




镀锌无缝钢管焊接工艺
一、工艺要求 镀锌无缝钢管的焊前准备与一般的低碳钢是相同的,需 要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊 透,坡口尺寸要适当,一般60~65°,要留有一定的间隙, 一般为~;为了减少锌对焊缝的渗透,在焊之前,可将坡口内 的镀锌层清除以后再焊。在实际工作中,采用了集中打坡口, 不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透 的可能性。焊条应根据镀锌管的基体材质选用,一般低碳 钢由于考虑易操作性,选用j422较为普遍。当使用其他低 氢焊条时效果更佳,如j506等。 二、焊接手法 在焊多层焊的第一层焊缝时,尽量使锌层熔化并使之汽 化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊 角焊缝时,同样在第一层尽量使锌层熔化并使之汽化、蒸发 而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右, 当使锌层熔化后再回到原来位置继续向前施焊。再横焊和立 焊时,如选

无缝钢管焊接尺寸
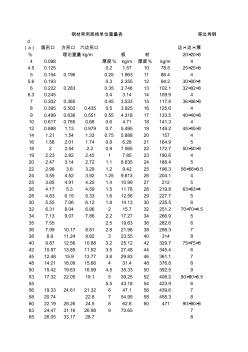
d(a)圆形口方形口六边形口边×边×厚 %20×20×3 40.098厚度%kg/m厚度%kg/m4 4.50.1250.21.571078.525×25×3 50.1540.1960.251.9631186.44 5.60.1930.32.3551294.230×30×4 60.2220.2830.352.74813102.132×32×3 6.30.2450.43.1414109.94 70.3020.3850.453.53315117.836×36×3 80.3950.5020.4350.53.92516125.64 90.4990.6360.5510.554.31817133.540×40×3 100.6170.7850.68
编辑推荐下载

无缝钢管无缝钢管
格式:pdf
大小:324KB
页数:17P
 4.8
4.8
gb5310无缝钢管,gb5310-2008无缝钢管 电话:0, 规格规格规格规格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660*6.570*
无缝钢管与焊接钢管
格式:pdf
大小:26KB
页数:2P
4.4
区别: 1)无缝管(seamlesstube)是一种具有中空截面、周边没有接缝的长条钢材. 2)焊管焊管焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢 管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度 低于无缝钢管。 3)螺旋管特点:直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺 旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以 用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长 度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊, 大口径焊管则大多采用螺旋焊。 用途: 1.结构用无缝钢管(gb/t8162-1999)是用于一般结构和机械结构的无缝钢管。 2.流体输送用无缝钢管(gb/t8163-1999)是用于输送水、油、气等流体的一般无 缝钢管。
QAP19无缝钢管D159焊接工序热门文档

