

Φ89mm×2.5mm汽车传动轴用电焊钢管的试制
格式:pdf
大小:646KB
页数:5P
人气 :54
 4.5
4.5
以重庆钢铁集团钢管公司新产品—汽车传动轴用电焊钢管的试制为例 ,介绍了Φ89mm× 2 .5mm汽车传动轴用钢管的试制工艺 ,以及利用新材料、新装备对提高电焊钢管力学性能、几何尺寸精度的效果。该产品的试制成功为传统钢铁企业进行结构调整和新产品开发提供了新思路




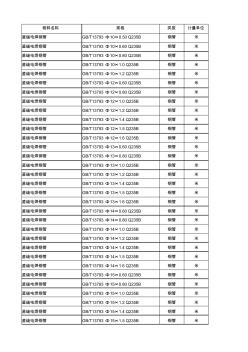
电焊钢管的规格
物料名称规格类型计量单位 直缝电焊钢管gb/t13793φ10×0.50q235b钢管米 直缝电焊钢管gb/t13793φ10×0.60q235b钢管米 直缝电焊钢管gb/t13793φ10×0.80q235b钢管米 直缝电焊钢管gb/t13793φ10×1.0q235b钢管米 直缝电焊钢管gb/t13793φ10×1.2q235b钢管米 直缝电焊钢管gb/t13793φ12×0.60q235b钢管米 直缝电焊钢管gb/t13793φ12×0.80q235b钢管米 直缝电焊钢管gb/t13793φ12×1.0q235b钢管米 直缝电焊钢管gb/t13793φ12×1.2q235b钢管米 直缝电焊钢管gb/t13793φ12×1.4q235b钢管米 直缝电焊钢管gb/t13793φ1
编辑推荐下载
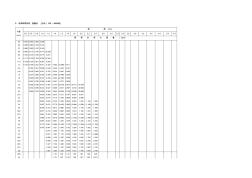
3、电焊钢管规格、重量表
格式:pdf
大小:74KB
页数:2P
4.7
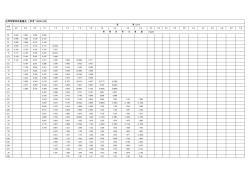
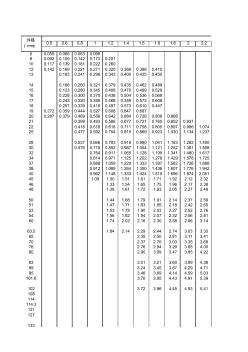
3、电焊钢管规格、重量表[冶标(yb)242-68] 外径 (mm) 壁厚(mm) 0.50.60.81.01.21.41.51.61.82.02.22.52.83.03.23.53.84.04.24.54.85.05.5 钢管的理论重量(kg/m) (5)0.0550.0650.0830.099 (6)0.0680.0800.1080.123 (7)0.0800.0950.1220.148 (8)0.0920.1100.1420.173(0.202) (9)0.1050.1250.1620.1970.231 100.1170.1390.1820.222(0.261) (11)0.1290.1540.2010.2470.290 120.142
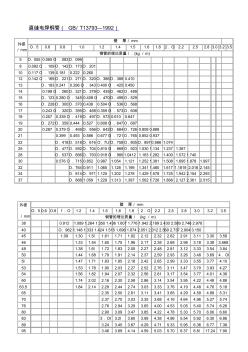
直缝电焊钢管参数表
格式:pdf
大小:91KB
页数:2P
4.7
直缝电焊钢管(gb/t13793—1992) 外径 /mm 壁厚/mm o.50.60.81.01.21.41.51.61.82.o2.22.52.83.03.23.5 钢管的理论质量/(kg/m) 5o.0550.065o.083o.099 80.092o.109o.142o.173o.201 100.117o.1390.1810.2220.260 120.142o.169o.221o.271o.320o.366o.3880.410 13o.1830.2410.296o.3430.400o.4250.450 140.198o.260o.321o.379o.435o.462o.489 15o.1230.280o.3450.408o
89mm×2.5mm汽车传动轴用电焊钢管的试制热门文档
直缝电焊钢管
格式:pdf
大小:86KB
页数:9P
4.4
中华人民共和国国家标准 gb/t13793―92 直缝电焊钢管 外形、重量、技术要求、检验方法、验收规则、包装、标志及质量证明书 其他用途的电焊钢管。 许偏差 求,经供需双方协议,可以供应其他尺寸的钢管。 径精度级别、厚度精度级别应在合同中注明,未注明者扫普通精度执行,普通精度代号可以省略。 ,短尺长度不小于1m。 按每倍尺留5mm切口余量。定尺长度、倍尺总长度允许偏差应符合以下规定。 16mm的钢管,弯曲度不大于1.5mm。 5% 钢的密度为7.85kg/dm3。按公式计算 管(hgc): 61.82.02.22.52.83.03.23.53.84.04.24.54.85.05.45.6 410 450 489 529 568 608 647 687 726 765 805 923 042 121 199 278
电焊钢管规格重量表
格式:pdf
大小:117KB
页数:2P
4.5
电焊钢管规格重量表[参考yb242-68] 外径 (mm) 壁厚(mm) 0.50.60.81.01.21.41.51.61.82.02.22.52.83.03.23.53.84.04.24.54.85.05.5 钢管的理论重量(kg/m) (5)0.0550.0650.0830.099 (6)0.0680.0800.1080.123 (7)0.0800.0950.1220.148 (8)0.0920.1100.1420.173(0.202) (9)0.1050.1250.1620.1970.231 100.1170.1390.1820.222(0.261) (11)0.1290.1540.2010.2470.290 120.142
 焊接部质量优良的油气管线用电焊钢管的开发
焊接部质量优良的油气管线用电焊钢管的开发 焊接部质量优良的油气管线用电焊钢管的开发
格式:pdf
大小:556KB
页数:4P
4.5
1前言jfe开发了在整个长度上具有“mightyseam”(即非常焊缝)而确保了极低温韧性的电焊钢管。这种焊缝原来主要用作无缝钢管和uoe钢管的连接,被用于寒冷地区严格用途的油气管线钢管上,可以期待降低管线敷设成本。

