




 电弧螺柱焊用圆柱头焊钉的焊接
电弧螺柱焊用圆柱头焊钉的焊接 电弧螺柱焊用圆柱头焊钉的焊接
电弧螺柱焊用圆柱头焊钉(以下简称焊钉),俗称栓钉、剪力钉,主要用于钢结构工程中各类结构的抗剪(如楼层板)、埋设与锚固(如柱脚)。产品标准为gb/t10433—2002。
PLC在钉头管埋弧螺柱焊中的应用 PLC在钉头管埋弧螺柱焊中的应用
为了对钉头管焊接过程进行精确控制,将plc应用于钉头管埋弧螺柱焊焊接控制。介绍了钉头管埋弧螺柱焊焊接控制系统的组成及控制要求,选用了艾默生ec10-2416bta型可编程控制器,采用艾默生编程软件controlstart编制控制程序,实现了钉头管埋弧螺柱焊的自动化焊接。该系统高效节能,并克服了手工焊劳动强度大、接头质量差、焊接效率低等缺点,具有故障诊断和报警功能,并作出相应的处理,保证稳定焊接质量。
编辑推荐下载
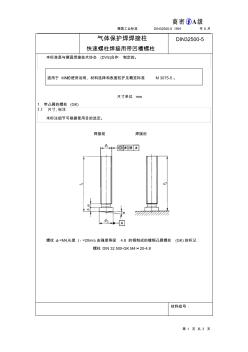
DIN32500-5气体保护焊焊接柱快速螺柱焊接用带凹槽螺柱
格式:pdf
大小:107KB
页数:3P
 4.6
4.6
德国工业标准din32500-51991年6月 第1页共3页 气体保护焊焊接柱 快速螺柱焊接用带凹槽螺柱 din32500-5 本标准是与德国焊接技术协会(dvs)合作制定的。 适用于mn的使用说明、材料选择和表面防护见概览标准m3075-5。 尺寸单位mm 1带凸肩的螺柱(gk) 1.1尺寸,标注 未标注细节可根据使用目的选定。 焊接前焊接后 螺纹d1=m4,长度l1=20mm,由强度等级4.8的钢制成的镀铜凸肩螺柱(gk)的标记: 螺柱din32500-gkm4×20-4.8 材料组号: 德国工业标准din32500-51991年
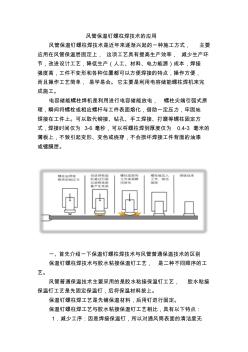
风管保温钉螺柱焊技术 (2)
格式:pdf
大小:227KB
页数:2P
4.5
风管保温钉螺柱焊技术的应用 风管保温钉螺柱焊技术是近年来逐渐兴起的一种施工方式,主要 应用在风管保温层固定上,这项工艺具有提高生产效率,减少生产环 节,改进设计工艺,降低生产(人工、材料、电力能源)成本,焊接 强度高,工件不变形和各种位置都可以方便焊接的特点,操作方便, 而且操作工艺简单,易学易会。它主要是利用电容储能螺柱焊机来完 成施工。 电容储能螺柱焊机是利用进行电容储能放电,螺柱尖端引弧式原 理,瞬间将螺栓或相应螺杆与工件表面熔化,借助一定压力,牢固地 焊接在工件上。可以取代铆接、钻孔、手工焊接、打磨等螺柱固定方 式,焊接时间仅为3-6毫秒,可以将螺柱焊到厚度仅为0.4-3毫米的 薄板上,不致引起变形、变色或烧穿,不会损坏焊接工件背面的油漆 或镀膜层。 一、首先介绍一下保温钉螺柱焊技术与风管普通保温技术的区别 保温钉螺柱焊技术与胶水粘接保温钉工艺,是二种不同顺序的
GBT10433电弧螺柱焊用圆柱头焊钉热门文档
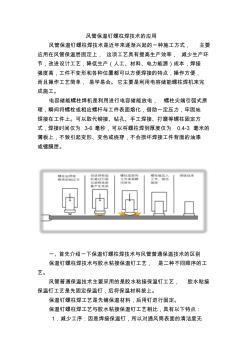
风管保温钉螺柱焊技术
格式:pdf
大小:227KB
页数:2P
4.7
