

0Cr13不锈钢板材对接接头的焊接工艺
格式:pdf
大小:832KB
页数:3P
人气 :88
 4.6
4.6
关于0Cr13不锈钢焊接工艺的资料很少,针对0Cr13的钢种界定也有不同的观点。在设计或业主没有特殊要求的情况下,制造单位普遍采用JB/T4709-2000推荐的Cr-Ni不锈钢焊材进行施工。通过实际生产、力学试验和金相试验,较为系统地论述了0Cr13不锈钢板对接接头的焊接工艺评定过程和结果。



 0Cr18Ni12Mo2Ti不锈钢板对接接头焊接工艺的研究
0Cr18Ni12Mo2Ti不锈钢板对接接头焊接工艺的研究 0Cr18Ni12Mo2Ti不锈钢板对接接头焊接工艺的研究
通过对0cr18ni12mo2ti不锈钢的焊接性能分析,选择适宜的焊接方法和焊接材料,确定合理的焊接工艺。并将此工艺应用于0cr18ni12mo2ti不锈钢压力容器的制造过程中,取得了满意的效果。
不锈钢板材报告
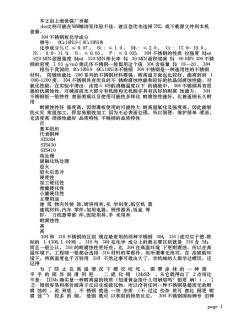
不锈钢板材报告 一我们目前所用板材的种类 304 具有优良的综合性能,用途十分广泛,其产销量占到奥式体不锈钢的80% 左右。 304的主要特性是 具有优良的不锈耐腐蚀性能和较好的抗晶间腐蚀性能。对氧化性酸,如在浓 度≤65%的沸腾温度以下的硝酸中,具有很强的抗腐蚀性。对碱溶液及大部分有 机酸和无机酸亦具有良好的耐腐蚀能力。 具有优良的冷热加工和成型性能。可以加工生产板、管、丝、带、型各种产 品,适用于制造冷镦、深冲、深拉伸成型的零件。 低温性能较好。在-180℃条件下,强度、伸长率、断面收缩率都很好。由于 没有脆性转变温度,常在低温下使用。 具有良好的焊接性能。可采用通常的焊接方法焊接,焊前焊后均不需热处 理。 304在性能上的不足之处 大截面尺寸钢件焊接后对晶间腐蚀敏感;在含c1―水中(包括湿态大气)对应 力腐蚀非常敏感;力学强度偏低,切削性能较差等。 304化学成分的
编辑推荐下载
不锈钢板材特性
格式:pdf
大小:65KB
页数:5P
4.7
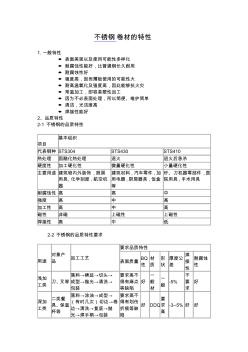
不锈钢卷材的特性 1.一般特性 ◆表面美观以及使用可能性多样化 ◆耐腐蚀性能好,比普通钢长久耐用 ◆耐腐蚀性好 ◆强度高,因而薄板使用的可能性大 ◆耐高温氧化及强度高,因此能够抗火灾 ◆常温加工,即容易塑性加工 ◆因为不必表面处理,所以简便、维护简单 ◆清洁,光洁度高 ◆焊接性能好 2、品质特性 2-1不锈钢的品质特性 项目 基本组织 代表钢种sts304sts430sts410 热处理固融化热处理退火退火后急冷 硬度性加工硬化性微量硬化性小量硬化性 主要用途建筑物内外装饰,厨房 用具,化学刻度,航空机 器 建筑材料,汽车零件,加 用电器,厨房器具,饭盒 等 钎、刀机器零部件,医 院用具,手术用具 耐腐蚀性高高中 强度高中高 加工性高中高 磁性非磁上磁性上磁性 焊接性高中低 2-2不锈钢的品质特

不锈钢板材常识
格式:pdf
大小:47KB
页数:4P
4.8
钢厂名称简称包装颜色 山西太原不 锈钢厂 太钢草绿色 上海宝钢宝钢土黄色 张家港浦项张浦柠檬黄 青岛浦项青浦粉红色 广州联众联众浅白色铁皮 宁波宝新宝新天蓝色 酒泉钢厂酒钢浅绿色 天津天管天管墨绿色 昆山大庚大庚 规格大差正常小差 无公差 (实厚) 名称符号 0.4mm0.3-0.320.33-0.370.37-0.390.39以上米m 0.5mm0.4-0.420.43-0.470.47-0.490.49以上分米dm 0.6mm0.5-0.520.53-0.560.57-0.590.59以上厘米cm 0.7mm0.6-0.620.63-0.670.67-0.690.69以上毫米mm 0.8mm0.7-0.720.73-0.770.74-0.790.79以上平方米m2 0.9mm0.8
0Cr13不锈钢板材对接接头的焊接工艺热门文档

