

TBM连续皮带机钢丝皮带接头硫化工艺
格式:pdf
大小:136KB
页数:2P
人气 :64
 4.5
4.5
连续皮带机是TBM施工出渣系统的主要设备,连续皮带机要正常工作就要经常硫化皮带接头,以保证其不断延伸。文章对连续皮带机皮带接头的硫化工艺做了详细阐述,同时对硫化前的准备工作做了细致介绍,实用性、操作性强,可供类似工程参考。



 钢丝绳芯皮带接头硫化工艺探讨
钢丝绳芯皮带接头硫化工艺探讨 钢丝绳芯皮带接头硫化工艺探讨
钢丝绳芯胶带运输机强度可适应大运量、长距离运输的要求,并且它运行费用低,故障率低、可满足安全、连续运输的需要,钢丝绳芯胶带接头的硫化对于该型运输机安全运转起着十分关键的作用。由于岱庄矿环境特殊,使得硫化工艺不能出现应有的效果,经过我们自己的探讨与实践,结合我矿的实际,摸索出了自己的一套硫化工艺,以供参考。本文对接头硫化工艺、参数等作了较详细的分析和研究,并对实际操作过程中有关事项作了说明。
钢丝绳芯皮带接头硫化工艺探讨 钢丝绳芯皮带接头硫化工艺探讨
钢丝绳芯胶带运输机强度大,可适应大运量、长距离运输的要求,并且它运行费用低,故障率低、可满足安全、连续运输的需要。钢丝绳芯胶带接头的硫化对于该型运输机安全运转起着十分关键的作用,煤矿井下环境特殊,皮带接头硫化时必须按照严格的程序执行,才能确保硫化接头合格。
编辑推荐下载

硫化皮带接头标准
格式:pdf
大小:494KB
页数:17P
4.4
1 平煤股份公司钢丝绳芯输送带 硫化接头标准﹝试行﹞ 一、为规范公司钢丝绳芯输送带(以下简称高强皮带)硫化接头 工艺,提高硫化接头质量,减少断带事故发生,特制定本标准。 二、硫化接头用设备及材料 (一)硫化器:硫化接头用硫化器必须是通过鉴定,证件齐全的 合格产品(硫化器的性能要求见附一)。在有瓦斯、煤尘爆炸危险的 场所硫化接头必须使用具有防爆性能的硫化器,否则必须有严密的安 全措施。 (二)胶料:胶料包括复盖胶(面胶),芯胶和胶浆。为保证硫 化接头质量,胶料一般应选用原皮带厂指定胶料。若采用其它厂的胶 料,必须事先做一个硫化接头送权威部门进行抗拉强度测试,符合要 求后方可使用。 胶料应在使用前到厂家购置新配置生产的。若存放期不超过三个 月,且存放得当(温度在25°以下,避免阳光直射,远离热源,无 油脂类物质污染),外观无异常变化,可直接使用。若存放期超过三 个月,使
钢芯皮带硫化接头制作工艺
格式:pdf
大小:11KB
页数:7P
4.5
钢芯皮带硫化接头制作工艺 ************** 技术资料 ************** dx-2000钢芯皮带 整编:吴文忠 2003年10月20日 钢芯皮带硫化接头制作工艺本工艺适用于我矿dx,1000钢芯胶带运输机60芯 和79芯胶的硫化接头制作。一、准备工作: 进行胶带接头前应准备好下列主要器械工具及所需材料: ,,,1、制备胶糊:用175芯胶:苯,1:1.5,2制成或用175芯胶:120溶剂汽油,1: 3制成,在接头前3天制备。 2、准备好接头胶料: #(1)、上下覆盖胶174:用于上、下面覆盖胶层。 #(2)、芯胶175:用钢丝绳间隙充填及胶带边缘充填和斜坡口垫层。(3)、粘合 剂:列克钠(聚三异氰酸脂),用于涂刷打毛磨光部分及钢丝绳表面。 #(4)、溶剂:苯或120溶剂汽油,用于
TBM连续皮带机钢丝皮带接头硫化工艺热门文档
强力皮带接头硫化安全技术措施
格式:pdf
大小:37KB
页数:6P
4.7
-1- 采三区行人斜井强力皮带更换皮带安全技术措施 一、工程名称:采三区行人斜井更换强力皮带 二、施工地点:采三区行人斜井 三、施工时间:2011年12月29——2011年12月31日 四、组织措施 安全负责人:李刚 施工负责人:刘合敏 技术员:林泉佛 施工队组:采三区保运队 五、施工目的 由于我采区主井强力皮带局部磨损、有两处撕裂现象,为确保1232采面产煤正 常运输,现需将撕裂、局部磨损段截断更换,并进行搭接硫化处理,为保证施工工 程质量及施工过程中人身及设备的安全,特编制如下措施: 六、施工责任落实措施 1、施工负责人职责:对本次施工的安全、进度负主要责任。 1)负责向措施编制人提出正确完备的工作所需的安全措施。 2)结合实际布置全体施工人员进行施工前安全技术措施学习。 3)检查核实已完成的安全措施是否符合施工要求。 4)按照施工方案(或要求)进行各人员具体