风管保温钉螺柱焊技术的应用 风管保温钉螺柱焊技术是近年来逐渐兴起的一种施工方式,主要 应用在风管保温层固定上,这项工艺具有提高生产效率,减少生产环 节,改进设计工艺,降低生产(人工、材料、电力能源)成本,焊接 强度高,工件不变形和各种位置都可以方便焊接的特点,操作方便, 而且操作工艺简单,易学易会。它主要是利用电容储能螺柱焊机来完 成施工。 电容储能螺柱焊机是利用进行电容储能放电,螺柱尖端引弧式原 理,瞬间将螺栓或相应螺杆与工件表面熔化,借助一定压力,牢固地 焊接在工件上。可以取代铆接、钻孔、手工焊接、打磨等螺柱固定方 式,焊接时间仅为3-6毫秒,可以将螺柱焊到厚度仅为0.4-3毫米的 薄板上,不致引起变形、变色或烧穿,不会损坏焊接工件背面的油漆 或镀膜层。 一、首先介绍一下保温钉螺柱焊技术与风管普通保温技术的区别 保温钉螺柱焊技术与胶水粘接保温钉工艺,是二种不同顺序的
预埋件钢筋埋弧螺柱焊及其应用 预埋件钢筋埋弧螺柱焊及其应用
格式:pdf
大小:370KB
页数:5P
4.8
介绍了预埋件钢筋埋弧螺柱焊,它是将螺柱焊与埋弧焊很好结合,经试验研究而发明的一种新技术。其基本原理是,采用螺柱焊焊枪将钢筋夹紧,顶压在钢板上,利用螺柱焊机输出强电流,熔化钢筋和钢板在焊剂层下形成熔池,加压完成一种压焊接头。还介绍了该项技术在北京国家体育场和上海世博园工程中的成功应用。
GB_内六角圆柱头螺钉GB-T70.1-2000
格式:pdf
大小:17KB
页数:17P
4.4
gb_fastener_screws_hshcsm64x160 gb_fastener_screws_hshcsm64x160 gb_fastener_screws_hshcsm64x160 gb_fastener_screws_hshcsm64x180 gb_fastener_screws_hshcsm64x180 gb_fastener_screws_hshcsm64x180 gb_fastener_screws_hshcsm64x200 gb_fastener_screws_hshcsm64x200 gb_fastener_screws_hshcsm64x200 gb_fastener_screws_hshcsm64x220 gb_fastener_screws_hshcsm64x220 gb_fastener_screws_hshcsm64x220 gb_f
太钢350m^3高炉工程电弧螺柱焊施工技术总结
格式:pdf
大小:156KB
页数:6P
4.8
一。。27t , 太钢1350m。高炉工程电弧 螺柱焊施工技术总结 一 、前言 任飞划度久 太锕1550m。高炉工程是国家七 五计划四座1260nl。高炉工程项目后的 叉一重要工程,是太锕高炉中容祝最大的 一麈高炉,年产生铁量92万吨。 太钢1350m。高炉工程从设计勤魄工 大量引进和吸收消化了国内外的新技术, 斩工艺、新材料、新设备。其中在高炉炉 顶、热风炉本体、租煤气系统、热风管 道、烟道等喷涂工程需用的十四万余个定 型锚匾钉便是采再电弧螺柱焊新工艺进行 焊接。 所谓电弧螺柱焊就是将连接停同焊条 台二为一的焊钉,通过特制的焊枪,在自 动计时装置的严格控制下,在极短的时间 (0.2~1.5秒)内,直接将焊钉全截面焊 到工件上的一种新工艺。 这项薪工艺的采用,得到了冶金部建 筑研究总院钢研所的大力支
GBT10433电弧螺柱焊用圆柱头焊钉精华文档

