

Q235B药芯焊丝半自动焊焊接工艺试验
格式:pdf
大小:829KB
页数:4P
人气 :68
 4.3
4.3
针对Q235B药芯焊丝半自动焊进行立焊、横焊、T型接头平焊的试验研究。选用E71T-8JD H8药芯焊丝,并对以上三种焊接方式制定了合理的焊接工艺参数。试验结果表明,三种焊接方式的接头外观和无损检测结果均合格,立焊、横焊焊接接头的拉伸、弯曲、冲击试验以及T型接头平焊的导向弯曲试验结果表明,三种焊接方式的焊接接头都具有良好的强度和韧性,均能够满足相关标准要求,完全符合产品的使用要求,选定的焊接材料和焊接工艺参数可用于这种钢材的现场焊接。



 Q235B药芯焊丝半自动焊焊接工艺试验
Q235B药芯焊丝半自动焊焊接工艺试验 Q235B药芯焊丝半自动焊焊接工艺试验
本文针对q235b药芯焊丝半自动焊进行了立焊、横焊、t型接头平焊的试验研究。试验选用e71t-8jdh8药芯焊丝,并对以上三种方式的焊接制定了合理的焊接工艺参数。试验结果表明,三种方式的焊接接头外观及无损检测结果合格,立焊、横焊焊接接头的拉伸、弯曲、;中击试验以及t型接头平焊的导向弯曲试验结果表明,三种焊接方式的焊接接头都具有良好的强度及韧性,均能够满足相关标准要求,也完全符合最终产品的使用要求,选定的焊接材料和焊接工艺参数可用于这种钢材的现场焊接。

编辑推荐下载

自动焊焊接工艺评定Q235B
格式:pdf
大小:370KB
页数:22P
4.4
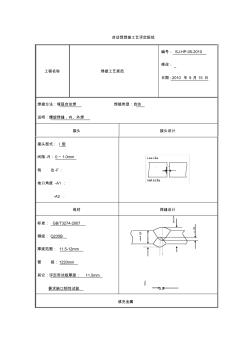
自动焊焊接工艺评定规范 工程名称焊接工艺规范 编号:sj-hp-05-2010 修改: 日期:2010年9月15日 焊接方法:埋弧自动焊焊接类型:自动 说明:螺旋焊缝,内、外焊 接头接头设计 接头型式:i型 间隙-r:0~1.0mm 钝边-f: 坡口角度-a1: -a2: 母材焊缝设计 标准:gb/t3274-2007 钢级:q235b 厚度范围:11.5-12mm 管径:1220mm 其它:评定用试板厚度:11.5mm 要求缺口韧性试验3.5 填充金属 11 .5 > 0 0- 2. 4 0- 3 焊接方法:saw(内焊)saw(外焊) 焊丝牌号:er50-6er50-6 规格:4.0mm4.0mm 焊剂型号:sj301sj301 焊接电流:750a800a 电弧电压:3
Q235B药芯焊丝半自动焊焊接工艺试验热门文档

