




M12 螺母凸焊工艺探讨 【摘要】介绍了凸焊螺母 M12 与 5mm 厚 B510L 钢板焊接的试验过程,确 定了最优工艺参数。 关键词凸焊螺母正交试验工艺参数 随着产品质量的不断提高,凸焊螺母、螺栓已越来越广泛的应用于汽车行 业。好多资料对凸焊工艺参数进行了分析和研究, 取得了显著成果, 为后来者提 供了具有非常实用的参考价值,但采用的试件多为 2mm~2.5mm 板料和 M6、 M8 螺母,而在底盘大梁、变速箱、安全带等重要部位好多采用大厚度钢板和 M10、M12 的大螺母,国内一些小厂,主要是一些小的配套厂,由于工艺参数选 择不正确,导致凸焊螺母焊接不牢, 半成品件在运输过程中或转运过程中凸焊螺 母容易脱落,有时不得不采取 CO2气体保护焊进行加固,不但浪费人力、财力, 也使凸焊失去了本来意义。 1大螺母、厚板凸焊的主要质量缺陷 焊接不牢,半成品件在运输过程中或转运过程中凸焊螺母脱落
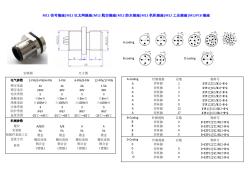
M12信号插座、M12以太网插座、M12航空插座、M12防水插座、M12机柜插座、M12工业插座、M12PCB插座
热门知识
m12的螺母多厚-
话题: 室内设计zzw524314054
-
话题: 室内设计shenweiqiang
精华知识
m12的螺母多厚-
话题: 室内设计fengxing0210
-
话题: 装修工程a073780110
最新知识
m12的螺母多厚-
话题: 室内设计wangcm1979
m12的螺母多厚相关专题
- 芬兰木地板m1
- 芬兰m1地板
- 济南m1线造价咨询
- m1取向硅钢
- 感应式m1卡加工
- 感应式m1卡应用
- 感应式m1卡厂家
- m1钢盔
- m1卡
- 成品实木门M1
- 中厚板生产线升级改造设备中心线基准的测量方法
- 中厚钢板剪切端面黑线成因分析及其对质量的影响评估
- 影响底框结构抗震性能多因素的相关性及判别方法
- 应用PC—1500机计算水工建筑物厚壁结构的内力
- 伊朗塔里干水利枢纽地下厂房交通竖井多井滑模与施工
- 关于楼板厚度、楼板钢筋保护层厚度保证措施及管理规定
- 公称压力小于等于16MPa普通钢材管道壁厚选用表
- 工程建设项目施工图审查多审合一实施方案
- 基于RS485总线技术PC机与单片机多机通讯设计
- 厚度等于或大于6mm钢板超声波检验方法(反射法)
- 厚壁冷弯方矩管和热轧H型钢轴压极限承载力对比
- 国际PPP项目争议成因及对策分析——基于多案例
- 汉市深厚软土区域市政与建筑工程地面沉降防控技术导则
- 广州周大福金融中心复杂深大基坑多支护体系设计与施工
- 巨厚火成岩下高突煤层工作面瓦斯综合治理技术应用
- 两排和多排风口冲天炉用铸造焦熔炼效果数理统计
- 江南花园二期工程大底盘多塔楼超限高层混凝土结构设计