不锈钢板焊接工艺
格式:pdf
大小:220KB
页数:8P
4.4
1 不锈钢板焊接工艺 1、使用范围 本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总 厚度大于或等于4mm的不锈钢复合板的焊接。 2、焊接材料的选择 2.1焊接材料选用原则 1)复层材料的选用应保证熔敷金属的合金元素的含量不低于复层 材料标准规定的下限值。 2)过渡层的焊条宜选择25%cr-13%ni型或25%cr-20%ni型以补 充基层对复层的稀释,对复层含钼的不锈钢复合板,应采用 25%-13%ni-mo型焊条。 2.2常用不锈钢复合板焊接材料可按下表选取。 表—1常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质过渡层焊接复层焊接 焊条 牌号 焊条型号焊条 牌号 焊条型号焊丝钢号 0cr18ni9 a302 a307 a062 a402 a407 e309-16 e309-15 e309l-16 e310-16 e31

不锈钢板焊接工艺
格式:pdf
大小:145KB
页数:5P
4.5
百度文库 1 s0907007a51 sh07hll-122-gy-02 -1- 1.概述 “中化7”轮的货舱3舱和5舱左旁纵壁底部分别开有一个工艺孔,现需要恢复。本工 艺主要针对该处板材的焊接而制定。 2.焊接材料与焊前准备 焊接材料 该纵壁板厚为13.5mm,材质为316l+a级钢板的复合不锈钢板,新加的补板材质为 316l。根据板材材质,选用e309-16和e316l焊条。 焊前准备 (1)由于工艺孔的边缘是气割而来的,熔渣较多,所以焊前必须先将板边缘的熔渣 打磨干净,并开出坡口。坡口应采用机加工或磨削的方法,从复层(不锈钢)往基层方向, 坡口表面要求平整光洁无溅渣,打磨基层用的打磨片不得使用于复层。 (2)焊前需用机械方法或有机溶剂清除焊丝表面和焊接坡口两侧至少各30mm范围内 的油污、金属屑、氧化膜及其它污物。多层多道焊时,必须清除前道焊缝表面

不锈钢板材的生产工艺
格式:pdf
大小:57KB
页数:21P
4.7
1 目录 1综述.............................................................................................................................................................3 1.1概述..........................................................................................................................................................3 1.1.1我国目前不锈钢生产情况..................................................

不锈钢板材的生产工艺 (2)
格式:pdf
大小:66KB
页数:28P
4.5
目录 1综述........................................................................................................................................3 1.1概述.....................................................................................................................................3 1.1.1我国目前不锈钢生产情况......................................................................................3 1.1.2
不锈钢板材质
格式:pdf
大小:390KB
页数:16P
4.7
不锈钢板材质:1cr17ni7(301)、0cr18ni9(304)、1cr18ni9ti(321)、316、316l、309s、310s、0cr13、 1cr13、2cr13、3cr13。 不锈钢板标准:304不锈钢板、303不锈钢板、301不锈钢板、310s不锈钢板、309s不锈钢板、316l 不锈钢板、321不锈钢板等 不锈钢板规格0.4mm~80mm材质431201202304321316l309s310s405410420420j2 无缝钢管规格材质:10#无缝钢管20#无缝钢管35#无缝钢管45#无缝钢管16mn无缝钢管27simo 无缝钢管15crmo无缝钢管12crmov无缝钢管等. 不锈钢材质对照表/不锈钢材料调 质近日 公布,国内钢厂发布了不锈钢新牌号标准
0Cr13不锈钢板材对接接头的焊接工艺精华文档
904L不锈钢板材
格式:pdf
大小:297KB
页数:3P
4.5
904l不锈钢板材 广东益铭不锈钢材料有限公司长期生产销售904l不锈钢板 材。平板规格有:1*2米,1.5*3米,4*8尺(1220*2440mm), 1220*3048mm,1.5*6米。厚度有:0.1-60mm。卷板:规格: 厚度0.3-3.0,宽度1米、1.22米、1.5米、1.8米。常用 规格产品均有大量现货,可以随时提供现货,可承接定做特 殊规格。 904l不锈钢材料是一种超级奥氏体不锈钢材料,牌号: 00cr20ni25mo4.5cu,uns:n08904,en:1.4539,是一种含碳量 很低的高合金化的奥氏体不锈钢,在稀酸中有很好抗腐蚀 性,专为腐蚀条件苛刻的环境而设计。具有较高的铬含量和 足够的镍含量,铜的加入使它具有很强的抗酸能力,尤其对 氯化物间隙腐蚀和应力腐蚀崩裂有高度抗性,极不容易出现 蚀损斑和裂缝,抗点蚀

