

COP95-07钢筋闪光对焊作业指导书
格式:doc
大小:39KB
页数:4P
人气 :64
 4.4
4.4
标题:钢筋闪光对焊作业指导书 编制人 审核人 批准人 日 期 日 期 日 期 修改概要 修改号 修 改 内 容 概 要 修改人 审核人 批准日期 钢筋闪光对焊作业指导书 1.0主题内容与适用范围: 本作业指导书规定了钢筋的对焊工艺、焊接工艺参数选择及质量要求等。 本作业指导书适用于华泰第二工程公司。 2.0引用标准:JGJ18—84《钢筋焊接及验收规程》,GB50204—92《混凝土结构工程施工及验收规范》,GBJ301—88




钢筋闪光对焊作业指导书
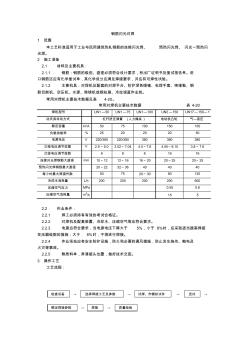
钢筋闪光对焊 作业指导书 批准: 审核: 编制: 二十二冶一公司唐钢工程项目经理部 2003年7月25 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应 有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方 式 杠杆挤压弹簧(人力操纵)电动机凸轮气一液压

4.2.4钢筋闪光对焊作业指导书
1 x/xxxx04-2002 钢筋闪光对焊作业指导书 编制人 编制单位 审核人 批准人 实施日期 2 1、目的 保证施工工艺在受控状态下,符合规定的要求运行。 2、适用范围 适用于施工现场钢筋闪光对焊操作工艺。 3、职责 3.1技术科为归口管理部门。 3.2质安科负责具体管理、监督工作。 3.3项目部负责具体实施。 4、工作程序 4.1基本工作要求。 4.1.1对焊操作人员必须持有合格证。 4.1.2在钢筋焊接生产中,应按照国家规范中的规定,进行焊前检验(接头的各项性能试验和质 量检验)。 4.1.3钢筋焊接应根据对焊钢筋的品种、直径,并按《钢筋焊接及验收规程》选择闪光焊接工艺。 4.1.4每台对焊机须配备单独的电流表和电压表,掌握电压的波动,若电压下降大于5%,小于 8%时,变压器级数应适当提高,电压下降大于或等于8%时,应立即停止焊接。
编辑推荐下载
钢筋闪光对焊作业指导书 (2)
格式:pdf
大小:232KB
页数:10P
4.5
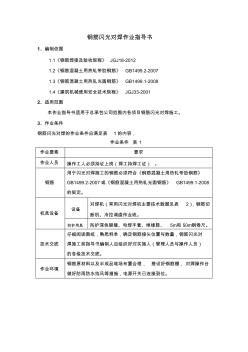
钢筋闪光对焊作业指导书 1、编制依据 1.1《钢筋焊接及验收规程》jgj18-2012 1.2《钢筋混凝土用热轧带肋钢筋》gb1499.2-2007 1.3《钢筋混凝土用热轧光圆钢筋》gb1499.1-2008 1.4《建筑机械使用安全技术规程》jgj33-2001 2、适用范围 本作业指导书适用于总承包公司范围内各项目钢筋闪光对焊施工。 3、作业条件 钢筋闪光对焊的作业条件应满足表1的内容, 作业条件表1 作业要素要求 作业人员操作工人必须持证上岗(焊工持焊工证)。 钢筋 用于闪光对焊施工的钢筋必须符合《钢筋混凝土用热轧带肋钢筋》 gb1499.2-2007或《钢筋混凝土用热轧光圆钢筋》gb1499.1-2008 的规定。 机具设备 设备 对焊机(常用闪光对焊机主要技术数据见表2),钢筋切 断机、冷拉调直作业线。 防护用具防护深色眼镜、电焊手套、绝缘