皮带机硫化胶接工程施工方案
格式:pdf
大小:690KB
页数:16P
4.7
大唐淮北发电厂2×660mw建筑安装工程c标段皮带机硫化胶接作业指导书 目录 一、编制依据,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,2 二、项目概况及施工条件,,,,,,,,,,,,,,,,,,,,,,,,,,2 三、施工组织策划,,,,,,,,,,,,,,,,,,,,,,,,,,,,,3 四、分层输送带胶接硫化操作(程序),,,,,,,,,,,,,,,,,,,,5 五、钢丝绳芯输送带现场胶接硫化操作说明,,,,,,,,,,,,,,,,,,10 六、文明施工安全保证措施,,,,,,,,,,,,,,,,,,,,,,,,,13 七、输送胶带接头注意事项及质量保障措施,,,,,,,,,,,,,,,,,,13 八、危险点、危险源辨识与评价结果及控制措施清单,,,,,,,,,,,,,,15 大唐淮北发电厂

皮带机论文
格式:pdf
大小:57KB
页数:9P
4.4
皮带机安装调整方法浅析 姓名:李建 工种:钳工 单位:制修车间检修 时间:2010年10月 【摘要】石横特钢集团有限责任公司自从转变生产方式,对设备进行改造和更新 以来,从2002年新建第一座380高炉开始,为了满足生产的需要,为了解决铁 矿粉、烧结矿、球团矿以及焦炭等原材物料的输送的问题,皮带机在我们厂被大 规模采用。它结构简单,安装、维护费用低,操作方便,受地形和空间限制小, 具有在较大温度变化的工作环境中,安全稳定的工作等特点,被广泛应用于冶金、 矿山等行业中。 【关键词】放线驱动装置尾轮 概述:皮带机属于钢结构件,它不同于机床、风机、大型电机等精密、高速旋转 设备,因此,对安装精度的要求不是很高。但是并不代表没有精度要求,重要的 安装尺寸和技术要求还是要有一定的精度要求的,否则,将会给设备安装完后的 调试和验收工作带来不必要的麻烦。皮带机的安装大致可分为以