 0Cr21Ni5Ti双相不锈钢板材试轧工艺
0Cr21Ni5Ti双相不锈钢板材试轧工艺 0Cr21Ni5Ti双相不锈钢板材试轧工艺
格式:pdf
大小:336KB
页数:4P
4.5
本文介绍了0cr21ni5ti双相钢薄板的试轧工艺及生产情况,并对生产中所存在的问题进行了分析与探讨,同时提出工艺改进措施,并且在新的生产实践中取得了满意效果。
不锈钢板材品种与市场 不锈钢板材品种与市场
格式:pdf
大小:453KB
页数:4P
4.5
随着不锈钢生产技术的进步及其应用领域的拓展,不锈钢新品种不断涌现,呈现出多样化的特点,世界范围不锈钢板材的需要,均呈持续增长的趋势。我国不锈钢年均消费量增长率远高于世界平均水平,而世界不锈钢生产的平均增长率又远高于我国,以致国外某些地区不锈钢生产能力过剩,而国内不锈钢生产发展则较缓慢,供不应求。不锈钢材,尤其是不锈钢板材在我国有着广阔的市场前景。
0Cr13不锈钢板材对接接头的焊接工艺最新文档

不锈钢板材购销合同
格式:pdf
大小:23KB
页数:3P
4.8
不锈钢板材购销合同 甲方:____________________________________ 乙方:____________________________________ 签订日期:_________年_______月______日 供方:(以下简称甲方) 需方:(以下简称乙方) 乙方因加工的需要,向甲方购买不锈钢板材,为明确双方的权利义务,经双方平等友好协商,订立以 下条款。 1.乙方加工所需的不锈钢板材全部从甲方购 买。未经甲方书面同意,乙方不得从其他 渠道购买不锈钢板材,否则,乙方应向甲方支付违约金人民币50万元整,同时甲方有 权单方解除合同。 2.乙方加工进度需要,分期分批向甲方购进所需不锈钢板材,乙方每次需货时,应提前三天通知甲方 所需板材的规格、型号、数量、生产产地,经甲方确认后,甲方应在150日内将该板材送到乙方加工厂 地。如果甲方逾

不锈钢板材厚度参考表
格式:pdf
大小:11KB
页数:1P
4.7
标称厚度 201202304321 1.00.76/0.80.90.90.9 1.20.96/1.01.01.11.1 1.51.25/1.3/1.41.31.41.4 2.01.66/1.7/1.81.71.8/1.91.8 2.52.22.22.32.3 3.02.72.72.82.8 不锈钢材质的厚度标准 实际厚度 材质
不锈钢板材计算公式
格式:pdf
大小:182KB
页数:2P
4.6
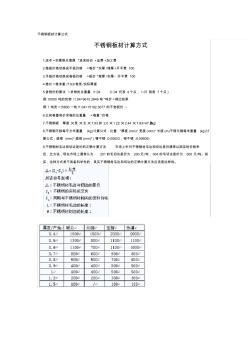
不锈钢板材计算公式 不锈钢板材计算方式 1.成本=实厚除以理厚*进来的价+运费+加工费 2.卷板价格切换成平板价格=卷价*实厚/理厚+开平费100 3.平板价格切换成卷板价格=板价*理厚/实厚-开平费100 4.卷长=卷净重/7.93/卷宽/实际厚度 5.含税价的算法=货物的总重量/1.04(1.04代表4个点,1.07就是7个点) 例:10000吨的货物/1.04=9615.3846吨*吨价=得出结果 例:1吨货=15800一吨/1.04=15192.3077的不含税价~ 6.已知卷重和价求卷的总重量=卷重*价格 7.不锈钢板厚度χ宽χ长χ7.93如2.0χ1.22χ2.44χ7.93=47.2kg/张 8.不锈钢平板每平方米重量(kg)计算公式:比重*厚度(mm)*宽度(mm
 不锈钢板材涨价有待来年
不锈钢板材涨价有待来年 不锈钢板材涨价有待来年
格式:pdf
大小:63KB
页数:未知
4.5
10月份,全球主要地区钢铁市场几乎所有品种规格的不锈钢板材价格均有所下滑。在欧洲,不锈钢板材基价降价一直持续到10月初,之后开始走稳,304冷轧卷基价为1000欧元/吨(1200美元/吨),将实际成交价拉低至1950欧元/吨(2340美元/吨),并且仅相当于实际成交价的一半。欧洲不锈钢交易价略高于亚洲。只有美国不锈钢厂通过新增能源附加费抵消镍价低迷,再加上在早期采取了更为积极的减产措施,有助于不锈钢厂度过价格低迷期,成交价也得以保持良好的态势。尽管美国不锈钢厂提供了销售折扣后的304冷轧卷实际成交价低至2600美元/吨,但公开报价仍为2800美元/吨。