COP96-03钢筋闪光对焊作业指导书
格式:doc
大小:39KB
页数:4P
4.5
标题:钢筋闪光对焊作业指导书 编制人 审核人 批准人 日期 日期 日期 修改概要 修改号 修改内容概要 修改人 审核人 批准日期 钢筋闪光对焊作业指导书 1.0主题内容与适用范围: 本作业指导书规定了钢筋的对焊工艺、焊接工艺参数选择及质量要求等。 本作业指导书适用于华泰第二工程公司。 2.0引用标准:jgj18—96《钢筋焊接及验收规程》,gb50204—92《混凝土结构工程施工及验收规范》,gbj301—88
COP95-07钢筋闪光对焊作业指导书热门文档
1.2.1钢筋闪光对焊(铁路)作业指导书
格式:pdf
大小:450KB
页数:13P
4.8
××铁路×标段桥涵工程 编号: 钢筋闪光对焊施工作业指导书 单位: 编制: 审核: 批准: 2013年5月20日发布2013年5月20日实施 2 钢筋闪光对焊施工作业指导书 1、编制目的 本作业指导书适用于热轧钢筋的连续闪光焊、预热闪光焊、闪光一 预热闪光焊。 2、作业准备 2.1、材料准备 a、钢筋:采购的钢筋必须有生产厂家的出厂合格证和复试检验报告, 其性能符合有关标准和规范要求。 b、电源:380v±5%交流电 2.2、施工机具 a、对焊机——焊机的型号有un1-100、un1-150。 b、工具:活动板手32㎜以下一套,3m和50m钢卷尺各一把,卡 尺一把。 2.3、劳动力准备 对焊机操作工:经过培训,考试合格,持证一岗。 钢筋制作工:经过三级安全教育,对本钢筋工程熟练操作的技术工 人。 3、技术要求 3.1工作棚:要宽畅,光线充足,一般跨度≮9m。
钢筋闪光对焊
格式:pdf
大小:13KB
页数:8P
4.8
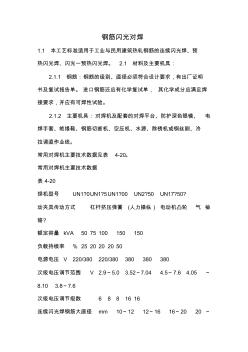
钢筋闪光对焊 1.1本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预 热闪光焊、闪光一预热闪光焊。2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明 书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊 接要求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电 焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷 拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据 表4-20 焊机型号un1?0un1?5un1?00un2?50un17?50? 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气椧 貉? 额定容量kva5075100150150 负载持续率%2520202050 电源电压v220/
钢筋闪光对焊
格式:pdf
大小:58KB
页数:7P
4.5
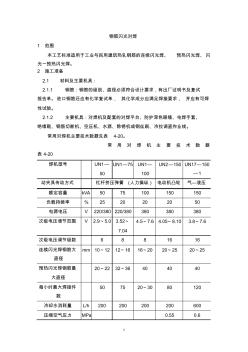
1 钢筋闪光对焊 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪 光一预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试 报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊 性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、 绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据 表4-20 焊机型号un1— 50 un1—75un1— 100 un2—150un17—150 —1 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气—液压 额定容量kva50751001
钢筋闪光对焊作业
格式:pdf
大小:55KB
页数:5P
4.5
洛阳炼化工程有限责任公司qhse管理体系文件 钢筋闪光对焊作业指导书 版本号:c 文件编号:lhgc/wj-7.5-06 受控状态:受控 分发号: 编制: 审核: 批准: 2011年1月1日发布2011年1月1日实施 洛阳炼化工程有限责任公司发布 第1页共4页 洛阳炼化工程有限责任公司qhse作业文件 文件名钢筋闪光对焊作业指导书页次 文件编号lhgc/wj-7.5-06版本/修订号c/0 1目的 有效控制钢筋闪光对焊作业,规范施工程序,保证施工质量和安全。 2适用范围 公司钢筋的对焊工艺、焊接工艺参数选择及质量要求等。 3职责 3.1施工员负责作业过程的施工协调、资源安排及进度控制及参与图纸会审。 3.2技术员负责技术文件的宣贯、图纸会审、施工组织设计的编制及审批办理、预防措 施的制定、施工过程中技术参数(含新技术
