

年产10000t树脂砂生产线技术改造工程
格式:pdf
大小:596KB
页数:3P
人气 :57
 4.4
4.4
本文阐述了将原5000t/年树脂砂生产线,通过技术改造,扩展到生产能力10000t/年的过程,实践证明,该顶技术改造是成功的,但也存在一些缺点和不足。



年产5000t树脂砂铸件铸造车间的技术改造
芜湖重型机床厂根据“八五”期间技术改造的规划,于1992年6月起用了半年左右的时间,应用树脂砂工艺对铸造车间进行了技术改造,并收到满意的效果。建成的年产5000t树脂砂铸件的生产系统包括:落砂、旧砂再生及回收、新砂烘干、物料输送、型砂的混制及造型(芯)等部分。整个系统采用pc控制,全部设备均为国产,辅助设施自制。

10t/h呋喃树脂砂生产线技术改造
简述了该公司铸铁厂10t/h树脂砂生产线技术改造方案、工艺流程、设备特点和工艺参数,对树脂砂工艺和粘土砂工艺的铸件质量及效益进行比较,并根据运行中存在的问题提出改进意见。
编辑推荐下载
呋喃树脂砂生产线技术改造总结
格式:pdf
大小:187KB
页数:6P
4.4
铸造设备研究 呋喃树脂砂生产线技术改造总结 ’j/上海沪东船厂墼国良项志平翮白2// 摘要本文总结了我厂铸工车间吱喃树脂砂生产线在筹建和试捷产过程申,结夸车‘ 间的实际,对引进设备和技术进行消化吸收,使生产绒不断完善的经验.文章还对生产 践的概况作了简单的介绍,对生产线的经济效益作了初步的分析。 关键词 . 兰砂兰垡消化吸收牵.r毪_, —一’●/’、—一 abstractthispape~s~o=rizestheexp~nl2e$inperfectingcontinuouslythefuran re~insandproductionlineofottrshipyard'sfoundrybydigestingandabsorbingtheimport technologya
铸钢自硬树脂砂脱箱造型生产线技术改造
格式:pdf
大小:286KB
页数:4P
4.7
介绍了我厂采用国产设备,进行铸钢自硬树脂砂脱箱造型生产技术改造的基本情况,阐述了生产线的技术关键和工艺控制要点。
10000t树脂砂生线技术改造工程热门文档
铸铁车间树脂砂生产线技术改造
格式:pdf
大小:290KB
页数:3P
4.3
介绍我公司铸铁车间树脂砂铸造工艺,以及树脂砂生产线技术改造中主要设备的选型和树脂砂替代粘土砂的铸造生产线改造后铸件质量、作业环境及经济效益等方面取得的效果。
环氧树脂砂浆配比(20201009212750)
格式:pdf
大小:7KB
页数:3P
4.4
环氧树脂砂浆配比,环氧树脂:水泥:细砂:乙二 胺:二丁酯=1:1.6:3.2:0.1:0.12,其中乙二胺 是固化剂,二丁酯是稀释剂。待环氧树脂砂浆 有一定的强度后,以0.15mpa~0.2mpa压力压入 水泥-水玻璃浆液或环氧树脂浆液。 3环氧砂浆的配制 表1环氧基液配合比(重量比,单位g) 材料名称环氧树脂固化剂增韧剂稀释剂 化学名称6101乙二胺二丁脂丙酮 配合比1006~71520 环氧基液配制过程:环氧树脂加热至60℃,加入二丁脂和丙酮拌匀,再 加入乙二胺拌匀。环氧基液在此作为溶剂。 表2环氧砂浆配合比(重量比,单位g) 材料名称环氧树脂固化剂增韧剂稀释剂 化学名称6101乙二胺二丁脂丙酮 配合比100101020 填充料425号水泥300砂375石棉100 环氧砂浆
环氧树脂砂浆的应用(20201009212753)
格式:pdf
大小:61KB
页数:5P
4.7
环氧树脂砂浆的应用 一、简介 环氧树脂是一种无定形粘稠液体,没有明显的熔点,受热变软,逐渐熔化 而发粘,不溶于水。在树脂内加入适宜适量的固化剂时,能配制出在常温下正 常固化的树脂砂浆,固化后具有可使用的物理力学性能。根据使用条件和要求 不同,在树脂砂浆配制过程中还可以加人适当比例的水泥、砂等填料和增塑剂。 这种砂浆具有良好的振动和易性、强度高、粘结力强、耐腐蚀、防水等性能。 根据环氧树脂砂浆的这种特性,可用来修补裂缝,尤其是修补混凝土裂缝、梁 楼结点间的漏洞,以及用作腐蚀环境的粘结剂,效果好。 二、原材料的选择 根据以上简介得知,环氧树脂砂浆由环氧树脂+固化剂+增塑剂+填料组成, 材料不同,可以影响环氧树脂砂浆的固化时间、固化速度、力学性能等,因而 应根据材料的性质进行选择。 1、环氧树脂: 选择分析纯的6101型环氧树脂。 2、固化剂: 选择乙二胺,比重为0.8994,熔点为
树脂砂造型生产线的改造
格式:pdf
大小:665KB
页数:4P
4.6
从现今树脂砂技术及设备的状况出发,紧密结合我厂实际状况,进行了整体改造方案的设计、设备的选型、调试及相关工艺的改进等工作。从目前的使用状况来看,改造基本达到了预期的目的。