X90钢管气保护药芯焊丝半自动焊工艺的研发
格式:pdf
大小:3.0MB
页数:37P
4
x90钢管气保护药芯焊丝半自动焊工艺的研发——本资料为[qc成果]x90钢管气保护药芯焊丝半自动焊工艺的研发,编制于2016年,共37页。课题背景:国内高钢级管道焊接施工主要采取自保护药芯焊丝半自动焊,焊接过程中存在较多质量问题。为了克服自保护药芯焊丝半自...
电站大直径厚壁管药芯焊丝全位置半自动焊接 电站大直径厚壁管药芯焊丝全位置半自动焊接
格式:pdf
大小:150KB
页数:3P
4.5
研究了火电站大直径厚壁管药芯焊丝全位置半自动焊接的工艺技术。用1.2mm细径药芯焊丝、co2气体保护、低频横向摆动、多层单道熔敷方式等工艺技术,可进行碳钢和低合金结构钢大直径厚壁管道的高质量全位置焊接,且焊接生产率比手工电弧焊提高一倍以上,焊接生产成本降低35%~47%。
PWT自动根焊+药芯半自动焊管道焊接工艺 PWT自动根焊+药芯半自动焊管道焊接工艺
格式:pdf
大小:857KB
页数:6P
4.3
结合长输管道工程实践,分析并研究了国内外不同的管道焊接工艺。提出了pwt自动根焊+药芯半自动焊的管道新型焊接工艺。试验研究和应用实践的结果表明,该新型焊接工艺性能优异,焊接质量上乘,焊接速度快,经济效益显著,具有推广使用价值。
347型不锈钢堆焊用药芯焊丝国产化焊接工艺 347型不锈钢堆焊用药芯焊丝国产化焊接工艺
格式:pdf
大小:270KB
页数:5P
4.4
在高温高压条件下,为防止腐蚀介质对设备内壁的腐蚀,很多设备的内壁要堆焊347型不锈钢堆焊层,如加氢反应器、变换炉等,但是,堆焊材料大量依赖进口。对比了国产347型不锈钢堆焊用药芯焊丝和进口347型不锈钢堆焊药芯焊丝在堆焊过程中的工艺性。通过试验表明:国产堆焊用347型药芯焊丝焊接工艺适应性较窄;某些国产的347型药芯焊丝通过试验参数的调整,堆焊后的堆焊接头性能得到改善能够满足产品要求。
Q235B药芯焊丝半自动焊焊接工艺试验精华文档
不锈钢管焊口药芯焊丝焊接工艺试验及运用 不锈钢管焊口药芯焊丝焊接工艺试验及运用
格式:pdf
大小:368KB
页数:2P
4.6
采用药芯焊丝对奥氏体不锈钢管道进行打底焊接,具有工艺性能良好、操作方便、焊接质量稳定的特点,在复杂的工艺配管施工及高空作业时优点更为突出。该工艺在本单位重点工程应用中,打破了传统的管内充氩保护的焊接方法,提高了工效,节约了成本。
超低碳不锈复合钢药芯焊丝CO2气体保护焊焊接工艺试验与研究
格式:pdf
大小:97KB
页数:2P
3
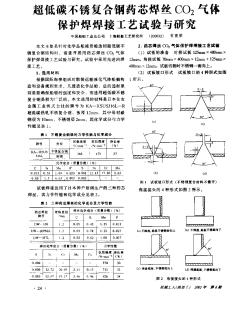
超低碳不锈复合钢药芯焊丝co2气体保护焊焊接工艺试验与研究——超低碳不锈复合钢药芯焊丝co2气体保护焊焊接工艺试验与研究
焊接工艺评定(Q235B)二保焊
格式:pdf
大小:175KB
页数:10P
4.5
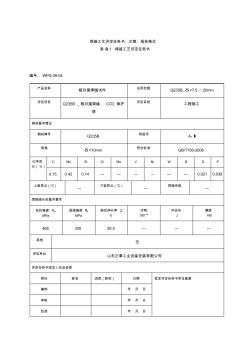
焊接工艺评定任务书、方案、报告格式 表b.1焊接工艺评定任务书 编号:wps-09-04 产品名称板对接焊缝试件应用范围q235b,δ=7.5⌒20mm 评定项目q235b,板对接焊缝,co2保护 焊 评定目的工程施工 钢材基本情况 钢材牌号q235b类级号a-ⅰ 规格 δ=10mm符合标准gb/t700-2006 化学成 分(%) cmnsicrmovniwbsp 0.150.420.14-----------------0.0210.039 上临界点(℃)---下临界点(℃)---焊接性能--- 焊接接头的基本要求 抗拉强度rm mpa 屈服强度re mpa 断后伸长率z % 冷弯 180° 冲击功 j 硬度 hb 46533030.5--------- 其他 无 评定单
金属粉型药芯焊丝气体保护焊焊接试验及应用 金属粉型药芯焊丝气体保护焊焊接试验及应用
格式:pdf
大小:851KB
页数:3P
4.6
金属粉型药芯焊丝气体保护焊具有高的焊接效率及优良的焊接质量,通过焊接试验和焊接工艺评定,确定了金属粉型药芯焊丝气体保护焊合理的焊接工艺参数,现已在溪洛渡电站机座等部件上得到成功应用。本文介绍了金属粉型药芯焊丝焊接试验过程及应用情况。

Q235B管道焊接工艺评定
格式:pdf
大小:513KB
页数:10P
4.5
焊接工艺指导书 表f.1共2页第1页 单位名称:xxxxxxxxxxxxxxxxxxxxxxx日期:2018年04月25日 焊接工艺指导书编号:qtja-pwps-2018-h-002焊接工艺评定报告编号:qtja-pqr-2018-h-002 焊接方法:gtaw+smaw机械化程度:手工 焊接接头型式(图1、图2) 接头型式:管对接坡口型式:单边v型 坡口角度:60°-65°钝边:1.0-2.0mm 背垫:不要求对口间隙:1.0-2.0mm 错边:<0.4mm焊缝余高:内侧≤1.0mm、外侧≤1.8mm 管材规格:ф377×10mm
Q235B药芯焊丝半自动焊焊接工艺试验最新文档

Q235B钢板焊接工艺评定
格式:pdf
大小:563KB
页数:39P
4.6
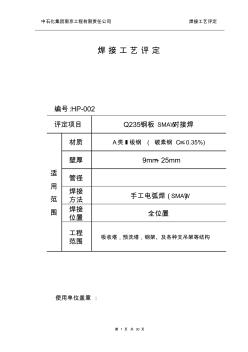
---------------------考试---------------------------学资学习网---------------------押题------------------------------ 焊接工艺评定 编号:hp-002 评定项目 适 用 范 围 材质 壁厚 管径 焊接 方法 焊接 位置 工程 范围 吸 收 塔, 预 洗 塔, 钢 架、 及 各 种 支 吊 架 等 结 构 q23钢对接sma类ⅰ级碳素0.35%)9m25mm) 手工电弧sma全位 使用单位盖章: 焊接工艺评定任务书 rw-06-02 编号: 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母材牌号q235b类级号a类ⅰ级 规格12mm:δ 焊接 材料 号型
Q235B钢板焊接工艺评定
格式:pdf
大小:510KB
页数:30P
4.6
中石化集团南京工程有限责任公司焊接工艺评定 第1页共30页 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 中石化集团南京工程有限责任公司焊接工艺评定 第2页共30页 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/
Q235B钢板-焊接工艺评定
格式:pdf
大小:505KB
页数:29P
4.6
中石化集团南京工程有限责任公司焊接工艺评定 第1页共29页 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 中石化集团南京工程有限责任公司焊接工艺评定 第2页共29页 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/

