
- 首页 >
- > pe管道热熔焊接工艺卡
更新时间:2024.04.21




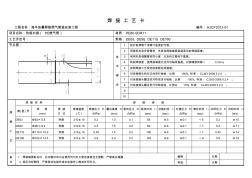
焊 接 工 艺 卡 工程名称:海丰县叠翠楼燃气管道安装工程 编号: HJGY2012-01 项目名称:热熔对接( PE燃气管) 材质:PE80-SDR11 工艺评定号: 规格:DE63、DE90、DE110、DE160 节点图: 技 术 要 求 1 组对前清理干净管口表面的污物。 2 用焊机夹具夹紧管材,夹具和焊接端面保留适当的焊接距离。 3 利用夹具调整管材同心度,以及校正管材不圆度。 4 铣削焊接面,使焊接端面光洁并与轴线垂直。对接端面间隙< 0.3mm。 5 按照焊接工艺规定的参数完成熔接。 6 对连接接头的对正性进行检验,比例 100%。标准: CJJ63-2008 5.2.4 。 7 对连接接头翻边的对称性进行检验,比例 100%。标准: CJJ63-2008 5.2.4 。 8 对连接接头翻边进行切除检验,比例≥ 10%。标准: CJJ63-2008 5.2.4 。 9
PE管热熔焊接工艺 随着国家西气东输等重点工程相继启动,聚乙烯 ——PE (polyethylene )管道的应用日渐广泛,目前该产品已广泛应用于燃 气、天然气、供水等领域。 PE管线具有易施工, 速度快, 耐腐蚀, 无污染,使用寿命长 等特点。PE管道连接主要有两种方法: 热熔连接和电熔连接。目前 主管道主要采用热熔连接。热熔连接原理是将两根 PE管道的配合面 紧贴在加热工具上来加热其平整的端面直至熔融, 移走加热工具后, 将两个熔融的端面紧靠在一起, 在压力的作用下保持到接头冷却, 使之成为一个整体。 一、 焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物, 保证待焊接管材可与机架中心线处于同 一高度, 并能方便移动; ③设定加热板温度 200~230℃ (本数据以杭州环众焊机为参 考,具体温度以厂家提供的数据为准) ; ④接通焊机电源,
热门知识
pe管道热熔焊接工艺卡-
话题: 造价软件zxl19880101
-
话题: 装修工程wqdfdfdsfw
精华知识
pe管道热熔焊接工艺卡-
话题: 装修工程tr19890116
-
话题: 室内设计shearwater
最新知识
pe管道热熔焊接工艺卡-
话题: 工程造价abcdsdo1234
专题概述
pe管道热熔焊接工艺卡知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关pe管道热熔焊接工艺卡最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:pe管道热熔焊接工艺卡
相关话题
资料下载
-
`
- PE管热熔焊接工艺标准 `
- PE实壁管热熔焊接工艺 `
- PE管热熔焊接工艺 `
- PE管热熔焊接工艺 `
- 浅析PE管道热熔焊接工艺 `
- pe管热熔焊接 `
- (完整版)PE管热熔焊接工艺 `
- pe管热熔焊接 `
- PE管热熔焊接实用工艺 `
- pe管热熔焊接施工工艺
相关资讯
pe管道热熔焊接工艺卡相关专题
- 消防有用pe官的
- 雅思pe形医用胶带透气
- 天然气PE管施工预算
- 什么是PE泡棉胶带
- PC,PE,PVC材质的胶袋的特征
- PE-RT采暖管道安装施工工艺
- pE板材焊接水箱专业施工队
- PE阀门两个问题
- PE给水管的施工方法
- PE管配件阀门怎么套项
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中国焊接学会堆焊及表面工程专委会
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 中国读卡器市场现状分析及未来五年发展前景分析报告
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 展讯发布业界首款TD-SCDMA双卡双待手机方案
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 在用工业管道定期检验规程.20030601doc
- 在这里卡住 防止螺栓连接松弛的成对的楔形锁紧盘