浅谈FAT-E1025树脂砂生产线改造与维护
格式:pdf
大小:441KB
页数:2P
4.6
对fat-e1025树脂砂生产线在生产和维修过程中存在的问题进行了比较系统的总结。通过对比分析,对部分元器件和相关部件进行了国产化改造。提出了相关重点设备的维护方法,有效地保证了设备的正常运行。
10000t树脂砂生线技术改造工程精华文档
树脂砂生产线的工艺设计与改造
格式:pdf
大小:170KB
页数:3P
4.4
探索树脂砂生产线的工艺设计与改造。对工艺流程、主要设备、厂房结构进行工艺设计和改造。工艺设计与改造后,工作的机械化程度和自动水平提高了,空气中粉尘含量也大大降低了,达到了机电一体化的生产水平。铸件产业的迅猛发展使得树脂砂的生产工厂不断出现,对于生产线的工艺的要求日益提高,在大型的厂房中铸件的规模较完善,而小工厂的设备则相对落后,如何更好的提高生产生产工艺,减少成本的投入,减少环境的污染、提高效益,是树脂砂生产工作者要研究的问题。
树脂砂造型生产线的改造
格式:pdf
大小:184KB
页数:3P
4.6
从现今树脂砂技术及设备的状况出发,紧密结合生产实际状况,进行整体改造方案的设计、设备的选型、调试及相关工艺的改进等工作。从目前的使用状况来看,改造基本达到了预期的目的
 10000t/h回转式装船机设计
10000t/h回转式装船机设计 10000t/h回转式装船机设计
格式:pdf
大小:224KB
页数:未知
4.3
随着矿石、煤炭贸易的增长和运输市场竞争的加剧,船舶运输大型化和装卸设备的大型化、高效化已成为发展趋势。上海振华重工所承接的装船机的订单,生产率从10多年前的1000t/h发展到了今天的10000t/h,在散货机械市场的挑战与机遇中不断取得新的成果。

铸工车间唊喃树脂砂生产线技术改造与节能
格式:pdf
大小:194KB
页数:2P
4.3
铸工车间映喃树脂砂 生产线技术改造与节能 沪东造船厂林国恩黄加龙 我厂铸工车间峡喃树脂砂生产线技术改造 是中国船舶工业总公司于,年下达的重大 节能技改项目 。 工程投资总额。万元 , 其中外 汇额度万美元 。 本项目在完成前期准备工作 后 , 于年月正式启动 , 至年底完 成 。 经全线投入试运转 、 试生产后 , 于年 月通过项目竣工验收 , 转入正式生产 。 二年多 来 , 全线设备运转正常 , 各项技术指标均达到了 设计标准要求 , 节能效益显著 , 于年被评 为上海市年度优秀节能技改项目 一 、 项目成因 铸工车间为工厂造船造机提供合格铸件的 毛坯生产车间 , 其铸铁间始建于年 , 解放 后经多次扩建和改造 , 并在七十年代推广了吱 喃树脂砂新工艺 , 为工厂生产引进柴油机提供 了可能条件 , 但是由于没有旧砂再生回用设备 , 没有连续混砂

