新文档
中厚钢板的生产
格式:pdf
大小:236KB
页数:9P
4.7
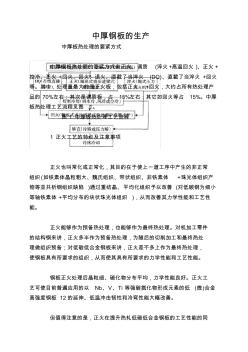
中厚钢板的生产 中厚板热处理的要紧方式 中厚钢板热处理的要紧方式有正火、调质(淬火+高温回火)、正火+ 控冷、正火+回火、回火、退火、直截了当淬火(dq)、直截了当淬火+回火 等。其中,处理量最大的是正火板,包括正火+回火,大约占所有热处理产 品的70%左右;其次是调质板,占15%左右;其它如回火等占15%。中厚 板热处理工艺流程见图1。 图1中厚板热处理工艺流程 1正火工艺的特点及注意事项 正火也叫常化或正常化,其目的在于使上一道工序中产生的非正常 组织(如铁素体晶粒粗大、魏氏组织、带状组织、非铁素体+珠光体组织产 物等亚共析钢组织缺陷)通过重结晶、平均化组织予以改善(对低碳钢为细小 等轴铁素体+平均分布的块状珠光体组织),从而改善其力学性能和工艺性 能。 正火能够作为预备热处理,也能够作为最终热处理。对机加工零件 的结构钢来讲,正火多半作为预备
6mm薄规格钢板板型控制的工艺研究 6mm薄规格钢板板型控制的工艺研究
格式:pdf
大小:706KB
页数:4P
4.4
结合济钢中板厂的设备及工艺现状,从设备能力、工艺技术和生产管理上对生产6mm薄规格板进行系统的研究与改进,实施了轧制稳定性研究、板型控制技术开发、轧辊冷却技术改造、轧制规程的合理分配、生产计划的科学编排等一系列工艺技术措施,6mm板板型控制能力得到较好保障,实现了6mm板的高效化轧制,有效提高了6mm薄规格钢板的生产能力。
φ108mm×8mm管45°焊条电弧焊的操作要领 φ108mm×8mm管45°焊条电弧焊的操作要领
格式:pdf
大小:275KB
页数:4P
4.6
本文以焊工竞赛项目为例,根据自己的实践经验,从焊前准备到焊接结束的全过程叙述了焊接缺陷控制的要领,希冀为同行提供借鉴经验。
Q345型中厚钢板拼接优化工艺
格式:pdf
大小:79KB
页数:4P
4.7
q345型中厚钢板拼接优化工艺 0前言 许多钢结构产品都是依靠焊接进行连接,因此产品质量直接取决于焊缝质量,如何优化焊 缝成为了钢结构生产的关键.桥梁及大型钢结构中,最常用的材质是q345型中厚钢板,结合 建材机械有限公司已承建及生产的钢结构产品,对优化这种钢板拼接焊缝的工艺措施进行介 绍. 1焊材的合理选择 低合金钢焊丝的选用首先要满足“等强匹配”的原则,选择满足力学性能要求 的焊丝;再根据被焊部件的质量要求(特别是冲击韧性)选择焊丝;然后根据现 场焊接位置来选择焊丝。焊丝的选用除了满足以上几点要求外,还需要考虑焊接 工艺特性。焊接工艺特性包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝 外观与形状等。埋弧焊丝的选用还要考虑焊剂成分的影响及母才的影响。焊接热 扎及正火钢时,选择焊条的主要依据是保证焊缝金属的强度、塑性和冲击韧性等 力学性能与母才相匹配,不必
4300mm宽厚板轧机轧制8mm厚钢板生产实践 4300mm宽厚板轧机轧制8mm厚钢板生产实践
格式:pdf
大小:210KB
页数:3P
4.6
本文从加热工艺的制定、轧辊初始辊型设计、辊身冷却水的使用、轧制规程以及生产计划安排等方面进行了分析控制,在4300mm宽厚板轧机上成功轧制出8mm×3800mm薄规格钢板,并形成稳定批量生产能力。
莱钢8mm耐磨钢淬火板试制取得成功 莱钢8mm耐磨钢淬火板试制取得成功
格式:pdf
大小:72KB
页数:未知
4.5
近日,山钢集团莱钢宽厚板事业部在热处理线成功试制出8mm超薄规格耐磨钢,进一步丰富了莱钢宽厚板创效产品名录,同时也标志着莱钢耐磨钢生产达到了国内领先水平。
浅析八钢8mm中厚板板形控制措施 浅析八钢8mm中厚板板形控制措施
格式:pdf
大小:229KB
页数:3P
4.5
介绍了八钢中厚板4300/3500轧机生产8mm厚度钢板的生产过程,分析了轧制过程对钢板板形的影响。在坯料厚度、轧机精度不能进一步优化的情况下,对轧辊选择、道次分配、终轧温度等轧制参数进行了优化,8mm钢板已经具备批量生产的能力。
莱钢成功开发200mm优质特厚钢板 莱钢成功开发200mm优质特厚钢板
格式:pdf
大小:70KB
页数:未知
4.6
为进一步拓宽莱钢特厚钢板市场空间,4300mm宽厚板生产线近期利用控轧控冷工艺成功开发200mm厚度规格q235bz15优质特厚钢板。
鞍钢成功开发440mm特厚钢板 鞍钢成功开发440mm特厚钢板
格式:pdf
大小:71KB
页数:未知
4.4
鞍钢集团钢铁研究院与鞍钢股份鲅鱼圈分公司携手开发出440mm特厚钢板,探伤性能满足客户要求,并顺利供货,填补了国内空白。特厚钢板广泛应用于电力、海工、化工、机械、军工等国民经济的各个方面。传统热轧方式生产特厚钢板的原料有模铸钢锭、电渣重熔钢坯、锻造钢坯等,但其存在生产成本较高、成材率和探伤合格率较低的弊端,同时在以热轧方式生产300mm以上钢板时无法保证探伤性能。
U型码和8mm厚钢板相关
文辑推荐
知识推荐
百科推荐


职位:工程标准员
擅长专业:土建 安装 装饰 市政 园林