Q235B管道焊接工艺评定
格式:pdf
大小:506KB
页数:9P
4.3
焊接工艺指导书 表f.1共2页第1页 单位名称:xxxxxxxxxxxxxxxxxxxxxxx日期:2018年04月25日 焊接工艺指导书编号:qtja-pwps-2018-h-002焊接工艺评定报告编号:qtja-pqr-2018-h-002 焊接方法:gtaw+smaw机械化程度:手工 焊接接头型式(图1、图2) 接头型式:管对接坡口型式:单边v型 坡口角度:60°-65°钝边:1.0-2.0mm 背垫:不要求对口间隙:1.0-2.0mm 错边:<0.4mm焊缝余高:内侧≤1.0mm、外侧≤1.8mm 管材规格:ф377×10mm
Q235B钢板_焊接工艺评定
格式:pdf
大小:468KB
页数:29P
4.7
焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法 手工电弧焊(smaw) 焊接 位置全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/ 焊接接头的基本要求焊缝表面过度圆滑,跟部透度适中 机械性 能要求 抗拉强度 (mpa) 屈服强度 (mpa) 延伸率 (%) 弯曲角 (。)
自保焊药芯焊丝焊接工艺 自保焊药芯焊丝焊接工艺
格式:pdf
大小:150KB
页数:未知
4.7
自保护焊药芯焊丝焊接技术,焊接工艺是为提高管线工程建设质量的一种焊接材料,它在管线建设中的应用将会越来广泛。通过在管线建设中采用自保焊药芯焊丝焊接工艺的应用,对提高焊接生产效率和焊接质量获得了较好效果
STT+自保药芯焊丝半自动焊在“西二线”工程中的应用 STT+自保药芯焊丝半自动焊在“西二线”工程中的应用
格式:pdf
大小:155KB
页数:未知
4.3
管道运输作为综合运输体系的重要组成方式,在国民经济和社会发展中起着十分重要的作用。特别是“十一五”期间,以西气东输、川气东送、中哈原油管道、兰郑长成品油管道等工程为标志,我国油气管道建设和管道运输迅速发展,为解决我国能源运输紧张、保障能源供应安全发挥了重要作用。随着石油工业的不断发展,管道输送油气以其安全、经济、高效、环保而得到了迅猛的发展。长距离、大管径、高压力已经成为陆上油气输送管线的发展方向。长输管线施工工程中,焊接是极其重要的环节,管口焊接分根焊及填充盖面两道工序,根焊道的焊接又是管道焊接的关键。
C级钢自动焊药芯焊丝的研制 C级钢自动焊药芯焊丝的研制
格式:pdf
大小:260KB
页数:未知
4.6
介绍了c级钢自动焊药芯焊丝的研制情况。结果表明,此焊丝的焊接工艺性能良好,强度及韧性均满足技术要求,解决了我国c级钢无专用自动焊焊丝的问题。
超低碳不锈复合钢药芯焊丝CO_2气体保护焊焊接工艺试验与研究 超低碳不锈复合钢药芯焊丝CO_2气体保护焊焊接工艺试验与研究
格式:pdf
大小:185KB
页数:未知
4.7
本文主要是针对化学品船液货舱选用超低碳不锈复合钢结构时,着重开展用药芯焊丝co_2气体保护焊焊接工艺试验与研究。试验中采用先进的焊接工艺。
药芯焊丝CO_2气体保护焊工艺试验 药芯焊丝CO_2气体保护焊工艺试验
格式:pdf
大小:215KB
页数:未知
4.8
详细介绍了药芯焊丝co2焊工艺试验。试验结果表明,焊接接头的力学性能及焊缝截面的成形完全能满足《蒸汽锅炉安全技术监察规程》受压元件焊缝制造要求。应用表明,药芯焊丝co2焊焊接工艺性能好,熔敷速度快,生产率高,综合成本低于焊条电弧焊和实心焊丝co2焊,经济效益显著,值得推广。同时还介绍了药芯焊丝co2焊的操作工艺要点,对药芯焊丝的应用具有一定的借鉴作用。
Q235B药芯焊丝半自动焊焊接工艺试验相关
文辑推荐
知识推荐
百科推荐


职位:咨询工程师
擅长专业:土建 安装 装饰 市政 园林