无缝钢管和焊接钢管
格式:pdf
大小:41KB
页数:4P
4.7
螺旋焊管是焊接管的简称,螺旋焊管是钢管里面的一个种类。 钢管作为钢铁产品的重要组成部分,因其制造工艺及所用管坯形状不同而分为焊接钢管(板,带坯) 和无缝钢管(圆坯)两大类。 工程施工部门很少用到无缝钢管,用的大多是用钢板钢带焊接而成的钢管,简称焊管。脚手架钢管就是一 种直焊缝焊管。 (1)螺旋焊管 螺旋焊管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。 因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊 管。焊管因其材质和用途不同而分为如下若干品种: gb/t3091-1993(低压流体输送用镀锌焊接钢管)。主要用于输送水、煤气、空气、油和取暖热水或 蒸汽等一般较低压力流体和其他用途管。其代表材质q235a级钢。 gb/t14291-1992(矿用流体输送焊接钢管)。主要用于矿山压风、排水、
焊接钢管与无缝钢管对比
格式:pdf
大小:9KB
页数:4P
4.8
直缝焊管与螺旋焊管在供水工程中的比较 直缝焊管和螺旋焊管都是焊接钢管的一种,它们在国民生产建设中应用广泛。 直缝焊管和螺旋焊管因生产工艺不同因此具有许多不同之处,下面从各个角度出 发,分别比较直缝焊管和螺旋焊管。 1、焊接工艺 直缝焊管生产工艺相对简单,主要生产工艺有高频焊直缝焊管和埋弧焊直缝 焊管。螺旋焊管的强度一般比直缝焊管高,主要生产工艺是埋弧焊。螺旋焊管能 用同样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊 管,但是与相同长度的直缝焊管相比,焊缝长度增加30~100%,因此,较小口 径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。在业内生产较大口径 直缝焊管时会使用丁字焊技术,即将一段段短的直缝焊管再进行对接,接成符合 工程需要的长度,则丁字焊直缝焊管缺陷的机率也大大提高,而在丁字焊缝处的 焊接残余应力较大,焊缝金属往往处于三向应力
焊接钢管与无缝钢管的介绍
格式:pdf
大小:7KB
页数:3P
4.4
钢管按生产方法可分为两大类:无缝钢管和焊接钢管。无缝钢管 按生产方法可分为:热轧无缝管、冷拔管、精密钢管、热扩管、冷旋 压管和挤压管等。无缝钢管用优质碳素钢或合金钢制成,有热轧、冷 轧(拔)之分。 钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为 不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格用公称口径(mm) 表示,公称口径是内径的近似值。习惯上常用英寸表示,如11/2等。 焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊 管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大 提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向 应力状态,增加了产生裂纹的可能性。 总有人问:螺旋焊接钢管和焊接钢管有什么不同呢?还有就是这 两种钢管那种好。其实大可不必纠结于这个问题。螺旋焊接钢管本身 就是焊接钢管的一种,只是在生产工艺上有些不同罢了

 16Mn无缝钢管的焊接工艺认可试验
16Mn无缝钢管的焊接工艺认可试验 16Mn无缝钢管的焊接工艺认可试验
格式:pdf
大小:1.1MB
页数:2P
4.8
拟定焊接工艺,对16mn无缝钢管进行焊接工艺认可试验。试验结果均符合nk船级规范,说明采用此焊接工艺可保证16mn无缝钢管的焊接质量。
QAP19无缝钢管D159焊接工序精华文档
159×4.5无缝钢管价格单
格式:pdf
大小:16KB
页数:1P
4.6
聊城宽达钢管有限公司价格单 产品名称规格数量(吨)单价(元)金额(元) 20#无缝钢管159*4.55170元/吨 13563527716 2018年4月14日