【CN305354871S】窗帘杆装饰头(圆柱头)【专利】
格式:pdf
大小:492KB
页数:3P
4.3
(19)中华人民共和国国家知识产权局 (12)外观设计专利 (10)授权公告号 (45)授权公告日 (21)申请号201930068159.0 (22)申请日2019.02.19 (73)专利权人王念 地址342500江西省赣州市瑞金市黄柏乡 凯丰村茶坝子小组3号 (72)设计人王念 (51)loc(12)cl. 08-11 (54)使用外观设计的产品名称 窗帘杆装饰头(圆柱头) 立体图 图片或照片3幅简要说明1页 cn305354871s 2019.09.20 cn 30 53 54 87 1 s 主视图 俯视图 立体图 外观设计图片或照片1/1页 2 cn305354871s 1、本外观设计产品的名称:窗帘杆装饰头(圆柱头)。 2、本外观设计产品的用途:本外观设计产品用于家居装饰,例如用于窗帘杆两端,安装 固
GBT10433电弧螺柱焊用圆柱头焊钉最新文档

GBT3098.6-2000紧固件机械性能不锈钢螺栓、螺钉、螺柱和螺母.
格式:pdf
大小:307KB
页数:4P
4.6
gbt3098.6-2000紧固件机械性能不锈钢螺栓、螺钉、螺柱和螺母 紧固件机械性能不锈钢螺栓、螺钉和螺柱gb/t3098.6-2000 idtiso3506-1:1997 代替gb/t3098.6-1986 mechanicalpropertiesoffastenersbolts,screwsandstudsmadeofstainless-steel 范围 本标准规定了由奥氏体、马氏体和铁素体耐腐蚀不锈钢制造的、在环境温度为15^25℃条件下进 行试验时,螺栓、螺钉和螺柱的机械性能。在较高或较低温度下,其性能可能不同。 本标准适用的螺栓、螺钉和螺柱: 螺纹公称直径d<39mm; 符合gb/t192规定的普通螺纹; 符合gb/t193规定的直径与螺距组合; 符合gb/t196规定的基本尺寸; 符合gb/t197规

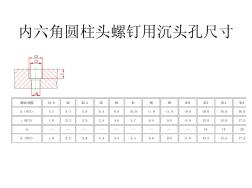
内六角圆柱头螺钉规格
格式:pdf
大小:68KB
页数:1P
4.5
m1.6m2m2.5m3m4m5m6m8m10m12m14m16m20m24m30m36 0.350.40.450.50.70.811.251.51.75222.533.54 15161718202224283236404452607284 max①33.84.55.578.510131618212430364554 max②3.143.984.685.687.228.7210.2213.2716.2718.2721.3324.3330.3336.3945.3954.46 1.622.5345681012141620243036 0.711.11.322.5345678101215
全自动钉头管电容储能螺柱焊技术的开发 全自动钉头管电容储能螺柱焊技术的开发
格式:pdf
大小:108KB
页数:未知
4.6
为适应钉头管生产而开发研制了新型高效电容储能螺柱焊机。在指出电弧螺柱焊的局限性的同时,提出以电容储能螺柱焊的方法来代之,并且进一步开发了自动控制焊接技术。在焊接电源中作了大量改进,以适应高速、高效、可靠等特点,在控制系统中采用plc控制的操作系统来自动完成整个焊接循环过程。通过该钉头管螺柱焊系统在生产中的实际应用,进一步突出其优越性。
 V型锚固钉电弧螺柱焊的应用
V型锚固钉电弧螺柱焊的应用 V型锚固钉电弧螺柱焊的应用
格式:pdf
大小:158KB
页数:未知
4.5
鞍钢11~#高炉在改造性大修中,根据设计要求,需在上升管、下降管、除尘器上部三通管、热风围管、炉体炉壳由钢砖至炉顶钢圈部位喷涂一层厚度为50~150mm不定型耐火材料。为此,在耐火材料喷涂之前,应在炉壳或者管道的内壁焊接v型锚固钉。主要目的是为
高效节能钉头管电容储能螺柱焊技术的开发 高效节能钉头管电容储能螺柱焊技术的开发
格式:pdf
大小:145KB
页数:未知
4.5
介绍了为适应钉头管生产而开发研制的新型高效电容储能螺柱焊机。在焊接电源的充电回路中设计了三相桥式半控、恒流高效充电回路,取消了限流电阻;在放电回路中设计了放电可控硅施加反向电压电路,以强制关断;互锁采用逻辑电路控制,实现可靠互锁。最后还对电弧螺柱焊及电容储能螺柱焊的焊接接头从质量及经济方面进行了比较,指出了电容储能螺柱焊所具有的优越性。
GBT10433电弧螺柱焊用圆柱头焊钉相关
文辑推荐
知识推荐
百科推荐


职位:消防预结算设计员
擅长专业:土建 安装 装饰 市政 园林


