




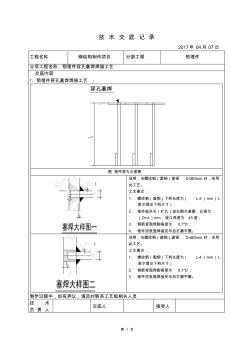
第 1 页 技 术 交 底 记 录 2017年 04月 07日 工程名称 钢结构制作项目 分部工程 预埋件 分项工程名称:预埋件穿孔塞焊焊接工艺 交底内容 1、预埋件穿孔塞焊焊接工艺 : 穿孔塞焊 图 埋件穿孔示意图 说明:当螺纹钢(圆钢)直径 D≥20mm 时,采用 此工艺。 工艺要点: 1. 螺纹钢(圆钢)下料长度为( L-2)mm( L 表示理论下料尺寸); 2. 埋件板开孔(扩孔)如左图示意图,孔径为 (D+4)mm,坡口角度为 45度; 3. 钢筋背面焊脚高度为 0.7*D; 4. 埋件顶表面焊接完毕后打磨平整。 说明:当螺纹钢(圆钢)直径 D≤20mm 时,采用 此工艺。 工艺要点: 1. 螺纹钢(圆钢)下料长度为( L-4)mm( L 表示理论下料尺寸); 2. 钢筋背面焊脚高度为 0.7*D; 3. 埋件顶表面焊接完毕后打磨平整。 制作过程中,如有异议,请及时联系工艺组相关

离心泵叶轮比转数ns越小,叶轮外径D_2和叶轮直径D_0比就越大,叶轮流道就越细长狭窄.所以,比转数ns较小的离心泵叶轮,整体铸造十分困难.因此,我们采用叶轮前盖板和叶轮座分开的分体铸造方法(图1、图2).机械加工后的前盖板和叶轮座(包括后盖板和叶片),用专用工具夹紧,在叶片中心采用氩弧塞焊,然后按整体叶轮图纸要求加工.这样使叶
热门知识
塞焊强度-
话题: 工程造价makaayfan31
-
话题: 工程造价l20111027059
-
话题: 工程造价feiscrolll
精华知识
塞焊强度-
话题: 工程造价jc_钦州市公路管理局
-
话题: 工程造价qishangnqq
最新知识
塞焊强度-
话题: 工程造价jc_hhd1957
-
话题: 工程造价zoujie2012
塞焊强度相关专题
- 卡箍的量是怎么算出来的
- 卡箍工程量问题
- 卡箍件的计算问题
- 卡箍如何计算
- 卡箍与法兰有何区别
- 卡簧尺寸怎么量
- 卡普隆雨棚做什么检验批
- 卡套接头的选用标准
- 卡箍连接管道
- 卡簧钳的型号是多少
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国焊接学会堆焊及表面工程专委会
- 影响免蒸养(压)粉煤灰小型空心砌块强度指标的因素
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 有限元强度折减法在路基边坡稳定性分析中的应用
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 择压法检测砌筑砂浆抗压强度技术规程召开编制组会议
- 再论桥涵施工技术规范中混凝土抗压强度验收标准
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 调整焊管工业结构
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 再生混凝土块体替代率对混凝土立方体抗压强度的影响
- 混凝土抗压强度检测
- 意大利TEKSID公司合金灰铸铁汽缸体的焊补技术
- 应用静压预应力高强度混凝土管桩(PHC桩)的体会
- 中国电建设计施工的埃塞最大水电站两台机组并网发电
- 工艺参数对铝合金激光填丝搭接焊缝成形影响