钢丝绳芯胶带接头硫化技术
格式:pdf
大小:115KB
页数:11P
4.5
钢丝绳芯胶带接头硫化技术 安装到输送带上的有段输送带,需要进行连接形成环带。这种连接必须尽量 保持输送带的最大强度,而且要求操作容易。现行的输送带连接方法有:机械连 接法、热硫化粘接法及冷粘合法三种。 钢丝绳芯胶带接头硫化是胶带输送机安装工程中决定胶带质量的关键工序。 胶带接头硫化过程中使橡胶发生化学结构变化,从而使胶带接头达到原设计的物 理机械性能。准确合理地掌握硫化工艺及操作要领,是保证接头强度和接头寿命 的关键环节。胶带接头硫化过程技术条件的三大要素,即胶带接头硫化的温度、 时间、压力。硫化过程的技术条件控制得不严或不当,就会造成欠硫、过硫、脱 层、起泡和重皮、钢丝绳抽千,从而导致皮带跑偏、带面磨损严重,严重者导致 断带等质量缺陷和事故。对日后胶带输送机的运行和维护带来不良后果。 钢丝绳芯胶带硫化接头搭接形式可分为:一级、二级、三级和四级。其中一、 二级适用于钢丝绳根
钢丝绳芯输送带接头硫化工艺安全管理 钢丝绳芯输送带接头硫化工艺安全管理
格式:pdf
大小:198KB
页数:2P
4.3
该文介绍了钢丝绳芯输送带接头硫化的有关工艺规程,提出了确保接头硫化质量的安全施工措施,并进行了具体的应用实践,对于防止接头硫化质量不高而带来的重大接头断裂隐患具有一定的现实指导意义。
TBM连续皮带机钢丝皮带接头硫化工艺精华文档
14采东边界皮带机硫化施工措施
格式:pdf
大小:36KB
页数:6P
4.4
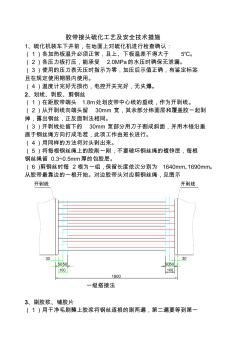
胶带接头硫化工艺及安全技术措施 1、硫化机装车下井前,在地面上对硫化机进行检查确认: (1)各加热板温升必须正常,且上、下板温差不得大于5℃。 (2)各压力板打压,能承受2.0mpa的水压时确保无泄漏。 (3)使用的压力表无压时指示为零,加压后示值正确,有鉴定标签 且在规定使用期限内使用。 (4)温度计完好无损伤,电控开关完好,无失爆。 2、划线、剥胶、剪钢丝 (1)在距胶带端头1.8m处划皮带中心线的垂线,作为开剥线。 (2)从开剥线向端头留30mm宽,其余部分纬面层和覆盖胶一起剥 掉,露出钢丝,正反面剥法相同。 (3)开剥线处留下的30mm宽部分用刀子割成斜面,并用木锉沿垂 直于钢丝绳方向打成毛茬,此项工作由班长进行。 (4)用同样的方法将对头剥出来。 (5)将每根钢丝绳上的胶剐一剐,不要破坏钢丝绳的镀锌层,每根 钢丝绳留0.3~0.5mm厚的包胶层。 (6)剪钢丝时每
严寒地区TBM皮带机冬季施工的研究与应用
格式:pdf
大小:647KB
页数:5P
4.7
连续皮带机出渣系统具有输送能力强、运量大、安全、环保和自动化程度高等特点,已经广泛应用于tbm隧道施工,但在严寒地区存在冬季施工故障率高的问题。为了解决此难题,保障tbm正常施工,在辽西北供水工程中通过安装保温棚,对整条皮带机进行保温;在皮带机两端接渣、出渣特殊位置铺设保温被,加强其保温能力;在保温棚内部尤其是关键部位安装暖风机,进行加温供暖等方面的研究。解决了严寒地区冬季洞外皮带机防冻领域的技术难题,保证了tbm的顺利施工,取得了在严寒地区的皮带机冬季施工经验,以期为类似工程提供借鉴。
严寒地区TBM皮带机冬季施工的研究与应用
格式:pdf
大小:647KB
页数:5P
4.5
连续皮带机出渣系统具有输送能力强、运量大、安全、环保和自动化程度高等特点,已经广泛应用于tbm隧道施工,但在严寒地区存在冬季施工故障率高的问题。为了解决此难题,保障tbm正常施工,在辽西北供水工程中通过安装保温棚,对整条皮带机进行保温;在皮带机两端接渣、出渣特殊位置铺设保温被,加强其保温能力;在保温棚内部尤其是关键部位安装暖风机,进行加温供暖等方面的研究。解决了严寒地区冬季洞外皮带机防冻领域的技术难题,保证了tbm的顺利施工,取得了在严寒地区的皮带机冬季施工经验,以期为类似工程提供借鉴。
井下倾角胶带机胶带接头硫化 井下倾角胶带机胶带接头硫化
格式:pdf
大小:143KB
页数:1P
4.6
目前国内煤矿井下煤炭运输主要采用钢绳芯带式输送机,花纹胶带运输机。与花纹胶带运输机相比,钢绳芯带式输送机强度可适应大运量、长距离运输的要求,钢丝绳芯胶带具有高强度、小伸长量、好成槽性、使用寿命长等优点。因此井下胶带机主要采用钢绳芯带式运输机。胶带接头硫化是输送机安装和维护中的关键环节,其质量的好坏直接影响作业中的安全与经济。
钢丝绳芯胶带接头热硫化工艺探讨 钢丝绳芯胶带接头热硫化工艺探讨
格式:pdf
大小:404KB
页数:3P
4.3
该文对接头硫化工艺、参数等作了较为详细的分析和研究,并对实际操作过程中可能出现的一些特殊情况作了归纳与总结。实践表明,采用此工艺可以避免或者减少由于胶带的长期高负荷运转、胶带硫化接头钢丝绳芯的抽动等因素而造成钢丝绳芯锈蚀、断裂、横向断带等事故的发生。
TBM连续皮带机钢丝皮带接头硫化工艺最新文档