大口径直缝电焊钢管规定 (2)
格式:pdf
大小:117KB
页数:11P
4.4
第1页共10页 大口径直缝电焊钢管 规定 项目名称 山东信发25万吨/年烧碱20 万吨/聚氯乙烯工程 分项名称所有装置 文件号01-00-0000-46-003 项目代号e06005设计阶段工程设计页数:1/11 大口径直缝电焊钢管规定 版次说明设计校核审核日期 本 文 件 产 权 属 ccecc 所 有 , 未 经 ccecc 书 面 许 可 不 准 复 制 或 转 让 第 三 方 。 山东信发25万吨/年烧碱20万吨/聚氯乙烯工程 大口径直缝电焊钢管规定 01-00-0000-46-003 第2页共11页 1概述 1.1本文件为山东信发25
89mm×2.5mm汽车传动轴用电焊钢管的试制精华文档
大口径直缝电焊钢管规定
格式:pdf
大小:95KB
页数:11P
4.5
大口径直缝电焊钢管 规定 项目名称 山东信发25万吨/年烧碱20 万吨/聚氯乙烯工程 分项名称所有装置 文件号01-00-0000-46-003 项目代号e06005设计阶段工程设计页数:1/11 大口径直缝电焊钢管规定 版次说明设计校核审核日期 本 文 件 产 权 属 ccecc 所 有 , 未 经 ccecc 书 面 许 可 不 准 复 制 或 转 让 第 三 方 。 1概述 1.1本文件为山东信发25万吨/年烧碱20万吨/聚氯乙烯工程中乙炔、氯乙烯、烧碱、 vcm、公用工程装置管道材料,规定大口径直缝电焊钢管(碳钢和低合金钢, 500≤dn≤1600)的结构尺寸、材料以及制造、检验、包装、标志等技术要求。 1.2
直缝电焊钢管力学性能检测报告
格式:pdf
大小:20KB
页数:1P
4.5
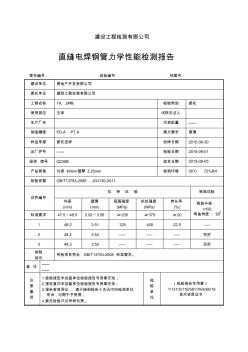
建设工程检测有限公司 直缝电焊钢管力学性能检测报告 委托编号:检验编号:档案号: 建设单位房地产开发有限公司 委托单位建筑工程安装有限公司 工程名称1#、2#栋检验类别委托 使用部位主体试样见证人 生产厂名代表批量----- 制造精度pd.apt.a需方要求普通 样品来源委托送样收样日期2015-08-30 出厂炉号-----检验日期2015-09-01 级别牌号q235b签发日期2015-09-05 产品规格外径48mm壁厚3.25mm检测环境26℃72%rh 检验依据gb/t13793-2008,jgj130-2011 试件编号 拉伸试验弯曲试验 外径 (mm) 壁厚 (mm) 屈服强度 (mpa) 抗拉强度 (mpa) 伸长率 (%) 弯曲半径: r=6d 弯曲角度:900标准要求
直缝电焊钢管各岗位生产工艺规范(范例)
格式:pdf
大小:220KB
页数:16P
4.7
1 直缝电焊钢管生产各岗位工艺规范(范例) 卷板与钢带检验工艺规范 岗位:卷板与钢带检验 规格标准材质数量合同号订货单位 ф406.4× 9.53×12000 api5lx52 内容 卷板 入厂检验 卷板进厂后生产前应按下列规定进行: ①复验卷板生产厂家、合同号、材质、炉号、卷号、规格(宽度 和厚度)。 ②卷板应按同一炉号堆放。 ③卷板工艺质量检验: 表面应完好、洁净; 钢带表面不得有裂纹、结疤、折叠、气泡和夹杂等对使用有 害的缺陷; 钢带表面允许有深度或高度不超过0.1mm的麻点、凹面、划 痕及其它局部缺陷,但应保证钢带允许的最小厚度; 切边后钢带边缘不允许有如裂纹、收缩孔、疏松及分层之类 的缺陷。 ④卷板理化性能复验: 卷板的理化性能复验见《化学成分分析》和《力学性能试验》 部分。 ⑤上述各项检验合格后,方可投入生产;不合格卷板做好标识, 另行堆放。