铸工车间夹喃树脂砂生产线技术改造与节能
格式:pdf
大小:76KB
页数:2P
4.7
;6~了峡喃村腑矽伐帮铹 篇4= 铸工车间映喃树脂砂 生产线技术改造与节能∞ 沪东浩船厂林国恩黄加龙 我厂铸工车问嚷喃树脂砂生产线技术改造 是中国船舶工业总公司于19mo年下达的重大 节能技改项目。工程投资总额320万元,其中外 汇额度4o万美元。本项目在完成前期准备工作 后,于l990年4月正式启动,至1991年底完 成。经全线投入试运转、试生产后.于1992年7 月通过项目竣工验收,转入正式生产。二年多 来,全线设备运转正常,各项技术指标均达到了 设计标准要求,节能效益显著,于1993年被评 为上海市1992年度优秀节能技改项巨 一 、项目成因 铸工车间为工厂造船造机提供合格铸件的 毛坯生产车间,其铸铁间始建于1934年,解放 后经多次扩建和改造,并在七十年代推广了唼 哺树脂砂新工
10000t树脂砂生线技术改造工程最新文档
徐州中联10000T水泥熟料生产线制造设备表 (2)
格式:pdf
大小:425KB
页数:21P
4.4
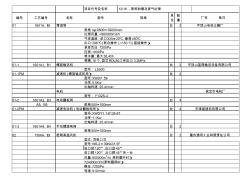
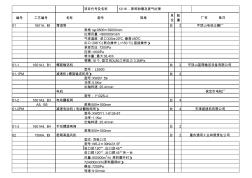
项目代号及名称 编号工艺编号名称型号规格 单 位 数 量 011601a、b增湿塔台2 规格:φ9500×39000mm 处理风量:<800000m3/h 气体温度:进口325±20℃,最高450℃ 出口:296℃(联合操作),<150℃(直接操作) 承受负压:7200pa 压损:<600pa 喷水量:最大38.4t/h 喷嘴:16个,型式rdl80;工作压力3.3mpa 01-11601a1、b1螺旋输送机台2 型号:ls500 01-1pm减速机(螺旋输送机用)台2 型号:xwd7-59 功率:5.5kw 出轴转速:25.4r/min 电机保定市电机厂 型号:y132s-4 01-21601a3、b3电动翻板阀台4 a5、b5规格500×500mm 01-2pm减速电动机(电动翻板阀用)台4 型号:xwdy
年产10000t益生素高技术产业化示范工程项目完成竣工验收 年产10000t益生素高技术产业化示范工程项目完成竣工验收
格式:pdf
大小:193KB
页数:1P
4.8
食品与发酵工业foodandfermentationindustries 150 2010vol136no15(total269) 食品科技,2000(5):24-25. [23] 庞凌云,段玉峰,周美红等.中华蚱蜢蛋白质的提取 [j].无锡轻工大学学报,2005,24(1):102-104. extractionandnutritionevaluationofproteinsfrompupaeof dendrolimuspunctatuswalker liugao2qiang1,2,zhouhu1,weimei2cai1,zhanghuai2yun2 1(collegeoflifescienceandtechnology,
徐州中联10000T水泥熟料生产线制造设备表
格式:pdf
大小:425KB
页数:21P
4.8
项目代号及名称 编号工艺编号名称型号规格 单 位 数 量 011601a、b增湿塔台2 规格:φ9500×39000mm 处理风量:<800000m3/h 气体温度:进口325±20℃,最高450℃ 出口:296℃(联合操作),<150℃(直接操作) 承受负压:7200pa 压损:<600pa 喷水量:最大38.4t/h 喷嘴:16个,型式rdl80;工作压力3.3mpa 01-11601a1、b1螺旋输送机台2 型号:ls500 01-1pm减速机(螺旋输送机用)台2 型号:xwd7-59 功率:5.5kw 出轴转速:25.4r/min 电机保定市电机厂 型号:y132s-4 01-21601a3、b3电动翻板阀台4 a5、b5规格500×500mm 01-2pm减速电动机(电动翻板阀用)台4 型号:xwdy