气垫式皮带机说明书
格式:pdf
大小:265KB
页数:16P
4.4
1 一月二月三月 产品名称数量金额利润产品名称数量金额利润产品名称数量金额利润 合计合计合计 四月五月六月 产品名称数量金额 利 润 产品名称 数 量 金额 利 润 产品名称 数 量 金额 利 润 合计合计合计 c dd系列气垫带式输送机 使用说明书 江门市南方输送机械工程有限公司 第1页共13页 一、应用范围 dd系列气垫带式输送机是粮食、煤炭、冶金、机械、港口等部门广泛 使用的输送设备,适用于输送容重为0.5—2.5t/m3的各种粉状、粒状和小块 状物料。 二、工作原理及特点 气垫带式输送机是将通用带式输送机有载分支的托辊由气室代替,通过 风机将有压空气送入气室,空气经气室盘槽的气孔逸出,在承载带和盘槽之 间形成一层很薄的气膜托起承载带和物料。输送带绕过头部驱动滚筒和尾部 张紧滚筒,有载

上煤皮带机检修规程
格式:pdf
大小:50KB
页数:9P
4.4
qb 甘肃刘化集团有限责任公司企业标准 q/lh·gzt-cj·dl-03-2008 上煤皮带机 检修规程 2008—07—01发布2008—07—10实施 甘肃刘化集团有限责任公司发布 甘肃刘化(集团)有限责任公司企业标准 上煤皮带机检修规程 q/lh·gzt-cj·dl-03-2008 1主题内容与适用范围 本标准规定了运输平皮带机的检修周期、检修内容、检修方法及质量 要求。 本标准适用于固定机架运输平皮带机的维护与检修,也适用于移动式 运输平皮带机的维护与检修。 2检修周期 2.1小修6~12月 2.1.1鼓风机2.1.2引风机4~8月 2.2中修 2.2.1鼓风机72月 2.22引风机36月 3检修
BM皮带机减速节能改造 BM皮带机减速节能改造
格式:pdf
大小:152KB
页数:3P
4.7
为进一步节能减排,通过plc程序修改,实现bm皮带机减速,并通过理论计算验证节能效果。分析港口bm皮带机在生产实际中存在的问题。从电气方面入手,介绍改造方案。改造完成运行良好,节能效果显著,为生产带来了一定的帮助。
钢丝皮带热硫化的胶接方案 (2)
格式:pdf
大小:138KB
页数:6P
4.5
钢丝皮带热硫化胶接方案 一、概述 通常情况下,运输皮带按照胶带材料可分为帆布胶带和 钢丝胶带。一般在矿石输送中多采用钢丝皮带,因为它在同 等情况下,其输送距离长、输送量大。在胶带机运输过程中 胶带接头质量的好坏,直接影响到胶带机的正常使用和使用 寿命,为保证钢丝皮带胶接时施工顺利进行和施工质量,特 制定钢丝皮带热胶接硫化方案。 二、主要工机具 水压电热硫化机、1米钢板尺、角尺、锉刀、活扳手、扁嘴 钳、皮带刀、钢锯、钢丝刷、毛刷、砂轮机、手电钻、皮带 卡子、200度温度计2支。 三、胶接程序及要点 1、施工准备 硫化材料准备:皮带填充胶、胶浆(溶剂)等。胶浆 制作:用芯胶胶片与120#航空汽油侵泡,比例为1:4.。制 作方法:将胶片剪成小块放在溶剂内,经常搅拌,直至完 全溶解为均匀糊状为止,制作后放在密封容器内。 2、胶带定心 根据皮带宽度找出皮带中心点,用同样