014钢筋闪光对焊
格式:pdf
大小:42KB
页数:5P
4.5
钢筋闪光对焊 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪光一预热闪 光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进 口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢 筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据表4-20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气—液压 额定容量kva5075100150150 负载持续率%252
COP95-07钢筋闪光对焊作业指导书精华文档
C.1钢筋闪光对焊
格式:pdf
大小:22KB
页数:1P
4.4
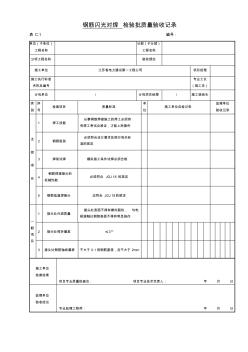
钢筋闪光对焊检验批质量验收记录 表c.1编号: 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称验收部位 施工单位江苏省电力建设第一工程公司项目经理 施工执行标准 名称及编号 专业工长 (施工员) 分包单位/分包项目经理/施工班组长 类 别 序 号 检查项目质量标准 单 位 施工单位自检记录 监理单位 验收记录 主 控 项 目 1焊工技能 从事钢筋焊接施工的焊工必须持 有焊工考试合格证,才能上岗操作 2钢筋级别 必须符合设计要求及现行有关标 准的规定 3焊前试焊模拟施工条件试焊必须合格 4 钢筋焊接接头的 机械性能 必须符合jgj18的规定 5钢筋低温焊接头应符合jgj18的规定 一 般 项 目 1接头处外观质量 接头处表面不得有横向裂纹,与电 极接触处钢筋表面不得有明显烧伤 2接头处弯折偏差≤3° 3接头处钢筋轴线偏
6基础钢筋闪光对焊
格式:pdf
大小:109KB
页数:6P
4.7
yuan,anincreaseof17.5%;localgovernmentgeneralbudgetrevenueof500millionyuan,...painting,modelculturecreatesnewmachurchcommunity,creatinglakescenicspotcultureeducationbase,receivedhighevaluationfromprovincialandmunicipaldisciplineinspectioncommission,thepeople'sdailyspecialreport.constantlypromoteindependentcommissionagainstcor
钢筋闪光对焊原理和要求
格式:pdf
大小:8KB
页数:3P
4.7
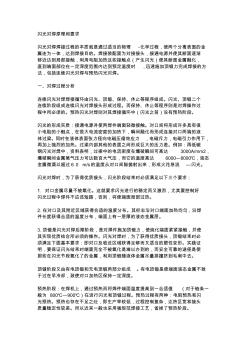
闪光对焊原理和要求 闪光对焊焊接过程的本质就是通过适当的物理-化学过程,使两个分离表面的金 属连为一体,达到焊接目的。焊接装配面为对接接头,接通电源并使其断面逐渐 移近达到局部接触,利用电阻加热这些接触点(产生闪光)使其断面金属融化, 直到端面部位在一定深度范围内达到预定温度时,迅速施加顶锻力完成焊接的方 法,包括连续闪光对焊与预热闪光对焊。 一、对焊过程分析 连续闪光对焊焊接循环由闪光、顶锻、保持、休止等程序组成。闪光、顶锻二个 连续阶段组成连续闪光对焊接头形成过程。而保持、休止等程序则是对焊操作过 程中所必须的。预热闪光对焊则对其焊接循环中(闪光之前)设有预热阶段。 闪光的形成实质:接通电源并使两焊件端面轻微接触。对口间将形成许多具有很 小电阻的小触点,在很大电流密度的加热下,瞬间融化而形成连接对口两端的液 体过梁。同时在液体表面张力径向电磁压缩效应力,电磁斥力,电磁引力作用下,
钢筋闪光对焊基本要求 (2)
格式:pdf
大小:36KB
页数:3P
4.3
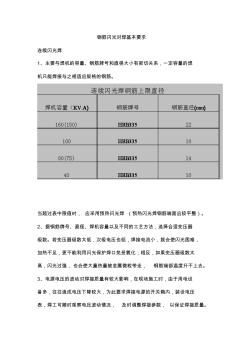
钢筋闪光对焊基本要求 连续闪光焊 1、主要与焊机的容量、钢筋牌号和直径大小有密切关系,一定容量的焊 机只能焊接与之相适应规格的钢筋。 当超过表中限值时,应采用预热闪光焊(预热闪光焊钢筋端面应较平整)。 2、据钢筋牌号、直径、焊机容量以及不同的工艺方法,选择合适变压器 级数。若变压器级数太低,次级电压也低,焊接电流小,就会使闪光困难, 加热不足,更不能利用闪光保护焊口免受氧化;相反,如果变压器级数太 高,闪光过强,也会使大量热量被金属微粒带走,钢筋端部温度升不上去。 3、电源电压的波动对焊接质量有较大影响,在现场施工时,由于用电设 备多,往往造成电压下降较大,为此要求焊接电源的开关箱内,装设电压 表,焊工可随时观察电压波动情况,及时调整焊接参数,以保证焊接质量。 4、闪光对焊时,应选择合适的调伸长度、烧化留量、顶锻留量以及变压 器级数等焊接参数。边续闪光焊时的留量应包括烧化留量、有