环氧树脂砂浆修补方案10.10
格式:pdf
大小:52KB
页数:3P
4.5
环氧树脂砂浆修补方案 一、工程概况 现我标段k868+080公铁立交桥张拉孔穿束施工中,由于部分波纹管及锚垫 板处进浆导致堵管无法穿束。必须剔凿缺口进行疏通,缺口处用环氧树脂砂浆修 补,这种砂浆具有良好的振动性和易性、强度高、粘结力强、耐腐蚀、等特点。 二、环氧树脂砂浆配合比 环氧树脂砂浆配合比(质量比) 名称环氧树脂乙二胺丙酮水泥砂子 环氧树脂砂浆100g15g8g200g500g 三、环氧树脂砂浆拌制 3.1将环氧树脂、邻苯二甲酸二丁脂、丙酮按比例计算好,依上述顺序倒入器 皿中加热,最高温度控制在65度左右,拌合均匀,再冷却至30°左右后加入乙 二胺,再拌合均匀,制备成环氧胶液。在拌制环氧胶液的同时,把水泥和干砂按 比例拌合均匀。 3.2把环氧树脂胶液缓缓倒入水泥和砂的混合料,拌合均匀,即制成环氧树脂砂 浆。 3.3每次拌和的环氧砂浆的量不宜太多
铸造用呋喃树脂砂
格式:pdf
大小:75KB
页数:11P
4.7
第一章铸造用呋喃树脂砂概述 一、自硬呋喃树脂砂的特点 1.优点: 1)铸件表面光洁、棱角清晰、尺寸精度高; 2)型砂的溃散性好,清理、打磨容易,从而减少了落砂清铲修整工序中对铸 件形状精度的损害; 3)由于在各个工序中都最大限度的排除了影响铸型、铸件变形和损坏的因 素,所以树脂砂铸件的铸件表面质量、铸件几何尺寸精度方面比黏土可以 提高1~2级,达到了ct7~9级精度和1~2mm/600mm的平直度,表面粗 糙度大有改观; 4)减轻劳动强度大大改善了劳动条件和工作环境,尤其是减轻了噪声、矽 尘等,减少了环境污染; 5)树脂砂型(芯)强度高(含高温强度高)、成型性好发气量较其它有机铸型 低、热稳定性好、透气性好,可以大大减少铸件的粘砂、夹砂、砂眼、气 孔、缩孔、裂纹等铸件缺陷,从而降低废品率,可以制造出用黏土砂难以 做出的复杂件、关键件; 6)旧
小型铸造厂树脂砂生产线改造的设计
格式:pdf
大小:130KB
页数:2P
4.8
小型铸造厂树脂砂生产线改造的设计,采用性能优良的主机做关键设备,配以自制辅联,构成简易树脂砂生产线,以降低成本,提高铸件档次,获得好的经济效益。
2000t/d生产线节能技术改造
格式:pdf
大小:126KB
页数:3P
4.3
我公司2条2000t/d生产线是我国自行开发设计的,主机设备全部国内制造,采用四级预热器带rsp分解炉,回转窑规格为φ4m×60m,于1992年4

1000t/d生产线设备技术改造
格式:pdf
大小:328KB
页数:2P
4.4
我公司2003年投产一条1000t/d生产线,在设计、安装及使用维护上,根据公司以前几条同规模生产线和其他厂家使用和运行经验,对该线进行了一些
10000t树脂砂生线技术改造工程相关
文辑推荐
知识推荐
百科推荐


职位:工程项目管理工程师
擅长专业:土建 安装 装饰 市政 园林