钢丝绳芯皮带接头硫化工艺应用 钢丝绳芯皮带接头硫化工艺应用
格式:pdf
大小:209KB
页数:未知
4.6
随着科技的不断进步,现在各行各业都改用了钢丝绳芯带式输送机,钢丝绳芯带式输送机的皮带接头在安全生产中起了重要的作用,因此接头硫化工艺对于我们来说非常重要,直接影响着企业的安全生产和经济效益。本文以平煤股份二矿己二钢丝绳芯带式输送机接头硫化为例,谈谈接头硫化工艺。
不同型号钢丝绳芯胶带接头硫化工艺的研究与应用 不同型号钢丝绳芯胶带接头硫化工艺的研究与应用
格式:pdf
大小:164KB
页数:未知
4.5
该文对不同型号钢丝绳芯胶带进行直接搭接的接头硫化工艺方法进行了现场应用的研究总结。实践证明,采用优化后的胶带接头硫化工艺可以有效解决不同型号钢丝绳心胶带搭接的问题,从而保证接头的平整度和强度要求。
钢丝绳强力皮带机的断带研究 钢丝绳强力皮带机的断带研究
格式:pdf
大小:209KB
页数:未知
4.7
钢丝绳强力皮带机具有抗张强度高,伸长率小,使用寿命较长等特点,尤其是在进行远距离运输时,能够凸显出良好的经济效益。然而,运输带的断裂下滑会对生产产生一系列的影响。就具体运行过程以及断带产生的原因和危害等做出了分析,并提出了相关的解决方略。
钢丝皮带热硫化的胶接方案
格式:pdf
大小:138KB
页数:6P
4.6
钢丝皮带热硫化胶接方案 一、概述 通常情况下,运输皮带按照胶带材料可分为帆布胶带和 钢丝胶带。一般在矿石输送中多采用钢丝皮带,因为它在同 等情况下,其输送距离长、输送量大。在胶带机运输过程中 胶带接头质量的好坏,直接影响到胶带机的正常使用和使用 寿命,为保证钢丝皮带胶接时施工顺利进行和施工质量,特 制定钢丝皮带热胶接硫化方案。 二、主要工机具 水压电热硫化机、1米钢板尺、角尺、锉刀、活扳手、扁嘴 钳、皮带刀、钢锯、钢丝刷、毛刷、砂轮机、手电钻、皮带 卡子、200度温度计2支。 三、胶接程序及要点 1、施工准备 硫化材料准备:皮带填充胶、胶浆(溶剂)等。胶浆 制作:用芯胶胶片与120#航空汽油侵泡,比例为1:4.。制 作方法:将胶片剪成小块放在溶剂内,经常搅拌,直至完 全溶解为均匀糊状为止,制作后放在密封容器内。 2、胶带定心 根据皮带宽度找出皮带中心点,用同样
皮带机机头自动喷雾装置设计 皮带机机头自动喷雾装置设计
格式:pdf
大小:69KB
页数:1P
4.3
通过对皮带机机头自动喷雾装置的设计原因、设计原理、使用方法、与原有装置相比较所具有的优点做了分析和总结,在自动喷雾装置的设计使用方面提出了建议,为皮带机生产厂家和技术改造部门提供了设计和选用参考。
TBM连续皮带机钢丝皮带接头硫化工艺相关
文辑推荐
知识推荐
百科推荐


职位:制冷项目工程师
擅长专业:土建 安装 装饰 市政 园林