钢筋闪光对焊工艺
格式:pdf
大小:106KB
页数:8P
4.4
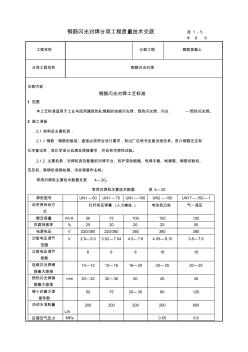
工程名称 钱江疗养院改造项目 工程 交底部位 工程编号日期 工程名称 钱江疗养院改造项目 工程 交底部位 工程编号日期 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光— 预热闪光焊。 2施工准备 2.1材料及主要机具: 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动 方式 杠杆挤压弹簧(人力操纵)电动机凸轮气一液压 额定容量kva5075100150150 负载持续率%2520202050 电源电压v220/380220/380380380380 次级电压调 节范围 v2.9—5.03.52—7.0 4 4.5—7.64.05—8.103.8—7.6
COP95-07钢筋闪光对焊作业指导书最新文档
钢筋闪光对焊工艺标准 (6)
格式:pdf
大小:81KB
页数:5P
4.3
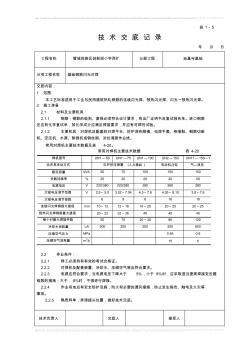
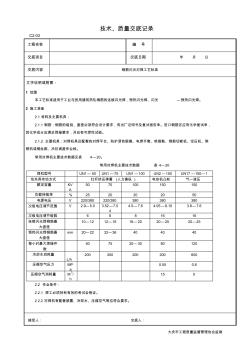
技术、质量交底记录 c2-03 大庆市工程质量监督管理协会监制 工程名称编号 交底项目交底日期年月日 交底内容钢筋闪光对焊工艺标准 文字说明或附图: 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单, 其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、空压机、除 锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方式杠杆挤压弹簧(
钢筋闪光对焊工艺标准 (7)
格式:pdf
大小:83KB
页数:6P
4.5
1 2020年4月19日 钢筋闪光对焊工艺 标准 文档仅供参考 2 2020年4月19日 工程名称 河南新龙矿业有限公司梁北 矿井选煤厂主厂房 交底部位配电所主体 工程编号日期月日 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有 化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断 机、空压机、除锈机或钢丝刷、冷拉调直作业线。 常见对焊机主要技术数据见表4—20。 常见对焊机主要技术数据表4—20 焊机型号un1—50un1—
钢筋闪光对焊工艺标准2
格式:pdf
大小:89KB
页数:6P
4.6
钢筋闪光对焊分项工程质量技术交底技1-5 年月日 工程名称分部工程钢筋混凝土 分项工程名称钢筋闪光对焊 交底内容: 钢筋闪光对焊工艺标准 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊,预热闪光焊、闪光—预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有 化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 空压机、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方 式 杠杆挤压弹簧(人力操纵
控制钢筋闪光对焊质量qc成果
格式:pdf
大小:966KB
页数:11P
4.7
中铁16局集团四公司第25次 (2008年度)qc小组成果 发表会材料 开展qc活动 控制钢筋闪光对焊质量 单位:中铁十六局集团四公司 小组名称:六沾复线w3标工程指挥部一工区qc小组 发表人:王占东 发表日期:二○○八年十一月十二日 -1- 中铁十六局集团第25次(2008年度)qc小组成果发表会材料 开展qc活动 控制钢筋闪光对焊质量 一、工程概况 贵昆铁路六盘水至沾益段新建二线线路全长247.633km,设计时速160km/h,铁路等级ⅰ级。 w3标段东起天生桥双线特大桥,西止三联隧道。正线长度12828.08m。其中天生桥双线特大桥是全 线最高、跨度最大的桥梁,最高桥墩78m,主跨采用68+2×128+72现浇连续梁,施工难度大,质量 标准高。该桥主筋焊接大量采用闪光对焊技术,因此控制好闪光对焊质量尤为重要。
![[常识]钢筋闪光对焊标准-精品合集](https://files.zjtcn.com/group1/M00/2F/D0/CgoBZ2AcysuAZKdJAAA1KgxZyqg668.jpg)
[常识]钢筋闪光对焊标准-精品合集
格式:pdf
大小:334KB
页数:52P
4.3
钢筋工程质量标准 一、钢筋加工工程 1)钢筋进场时,其质量必须符合标准的规定。 2)钢筋应平直无损伤、脆断,表面不得有裂纹、油污、颗粒状或片状老锈。 3)受力钢筋的弯钩和弯折应符合下列规定: ①hpb235级钢筋末端应作1800弯钩,其弯弧内直径不应小于钢筋直径的2.5 倍,弯钩的弯后平直部分长度不应小于钢筋直径的3倍; ②当设计要求钢筋末端需作1350弯钩时,hrb335级、hrb400级钢筋的弯弧 内直径不应小于钢筋直径的4倍,弯钩的弯后平直部分长度应符合设计要求; ③钢筋作不大于900的弯折时,弯折处的弯弧内直径不应小于钢筋直径的5 倍。 4)除焊接封闭环式箍筋外,箍筋的末端应作弯钩,弯钩形式应符合设计要求; 当设计无具体要求时,应符合下列规定: ①箍筋弯钩的弯弧内直径除应满足第4条的规定外,尚应不小于受力钢筋直 径; ②箍筋弯钩的弯折角度:对一般结构,不应小于
【AAA】钢筋闪光对焊
格式:pdf
大小:37KB
页数:5P
4.6
【meiwei_81重点借鉴文档】 【meiwei_81重点借鉴文档】 钢筋闪光对焊 1.1本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热 闪光焊、闪光一预热闪光焊。2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及 复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要 求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电 焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷 拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据 表4-20 焊机型号un1?0un1?5un1?00un2?50un17?50? 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气椧 貉? 额定容量kva5075100150150

