




第 1 页 共 7 页 竭诚为您提供优质文档 /双击可除 三通焊接工艺规范 篇一:焊制三通加工工艺规程 篇二:焊制三通加工工艺规程 20xx 焊制三通加工工艺规程 4.2 坡口加工 页数 共 3页第 3 页 4.2.1 在支管上加工坡口,采用火焰、等离子或机械切 削法; 4.2.2 在主管上加工坡口时:当支管直径≤ 48mm,采用 摇臂式钻床钻头( φ60)转头倒削,倒削深度为孔高点壁厚 减去 2mm;当支管直径> 48mm时,采用火焰加工坡口。 4.2.3 切割后应用砂轮机修磨坡口,以去除碳化层并提 高坡口形状精度、而对淬硬性很强的钢材(如 0cr5mo 等), 则应采用机械方法加工坡口。 4.3 焊接 4.3.1 焊接方法与焊接操作 焊制三通的接头焊接应采取单面焊双面成型或双面焊 法。安放式三通,焊接时焊枪以指向厚壁管为主,严格控制 第 2 页 共 7 页 焊接线能量,防止焊接变形。
热门知识
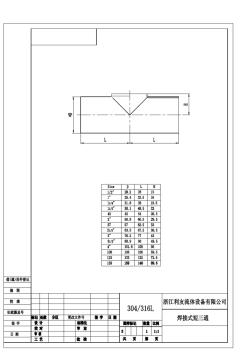
焊接U型三通-
话题: 工程造价159****3139
-
话题: 工程造价137****3230
精华知识
焊接U型三通-
话题: 工程造价liuwen1985
最新知识
焊接U型三通-
话题: 工程造价0758526538
专题概述
焊接U型三通知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关焊接U型三通最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:焊接U型三通
相关话题
资料下载
-
`
- 碳钢焊接三通怎么焊 `
- 等径焊接三通自动焊的加工工艺 `
- 碳钢焊接三通怎么接 `
- 焊接三通尺寸 (2) `
- 焊接三通尺寸知识讲解 `
- 高压加氢焊接三通的设计计算 `
- 焊接等径三通的应力测定 `
- 焊接三通尺寸 `
- 焊接三通尺寸 `
- 焊接三通尺寸
相关资讯
焊接U型三通相关专题
- 靠近墙角的焊缝怎么焊接
- 框架梁里面的钢筋焊接套项
- 框架柱焊接接头怎么算
- 两个槽钢焊接怎么焊接
- 两个弯头可以直接焊接吗
- 种焊焊接螺母用在什么地方
- 柱钢筋焊接长度是多少
- 柱主筋与圈梁焊接
- 柱主筋与圈梁焊接问题
- 柱子钢筋有双面焊接
- 新型透水衬砌在南台子一级水电站尾水渠中的尝试
- 新型基于热力学法的水泵效率数学模型及应用
- 基于超磁致伸缩效应的新型液压高速开关阀
- 云南郝家河砂岩型铜矿床地质特征与接替资源勘查成果
- 新型的低压成套开关设备GGD型低压配电柜
- 应用型人才培养模式下高校机电工程综合实践改革探索
- 中国焊接学会堆焊及表面工程专委会
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 新型贴片式户外全彩LED显示屏用途的显示器件
- 影响免蒸养(压)粉煤灰小型空心砌块强度指标的因素
- 基于闭环反馈优化的IDC基础设施造价评估模型
- 以杉木积成材为芯板的新型细木工板的动态热机械分析
- 应用CAO型消烟节能燃煤装置改造锻造和退火加热炉
- 新型自行式全旋转桥梁检修车在桥梁工程中的应用
- 中海PCR型超薄磨耗层用改性乳化沥青与应用
- 新型节能型烧结页岩空心砖外墙的自保温系统
- 新型免扎线绝缘子在配电网架空线路中的应用