20#无缝钢管159×6
格式:pdf
大小:16KB
页数:1P
4.5
聊城宽达钢管有限公司出库单 产品名称规格数量(吨)单价(元)金额(元) 20#无缝管159*610吨5200元/吨52000元 合计金额:伍万贰仟元整金额小写:0635-7510013 2018年1月14日
42×4无缝钢管-76×4无缝钢管-89×3.5无缝钢管-108×6无缝钢管价格单
格式:pdf
大小:12KB
页数:1P
4.4
聊城宽达钢管有限公司价格清单 产品名称、材质、规格、数量 产品名称规格mm单价(元)数量(吨)金额 无缝钢管42*44900元/吨30吨147000元 无缝钢管76*44900元/吨30吨147000元 无缝钢管89*3.54900元/吨30吨147000元 无缝钢管108*64900元/吨30吨147000元 合计金额大写:伍拾捌万捌仟元整金额小写:588000元 2019-8-1 聊城宽达钢管有限公司
无缝钢管焊接尺寸 (2)
格式:pdf
大小:13KB
页数:8P
4.7
d (a)圆形口方形口六边形口边×边×厚 %20×20×3 40.098厚度%kg/m厚度%kg/m4 4.50.1250.21.571078.525×25×3 50.1540.1960.251.9631186.44 5.60.1930.32.3551294.230×30×4 60.2220.2830.352.74813102.132×32×3 6.30.2450.43.1414109.94 70.3020.3850.453.53315117.836×36×3 80.3950.5020.4350.53.92516125.64 90.4990.6360.5510.554.31817133.540×40×3 100.6170.7850.6
无缝钢管
格式:pdf
大小:8KB
页数:2P
4.6
无缝钢管生产史及主要制造工艺简介*k-z;i!d;o(a!~ 无缝钢管是一种重要的经济钢材。它广泛应用于石油、石化、化工、锅炉、电站、船 舶、机械制造,汽车、航空、建筑及军工等各个部门,是国民经济中不可缺少的钢材品种。 无缝钢管的生产在世界上已有一百多年的历史。首先是由德国曼内斯曼(mannesmann) 兄弟于1885年发明了斜轧穿孔工艺,从而开创了无缝钢管生产发展的历史。之后,他们继 续不懈地探索,寻求轧长、减薄穿孔厚壁毛管的方法,终于在1892年采用周期轧管工艺由 实心坯轧出世界上第一支无缝钢管,完成了由实心管坯轧制无缝管的“曼内斯曼轧管工艺”。 随后,多种轧管工艺相继出现:!_!l.l,x9~6s1l *1899年艾哈德(ehrhardt)轧管工艺的发明。艾哈德于1891年发明水压冲孔工艺以生 产冲孔杯状坯,并于1899年
QAP19无缝钢管D159焊接工序最新文档
3、无缝钢管
格式:pdf
大小:118KB
页数:6P
4.6
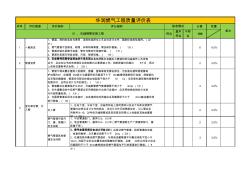
序号评价维度评价指标评分细则分值权重 符合 基本 符合 不符 合 100 1一般规定66.0% 2焊接资质22.0% 44.0% 引入管 1、在地下室、半地下室、设备层和地上密闭房间以及地下车库安装燃气 管道时应符合设计文件的规定;当设计文件无明确规定时,引入管应采 用钢号为10、20号的无缝钢管或具有同等及同等以上性能的其他金属管 材;(2分) 22.0% 燃气管道与室外 门、窗、排烟口 安全间距 1、中压管道距门、窗洞口≥0.5米 2、低压管道距门、窗洞口≥0.3米(燃气管道距生产厂房建筑物门、窗 距离不限) 3、距热水器排烟口≥0.5米(2分) 22.0% 燃气管道其他管 道安全间距 1燃气管道与相邻管道水平敷设时,应保证燃气管道、相邻管道的安装 、检查和维修,交叉敷设间距不小于2cm。(2分) 2、在建筑物外敷设燃气管道时,与其他金属管道平

无缝钢管大全
格式:pdf
大小:31KB
页数:3P
4.7
无缝钢管理论重量表 [来源:www.***.***][作者:中国钢管网][日期:09-04-21][热度:10124]文字大小:大中小 单位:kg/m 壁 厚外 径 33.544.555.56 322.1462.4602.7623.0523.3293.5943.847 382.5892.9783.3543.7184.0694.4084.735 422.8853.3233.7494.1624.5624.9515.327 453.1073.5824.0444.4954.9325.3585.771 503.4774.0144.5385.0495.5496.0366.511 543.7734.3594.9325.4936.0426.5787.103 57

