




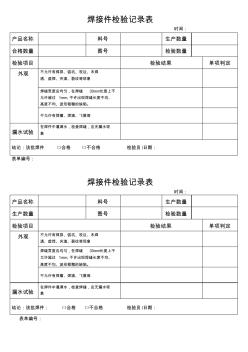
焊接件检验记录表 时间: 产品名称 料号 生产数量 合格数量 图号 检验数量 检验项目 检验结果 单项判定 外观 不允许有焊穿、弧坑、咬边、未焊 透、虚焊、夹渣、裂纹等现象 焊缝宽度应均匀,在焊缝 30mm长度上不 允许超过 1mm,不许出现焊缝长度不均、 高度不均、波形粗糙的缺陷。 不允许有焊瘤、焊渣、飞溅等 漏水试验 在焊件中灌满水,检查焊缝,应无漏水现 象 结论:该批焊件 □合格 □不合格 检验员 /日期: 表单编号: 焊接件检验记录表 时间: 产品名称 料号 生产数量 生产数量 图号 检验数量 检验项目 检验结果 单项判定 外观 不允许有焊穿、弧坑、咬边、未焊 透、虚焊、夹渣、裂纹等现象 焊缝宽度应均匀,在焊缝 30mm长度上不 允许超过 1mm,不许出现焊缝长度不均、 高度不均、波形粗糙的缺陷。 不允许有焊瘤、焊渣、飞溅等 漏水试验 在焊件中灌满水,检查焊缝,应无漏水现 象 结论
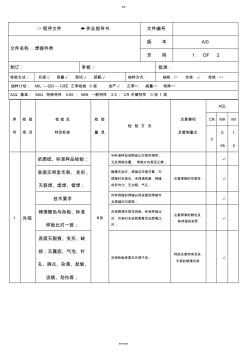
精品 感谢下载载 ○程序文件 ●作业指导书 文件编号 文件名称 :焊接件类 版 本 A/0 页 码 1 OF 2 制订: 审核: 批准: 检验方法: 目视√ 测量√ 测试√ 装配√ 抽样方式: 抽检 □ 全检 √ 免检 □ 抽样计划: MIL —SID— 105E 正常检验 II 级 加严√ 正常□ 减量□ 特殊□ AQL 基准: MAJ 特殊特性 0.65; MIN 一般特性 2.5; CR 关键特性 0 收 1 退 序 号 检 验 项 目 检 验 及 判定标准 检 验 量 具 检 验 方 法 注意事项 及管制重点 AQL CR MA MI 0 0. 65 1. 5 1 外观 依图纸、标准样品检验; 目测 与标准样品或图纸比对是否相符, 孔及焊接位置、 焊接方向是否正确; √ 表面无明显毛刺、变形, 无假焊、虚焊、错焊; 触摸无刮手,焊接应牢固可靠,无 焊接时未溶合、未
热门知识
焊接件检验精华知识
焊接件检验-
话题: 工程造价wangwei1540
最新知识
焊接件检验-
话题: 地产家居housongsport
-
话题: 地产家居lbb19890504
-
话题: 工程造价zhouzengmei
专题概述
焊接件检验知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关焊接件检验最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:焊接件检验
相关话题
资料下载
-
`
- 焊接件检验记录 `
- 焊接件检验标准 `
- 焊接件检验标准 `
- ZZ001机加件、焊接件检验规范 `
- 焊接件外观质量的检验规范 `
- 环卫车焊接件焊接质量管理 `
- 焊接件通用技术条件试题 `
- 焊接件《通用技术条件》内控标准 `
- 焊接件通用技术条件 `
- 浅谈公路工程常用钢筋及焊接件的检验 ` `
相关资讯
焊接件检验相关专题
- gb502362011焊接规范
- 等电位焊接规范
- 桥梁钢筋焊接规范
- 干挂石材龙骨焊接规范
- 钢筋焊接及验收规范最新版
- 幕墙龙骨焊接规范
- 中国工程建设焊接协会
- 烟道焊接方案
- 焊接进监理公司
- 有焊接监理吗
- 在用工业管道定期检验规程.20030601doc
- 智能建筑综合布线系统安装分项检验批质量验收记录表
- 以电动葫芦为起升机构的简易强制式升降机钢丝绳检验
- 支护工程钢腰梁、混凝土腰梁检验批质量验收记录表
- 园林绿化技术资料仿古混凝土分项工程质量检验评定表
- 圆管涵、盖板涵分项工程质量检验评定表共99页文档
- 支架、吊架安装检验批模板
- 幼儿园教育真石漆饰面工程检验批高质量验收记录簿表
- 绿化材料运输分项工程质量检验评定表
- 预应力张拉、放张、灌浆及封锚检验批质量验收记录表
- 灌木植物材料分项工程质量检验评定表
- 公路工程管理用表范本索夹制作与防护质量检验报告单
- 关于开展建筑内部装修防火材料见证取样检验工作公示
- 公路工程质量检验评定标准(JTGF802017)
- 公路工程管理用表范本预制桩质量检验报告单
- 公路工程质量检验评定标准JTGF8012004
- 关于开展三级理化检验人员技术培训和资格鉴定工作通知