直缝电焊钢管各岗位生产工艺规范(范例)新
格式:pdf
大小:335KB
页数:23P
4.3
1 直缝电焊钢管生产各岗位工艺规范(范例) 卷板与钢带检验工艺规范 岗位:卷板与钢带检验 规格标准材质数量合同号订货单位 ф406.4× 9.53×12000 api5lx52 内容 卷板 入厂检验 卷板进厂后生产前应按下列规定进行: ①复验卷板生产厂家、合同号、材质、炉号、卷号、规格(宽度和 厚度)。 ②卷板应按同一炉号堆放。 ③卷板工艺质量检验: 表面应完好、洁净; 钢带表面不得有裂纹、结疤、折叠、气泡和夹杂等对使用有 害的缺陷; 钢带表面允许有深度或高度不超过0.1mm的麻点、凹面、 划痕及其它局部缺陷,但应保证钢带允许的最小厚度; 切边后钢带边缘不允许有如裂纹、收缩孔、疏松及分层之类 的缺陷。 ④卷板理化性能复验: 卷板的理化性能复验见《化学成分分析》和《力学性能试验》 2 部分。 ⑤上述各项检验合格后,方可投入生产;不合格卷板做好标识, 另行
89mm×2.5mm汽车传动轴用电焊钢管的试制最新文档

直缝电焊钢管料宽及单重计算公式
格式:pdf
大小:11KB
页数:1P
4.8
圆管 管径壁厚料宽 理论单重 kg/米 301.592.041.05 矩形管 边长a边长br角壁厚 等效圆管外 径 料宽 理论单重 kg/米 2315.52.51.523.1468.000.801
直缝电焊钢管规格参数表
格式:pdf
大小:111KB
页数:6P
4.4
0.50.60.811.21.41.51.61.822.2 50.0550.0650.0830.099 80.0920.1090.1420.1730.201 100.1170.1390.1810.2220.260 120.1420.1690.2210.2710.3200.3660.3880.410 130.1830.2410.2960.3430.4000.4250.450 140.1980.2600.3210.3790.4350.4620.489 150.1230.2800.3450.4080.4700.4990.529 160.2280.3000.3700.4380.5040.5360.568 170.2430.3200.3950.4680.3590.573