钢筋闪光对焊连接工艺标准
格式:pdf
大小:79KB
页数:7P
4.3
天津市建工工程总承包有限公司文件题名:钢筋闪光对焊连接工程 工艺标准页数:共7页 -51- dd钢筋闪光对焊连接工程规范 一、适用范围: 适用于钢筋直径较小的情况,所能焊接的最大最大钢筋直径应随着焊机容 量的降低和钢筋级别的提高而减小。 连续闪光焊钢筋上限直径 焊机容量 (kva) 15010075 钢筋级别i级ii级iii级i级ii级iii级i级ii级iii级 钢筋直径 (mm) 252220201816161412 (二)预热闪光焊: 适用范围: 此工艺适用于端面比较平整,直径较大的钢筋。 (三)闪光——预热——闪光焊: 此工艺适用于钢筋端面不够平整的情况。 二、施工准备: (一)设备准备: 根据钢筋品种、直径选用un1-75型、un1-100型、un2-150型、

.钢筋闪光对焊工艺标准完成
格式:pdf
大小:62KB
页数:4P
4.5
工程名称 中国人民解放军第91中心医 院综合楼二期 交底部位地下室 工程编号日期2011-10-27 交底内容: 钢筋闪光对焊工艺标准 1、材料要求 钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 2、主要机具:对焊机具及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、 冷拉调直作业线。 常用对焊机主要技术数据见表4—20。 常用对焊机主要技术数据表4—20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方 式 杠杆挤压弹簧(人力操纵)电动机凸轮气一液压 额定容量kva5075100150150 负载持续率%2520202050 电源电压v220/380220/380380380380 次级电压调节 范围 v2.9—5.03.52—7.0
最新编制钢筋闪光对焊
格式:pdf
大小:58KB
页数:9P
4.7
钢筋闪光对焊 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热 闪光焊、闪光一预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明 书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊 接要求,并应有可焊性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电 焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷 拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据表4-20 焊机型号un1—50un1—75un1—100un2—150un17—150—1 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气—液压 额定容量kva5075100150150 负载持续率%2520202050 电源电压

表C.1钢筋闪光对焊
格式:pdf
大小:65KB
页数:3P
4.7
钢筋闪光对焊质量检验记录 工程编号:检验部位: 类 别 序 号 检查项目质量标准 单 位 施工单位自检记录 监理(建设) 单位验收记录 主 控 项 目 1焊工技能☆ 从事钢筋焊接施工的焊工必 须持有焊工考试合格证,才能 上岗操作 2钢筋级别☆ 符合设计要求和现行有关标 准的规定 3焊前试焊☆模拟施工条件试焊必须合格 4 钢筋焊接接头 的机械性能☆ 必须符合jgj18的规定 5钢筋低温焊接头应符合jgj18的规定 一 般 项 目 1接头处外观质量 接头处表面不得有横向裂纹,与 电极接触处钢筋表面不得有明 显烧伤 2接头处弯折偏差≤3° 3 接头处钢筋 轴线位移 不大于0.1倍钢筋直径,且不大 于2mm 施工单位 检查结果 项目专业质量检查员:项目专业技术负责人:年月日 监理(建设)单位 验收结论 专业监理工程师: (建设单位项目专业技术负责人
COP95-07钢筋闪光对焊作业指导书相关
文辑推荐
知识推荐
百科推荐


职位:甲级环境影响评价师
擅长专业:土建 安装 装饰 市政 园林