不锈钢板焊接工艺 (2)
格式:pdf
大小:99KB
页数:5P
4.7
s0907007a51 sh07hll-122-gy-02 文件名称: 复合不锈钢板焊接工艺 版本a -1- 1.概述 “中化7”轮的货舱3舱和5舱左旁纵壁底部分别开有一个工艺孔,现需要恢复。本工 艺主要针对该处板材的焊接而制定。 2.焊接材料与焊前准备 2.1焊接材料 该纵壁板厚为13.5mm,材质为316l+a级钢板的复合不锈钢板,新加的补板材质为 316l。根据板材材质,选用e309-16和e316l焊条。 2.2焊前准备 (1)由于工艺孔的边缘是气割而来的,熔渣较多,所以焊前必须先将板边缘的熔渣 打磨干净,并开出坡口。坡口应采用机加工或磨削的方法,从复层(不锈钢)往基层方向, 坡口表面要求平整光洁无溅渣,打磨基层用的打磨片不得使用于复层。 (2)焊前需用机械方法或有机溶剂清除焊丝表面和焊接坡口两侧至少各30mm范围内 的油污、金属屑、氧化膜
不锈钢板金焊接工艺规范
格式:pdf
大小:13KB
页数:2P
4.4
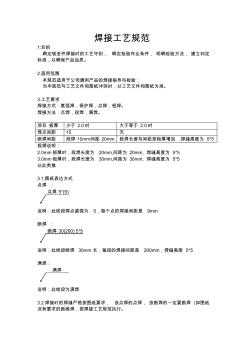
焊接工艺规范 1:目的 确定钣金件焊接时的工艺守则,确定检验作业条件,明确检验方法,建立判定 标准,以确保产品品质。 2.适用范围 本规范适用于公司通用产品的焊接指导与检验; 当本规范与工艺文件和图纸冲突时,以工艺文件和图纸为准。 3.工艺要求 焊接方式:氩弧焊,保护焊,点焊,铝焊。 焊接方法:点焊,段焊,满焊。 项目板厚少于2.0时大于等于2.0时 焊点间距15无 断焊间距段焊10mm间距20mm段焊长度与间距按板厚增加,焊缝高度为5*5 段焊说明: 2.0mm板厚时,段焊长度为20mm,间距为20mm,焊缝高度为5*5 3.0mm板厚时,段焊长度为30mm,间距为30mm,焊缝高度为5*5 以此类推 3.1,图纸表达方式 点焊: 点焊5*(9) 说明:此线段焊点直径为5,每个点的焊接间距是9mm 断焊: 断焊30(2
不锈钢板焊接工艺规则
格式:pdf
大小:13KB
页数:2P
4.6
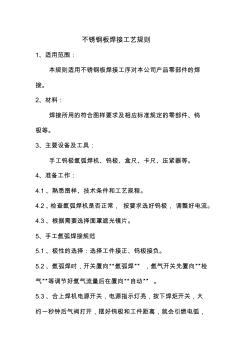
不锈钢板焊接工艺规则 1、适用范围: 本规则适用不锈钢板焊接工序对本公司产品零部件的焊 接。 2、材料: 焊接所用的符合图样要求及相应标准规定的零部件、钨 极等。 3、主要设备及工具: 手工钨极氩弧焊机、钨极、盒尺、卡尺、压紧器等。 4、准备工作: 4.1、熟悉图样、技术条件和工艺规程。 4.2、检查氩弧焊机是否正常,按要求选好钨极,调整好电流。 4.3、根据需要选择面罩遮光镜片。 5、手工氩弧焊接规范 5.1、极性的选择:选择工件接正、钨极接负。 5.2、氩弧焊时,开关置向“氩弧焊”,氩气开关先置向”检 气”等调节好氩气流量后在置向“自动”。 5.3、合上焊机电源开关,电源指示灯亮,按下焊炬开关,大 约一秒钟后气阀打开,摆好钨极和工件距离,就会引燃电弧, 正常焊接。 5.4、焊接规范: 板厚mm钨板直径φmm焊接电流(安)氩气流量升/分 0.61~1.615-30
0Cr13不锈钢板材对接接头的焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:机电安装施工员
擅长专业:土建 安装 装饰 市政 园林