(整理)大口径直缝电焊钢管规定
格式:pdf
大小:106KB
页数:11P
4.7
................. ................. 大口径直缝电焊钢管 规定 项目名称 山东信发25万吨/年烧碱20 万吨/聚氯乙烯工程 分项名称所有装置 文件号01-00-0000-46-003 项目代号e06005设计阶段工程设计页数:1/11 大口径直缝电焊钢管规定 版次说明设计校核审核日期 本 文 件 产 权 属 ccecc 所 有 , 未 经 ccecc 书 面 许 可 不 准 复 制 或 转 让 第 三 方 。 ................. ................. 1概述 1.1本文件为山东信发25万吨/年烧碱20万吨/聚氯乙烯工程中乙炔、氯乙烯、烧碱、 vcm、公用工程装置管道材料,规定大口径
全自动直缝电焊钢管钻孔机 全自动直缝电焊钢管钻孔机
格式:pdf
大小:220KB
页数:2P
4.4
介绍采用plc作为控制核心的直缝电焊钢管自动钻孔设备,着重介绍各部分的设计构成。该钻孔设备可以自动对不同规格直缝电焊钢管完成不同孔径和孔距的钻孔要求。加工品质可靠,加工效率高,具有一定的应用价值。
电焊钢管弯头样板计算 电焊钢管弯头样板计算
格式:pdf
大小:247KB
页数:2P
4.8
电焊钢管的弯头有关技术书籍介绍的方法,均使用标准计算纸并结合直尺、圆规等作图工具绘制。最近,我队承担了古丈县葛竹溪水电站机组和压力管道安装,该站设计水头为137米,采用φ512×6的电焊钢管引水。钢管弯头的制作我们未采用传统方法,
低中压锅炉用电焊钢管的质量分析 低中压锅炉用电焊钢管的质量分析
格式:pdf
大小:683KB
页数:5P
4.4
通过对哈尔滨钢管厂所生产的低中压锅炉用电焊钢管,在材料质量、几何尺寸、常温及高温性质、金相组织、实用加工性等方面的试验,结合相关标准进行综合分析与比较。结果表明:该厂生产的低中压锅炉用电焊钢管的各项性能优于或达到gb3087-1999和yb4102-2000标准规定的指标,钢管焊缝与母材均有良好的加工性,钢管的高温性能满足电站锅炉的质量要求。
高频直缝电焊钢管焊接质量的控制
格式:pdf
大小:262KB
页数:4P
4.6
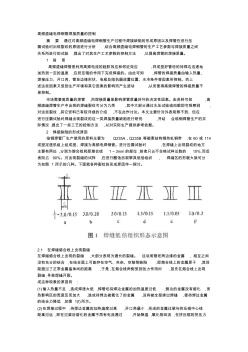
高频直缝电焊钢管焊接质量的控制 摘要通过对高频直缝电焊钢管生产过程中焊接缺陷的形成原因以及焊管在进行压 扁试验时出现裂纹的原因进行分析,结合高频直缝电焊钢管的生产工艺参数与焊接质量之间 关系所进行的试验,提出了对其生产工艺参数的控制方法,以提高焊管的焊接质量。 1前言 高频直缝焊管是利用高频电流的趋肤效应和邻近效应,将成型好管坯的待焊边迅速地 加热到一定的温度,在挤压辊的作用下完成焊接的。由此可知,焊管的焊接质量由输入热量、 焊接压力、开口角、管坯边缘形状、电极及阻抗器放置位置、水冷条件等因素所控制。而上 述这些因素又受到生产环境和其它因素的影响而产生波动,从而使得高频焊管的焊接质量不 易控制。 市场需要高质量的焊管,而焊接质量是影响焊管质量好坏的决定性因素。由资料可知,高 频直缝焊管生产中出现的焊缝裂纹可分为九类,其中大部分通过水压试验或肉眼即可观察到, 对
89mm×2.5mm汽车传动轴用电焊钢管的试制相关
文辑推荐
知识推荐
百科推荐


职位:网架轻钢施工员
擅长专业:土建 安装 装饰 市政 园林