无缝钢管知识
格式:pdf
大小:47KB
页数:24P
4.5
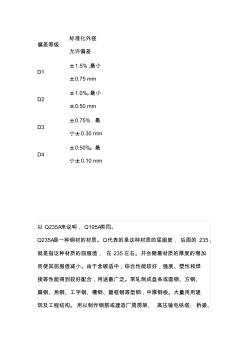
偏差等级 标准化外径 允许偏差 d1 ±1.5%,最小 ±0.75mm d2 ±1.0%。最小 ±0.50mm d3 ±0.75%.最 小±0.30mm d4 ±0.50%。最 小±0.10mm 以q235a来说明,q195a类同。 q235a是一种钢材的材质。q代表的是这种材质的屈服度,后面的235, 就是指这种材质的屈服值,在235左右。并会随着材质的厚度的增加 而使其屈服值减小。由于含碳适中,综合性能较好,强度、塑性和焊 接等性能得到较好配合,用途最广泛。常轧制成盘条或圆钢、方钢、 扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。大量用用建 筑及工程结构。用以制作钢筋或建造厂房房架、高压输电铁塔、桥梁、 车辆、锅炉、容器、船舶等,也大量用作对性能要求不太高的机械 零件。c、d级钢还可作某些专业用钢使用。 q235分a、b、c、d四级(gb700-88)
无缝钢管
格式:pdf
大小:2.7MB
页数:19P
4.7
-1- 目录 一.包钢钢联股份有限公司无缝钢管厂简介--------(1) 二.无缝钢管简介------------------------------(2) 三.包钢无缝钢管简介--------------------------(4) 无缝钢管标准-----------------------------(4) 无缝钢管生产设备-------------------------(7) 无缝钢管生产方法-------------------------(9) pqf简介---------------------------------(11) pqf设备组成—————————————————(12) 工艺流程——————————————————(13) 设备特点——————————————————-(13
大口径无缝钢管的焊接 大口径无缝钢管的焊接
格式:pdf
大小:207KB
页数:未知
4.3
大口径(φ426×10毫米)无缝钢管(10号钢)的焊接,在我单位承包的煤气主管道施工中被列为严格要求项目。除要求接头为单面焊双面成型之外,对管道焊缝的致密性和耐蚀性也有严格要求,并规定每个接头均应做100%x射线检查(3级以上为合格)。在转动管与固定管的全位置焊缝质量检查中,抽样均达到一级片,合格率为100%。现将操作工艺介绍如下。

无缝钢管手册
格式:pdf
大小:70KB
页数:3P
4.5
0.250.300.400.500.600.801.01.2 501.211.44 (51)1.231.47 531.281.53 (54)1.311.59 561.361.62 (57)1.381.65 601.461.74 631.531.83 651.581.89 (68)1.651.98 701.702.03 (73)1.782.12 751.822.18 (76)1.852.21 80 (83) 85 (89) 90 95 100 (102) (108) 110 120 125 130 (133) 140 150 160 170 180 190 200 2、冷拔(轧)无缝钢管(yb231-70) 外径 (mm) 1.41.51.61.82.02.22.52.83.0 1.681.791.9
某工程焊接工艺评定报告无缝钢管
格式:pdf
大小:106KB
页数:6P
4.4
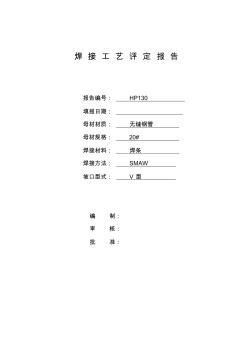
焊接工艺评定报告 报告编号:hp130 填报日期: 母材材质:无缝钢管 母材规格:20# 焊接材料:焊条 焊接方法:smaw 坡口型式:v型 编制: 审核: 批准: 焊接工艺评定报告 单位名称:批准人: 报告编号:hp130日期: 焊接方法:smaw机械化程度:手工半自动自动 焊接接头 坡口详图: 坡口形式v型 垫板(材料及规格) 其他 母材: 标准号gb/t8163-2008 牌号20# 类、组号i-1类、组别号i-1相焊 厚度:3.5mm 直径:57mm 其他: 焊后热处理: 温度 保温时间 保护气体:氩气 尾部保护气:流量 背部保护气:流量 焊接材料:焊条 焊接标准gb/t5117 焊条牌号、直径j4262.0 焊丝牌号、直径 焊剂牌号j426 熔敷金属厚
某工程焊接工艺评定报告无缝钢管
格式:pdf
大小:115KB
页数:7P
4.7
精品文档就在这里 -------------各类专业好文档,值得你下载,教育,管理,论文,制度,方案手册,应有尽有-------------- -------------------------------------------------------------------------------------------------------------------------------------------- ---------------------------------------------------------精品文档--------------------------------------------------------------------- 焊接工艺评定报告 报告编号:hp130 填报日期: 母材材质:无缝钢管 母材
QAP19无缝钢管D159焊接工序相关
文辑推荐
知识推荐
百科推荐


职位:建筑工程质量安全管理工程师
擅长专业:土建 安装 装饰 市政 园林


